 三菱A系列PLC借助以太網模塊與上位機和觸摸屏協同通信
三菱A系列PLC借助以太網模塊與上位機和觸摸屏協同通信


一、案例背景
在長三角某知名新能源鋰電池設備制造廠,數十臺服役超過10年的三菱A系列PLC(如A2USHCPU-S1)仍是產線控制核心。這些PLC穩定可靠,但僅配備傳統的RS422編程口(俗稱圓口)。隨著工業4.0推進,企業丞需實現:
實時數據采集:上位機(SCADA系統)需毫秒級獲取設備狀態、工藝參數
人機交互升級:部署新款以太網觸摸屏(如威綸通cMT系列)實現可視化操作
系統集成需求:與MES系統打通,實現生產指令下發與質量追溯
二、行業痛點
速度龜速:傳統RS422串口通訊速率最高115.2Kbps,上傳1KB數據需近百毫秒,無法滿足實時監控
連接受限:串口本質是點對點通訊,無法同時連接上位機與觸摸屏,需頻繁切換線路
布線復雜:長距離通訊需額外轉換器,易受干擾,故障排查困難
信息孤島:老舊設備難以接入工業以太網,成為智能工廠數據鏈條的“斷點”
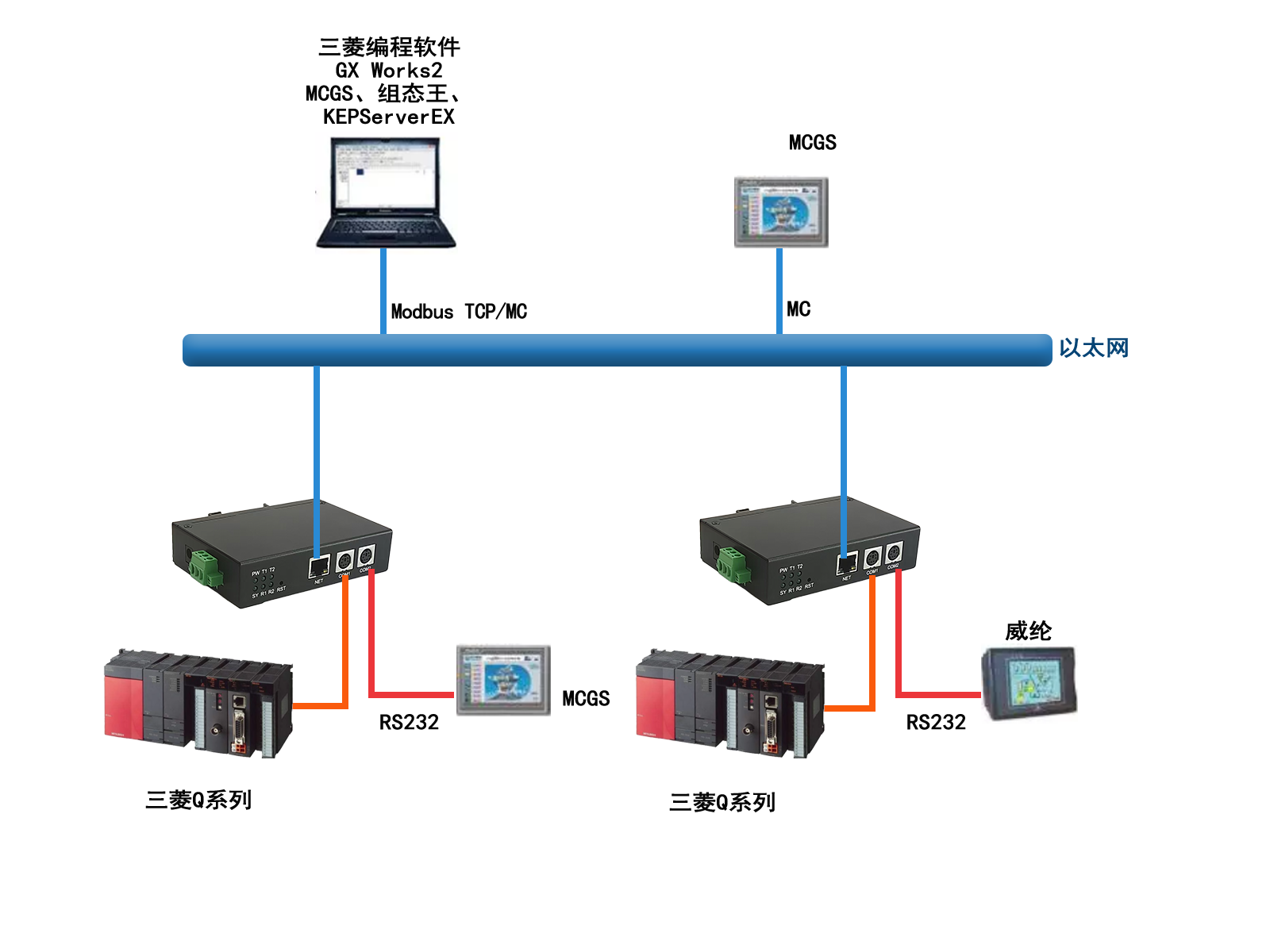
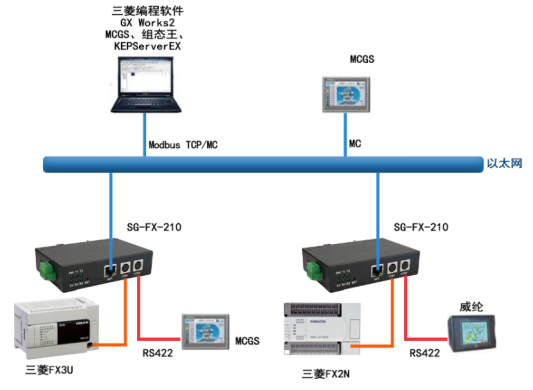
三、解決方案
該企業引入捷米特JM-ETH-A 串口轉以太網通訊模塊,將其直接連接到三菱A系列PLC的編程口(RS422),瞬間將老設備升級為以太網節點。
產品核心功能解析(捷米特 JM-ETH-A):
原生兼容三菱A系:專為三菱A/QnA系列PLC編程口設計,無需修改PLC程序或硬件。
高速以太網接入:將RS422信號轉換為10/100Mbps以太網,通訊速度提升數百倍。
多設備并發訪問:核心價值!模塊支持TCP Server模式,允許多個客戶端(如1臺上位機 + 1臺觸摸屏)同時連接PLC,互不干擾。
協議無縫轉換:透明傳輸三菱MC協議(3E/4E幀),上位機可通過標準Socket API或專用庫(如MX Component)訪問;觸摸屏選擇“三菱A系列以太網”驅動即可。
工業級可靠性:寬溫設計(-25°C ~ 75°C),DIN導軌安裝,支持看門狗防死機。
便捷配置:通過網頁瀏覽器設置IP地址、端口號、協議參數,無需專用軟件。
四、實施過程詳解:
硬件連接:
關閉PLC電源,將JM-ETH-A模塊通過專用電纜(如捷米特配套SC-09轉接電纜)牢固連接到三菱A系列PLC的編程口
使用標準網線將JM-ETH-A接入工廠局域網交換機。
為上位機(工控機)、HMI觸摸屏配置同網段IP地址。
模塊參數配置:
用電腦瀏覽器訪問JM-ETH-A的默認IP(如192.168.1.100),登錄配置頁面。
設置模塊為TCP Server模式,端口號設為常用值(如 5002)。
配置與三菱PLC匹配的通訊參數(波特率、數據位、校驗等,通常為9600bps, 7位數據, 偶校驗, 1停止位)。
保存重啟模塊。
上位機(SCADA)配置:
在組態軟件(如KingSCADA、iFix)中,安裝或配置支持三菱以太網通訊的驅動
添加新設備,選擇“Mitsubishi A Series Ethernet (MC Protocol)”。
輸入JM-ETH-A模塊的IP地址和端口號(192.168.1.100:5002)。
建立變量標簽,映射PLC內部寄存器(如D100, M200)。
觸摸屏(HMI)配置:
在HMI工程軟件(如威綸通EasyBuilder Pro)中,新建設備
選擇PLC型號為“Mitsubishi A Series (Ethernet)” 或 “MC Protocol (TCP)”。
同樣填入JM-ETH-A的IP和端口(192.168.1.100:5002)。
編輯畫面,關聯PLC數據點,實現狀態顯示、參數設置、啟停控制。
聯調測試:
確認上位機能實時刷新PLC數據,歷史趨勢記錄正常。
測試觸摸屏操作PLC(如啟動設備、修改參數)響應迅速。
驗證上位機和觸摸屏可同時操作、監控同一臺PLC,無沖突。
五、應用行業推薦
新能源設備制造(鋰電/光伏):對生產節拍、工藝參數實時性要求極高,JM-ETH-A助力老舊控制設備融入智能產線。
高端食品包裝機械:需同時連接SCADA(遠程監控)與本地HMI(操作員交互),模塊滿足多終端并發需求。
汽車零部件自動化產線:大量遺留三菱A系PLC,通過以太網轉換器低成本實現設備聯網與數據采集。
智能物流倉儲(AGV/立庫):需將分散的老PLC控制器數據匯聚到中央調度系統,以太網橋接器是理想選擇。
六、實施效果:
通訊速度飛躍:數據采集周期從秒級降至毫秒級(<10ms),滿足實時監控與閉環控制。
雙通道并行:上位機進行大數據量采集分析的同時,操作員可在觸摸屏上流暢進行本地操作,效率倍增。
布線簡化成本降:淘汰串口長距離布線,利用現有工廠以太網,節省布線及維護成本超30%。
數據價值釋放:PLC數據實時上傳MES,設備OEE(綜合效率)提升15%,故障停機時間減少20%。
投資保護:無需淘汰可靠的老舊PLC硬件,節省大量設備更新費用
七、總結
在工業4.0與智能制造浪潮下,捷米特JM-ETH-A這類串口轉以太網轉換器(或稱為以太網橋接器),為廣泛存在的三菱A系列等老舊PLC提供了經濟高效的網絡化升級路徑。它不僅解決了多設備并發訪問的核心痛點,更以工業級的可靠性和易用性,成為打通信息孤島、激活傳統設備數據價值的利器,尤其適合在追求高效、智能的新能源、高端制造等前沿行業快速部署,助力企業以最小投入擁抱智能制造未來。
《具體內容配置過程及其他相關咨詢請與武工留言交流》
審核編輯 黃宇
-
以太網
+關注
關注
41文章
5684瀏覽量
176251 -
plc
+關注
關注
5037文章
13962瀏覽量
475129 -
上位機
+關注
關注
27文章
973瀏覽量
55843
發布評論請先 登錄
施耐德M200 PLC借助以太網模塊實現上位機與觸摸屏監控配置

歐姆龍PLC CP1E以太網模塊與上位機、觸摸屏通訊配置案例

三菱A1SJ PLC:以太網模塊助力上位機與觸摸屏協同通訊案例

歐姆龍CPM1APLC以太網模塊:實現上位機、觸摸屏及變頻器的高效通信

以太網模塊助力三菱 Q04UDEH PLC 對接上位機、觸摸屏

松下PLC FP2SH以太網模塊與上位機、觸摸屏通訊配置案例

西門子 S7-200 SMART PLC 借助以太網模塊與上位機、觸摸屏通訊案例

西門子S7-200PLC借助于以太網模塊與STEP7上位機通訊應用配置案例

MCGS觸摸屏與西門子S7系列PLC以太網通信

三格電子新品 三菱FX系列PLC轉網口
三菱FX5U與威綸通觸摸屏無線EtherNet通訊例程,一目了然!
威綸通觸摸屏與三菱FX5u之間 EtherNet/IP無線以太網通信方案





 工商網監
工商網監
評論