 以太網模塊助力三菱 Q04UDEH PLC 對接上位機、觸摸屏
以太網模塊助力三菱 Q04UDEH PLC 對接上位機、觸摸屏

在華南地區一家大型輪胎生產企業的硫化車間,12 臺硫化機整齊排列,每臺設備都由三菱 Q04UDEH CPU 負責控制。該型號 PLC 在橡膠硫化這種高溫、高壓且伴有腐蝕性氣體的環境中,憑借出色的穩定性,長期保障著硫化機的運行,精準控制著硫化時間、溫度和壓力等關鍵參數。然而,缺少以太網接口這一硬件短板,卻讓車間在追求高效生產和智能化管理的道路上舉步維艱。
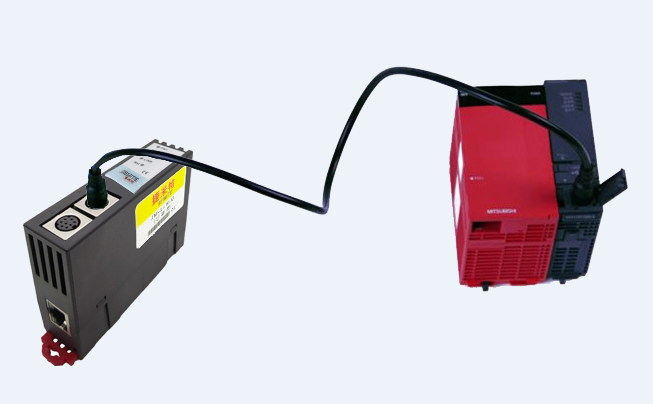
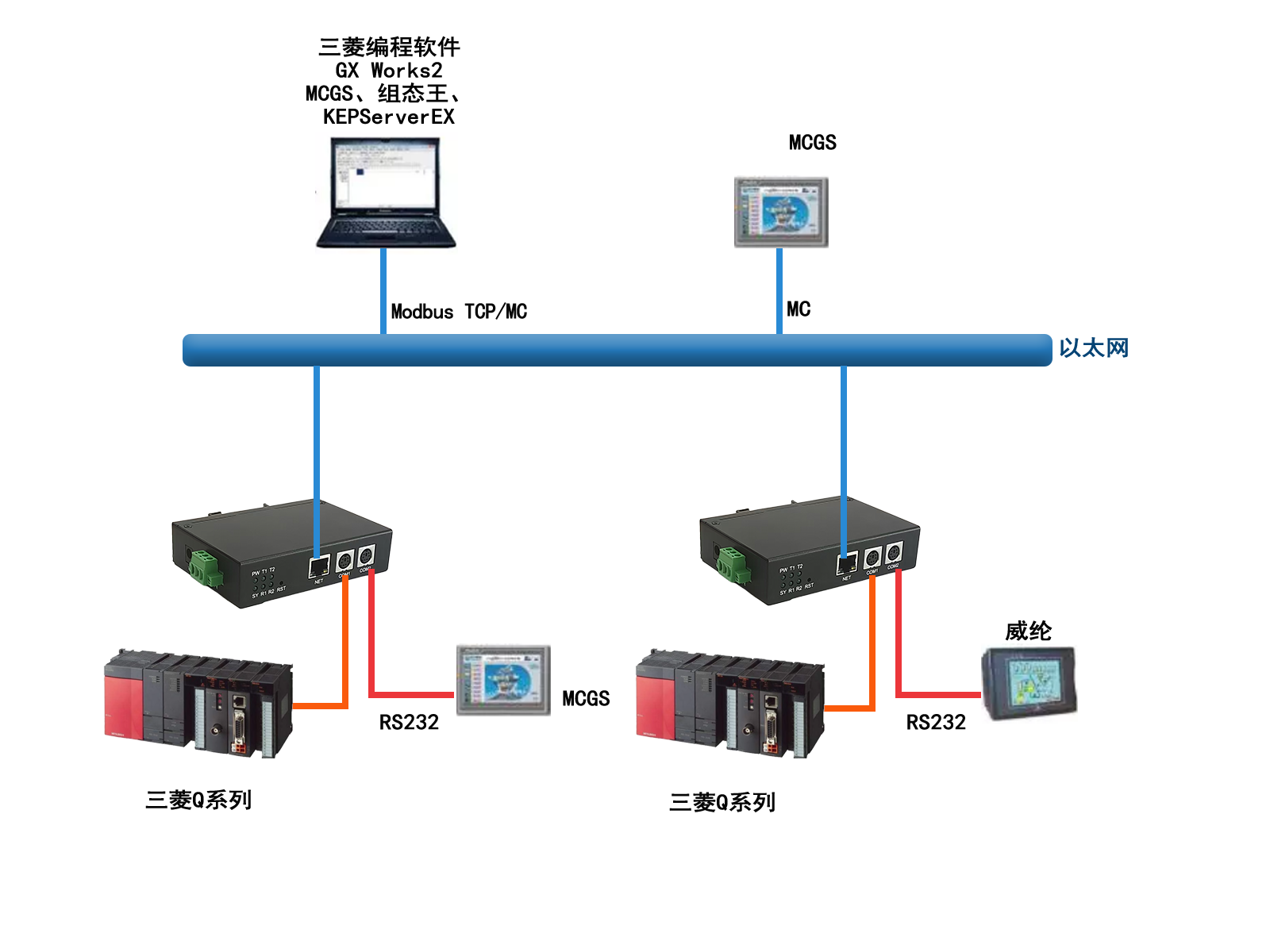
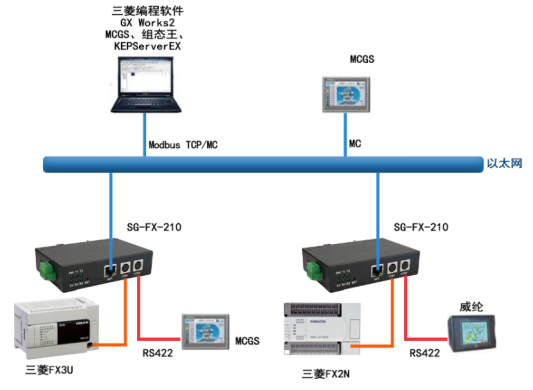
為解決硫化車間控制系統通訊卡頓、設備聯動不暢等問題,該企業引入捷米特 JM-ETH-Q 轉以太網模塊推進升級改造。此模塊核心功能在于將三菱 Q 系列 PLC 的串口信號精準轉為以太網信號,讓傳統串口設備接入工業以太網,突破距離限制,提升數據傳輸速度與穩定性,解決多設備同時通訊的擁堵問題。同時,模塊配備的拓展接口可直接連接觸摸屏,實現 PLC 與觸摸屏的高效數據交互。工人通過觸摸屏實時監控硫化機溫度、壓力等參數,調整工藝參數,無需頻繁到設備旁操作,既提高響應速度,又降低人工失誤率,為車間智能化管控奠定基礎。

技術團隊首先對車間的生產環境和設備布局進行了詳細勘察,制定了周密的改造方案。在安裝過程中,技術人員將捷米特 JM-ETH-Q模塊通過 35mm 標準導軌固定在每臺硫化機對應的 PLC 控制柜內,這種安裝方式不僅牢固可靠,還便于后續的維護和檢修。接著,用特制的屏蔽雙絞線將模塊的 COM1 口與三菱 Q04UDEH CPU 的編程口連接起來,屏蔽層的設計有效抵御了車間內電機、變頻器等設備產生的電磁干擾,保障了數據傳輸的穩定性。在參數設置方面,技術人員通過模塊自帶的配置軟件,將通訊波特率設置為 115200bps,這一速率既滿足了數據傳輸的需求,又能確保傳輸的準確性。同時,為了實現現場參數的實時監控和調整,技術團隊在模塊的 COM2 拓展口接入了步科 Kinco DMT4824T 觸摸屏,該觸摸屏具有高清顯示、反應靈敏等特點,非常適合在車間這種工業環境中使用。
系統實現的第一項關鍵改進是實現了工藝參數的集中管理和精準分配。車間的 MES 系統(制造執行系統)與捷米特 JM-ETH-Q 模塊通過工業以太網建立了穩定的連接,MES 系統可以根據訂單的優先級、輪胎的型號等信息,自動計算出每臺硫化機最佳的硫化參數,包括硫化時間、溫度、壓力等,并通過模塊實時同步至對應的 Q04UDEH CPU。由于模塊的高效數據傳輸能力,參數從 MES 系統下發到 PLC 的時間不超過 1 秒,而且參數一致性誤差被嚴格控制在 ±1 秒以內。這就徹底改變了過去參數手動設定的混亂局面,確保了 12 臺硫化機都能按照統一的標準進行生產。操作人員再也不用花費大量時間去手動調整參數,只需在觸摸屏上確認參數即可,大大降低了勞動強度。

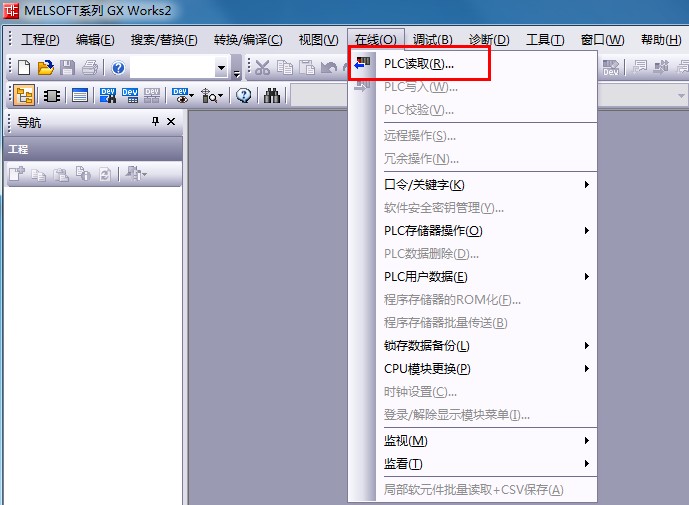
連接編程軟件過程如下:
1.打開編程軟件GX Works2,點擊“在線”中的“PLC 讀取”;
2.
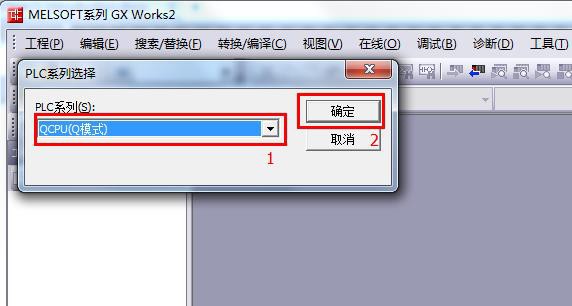
在跳出的選項框中,選擇Q(Qmode),點擊“確認”;
雙擊“以太網板”,在跳出的提醒選項中點擊“是”;
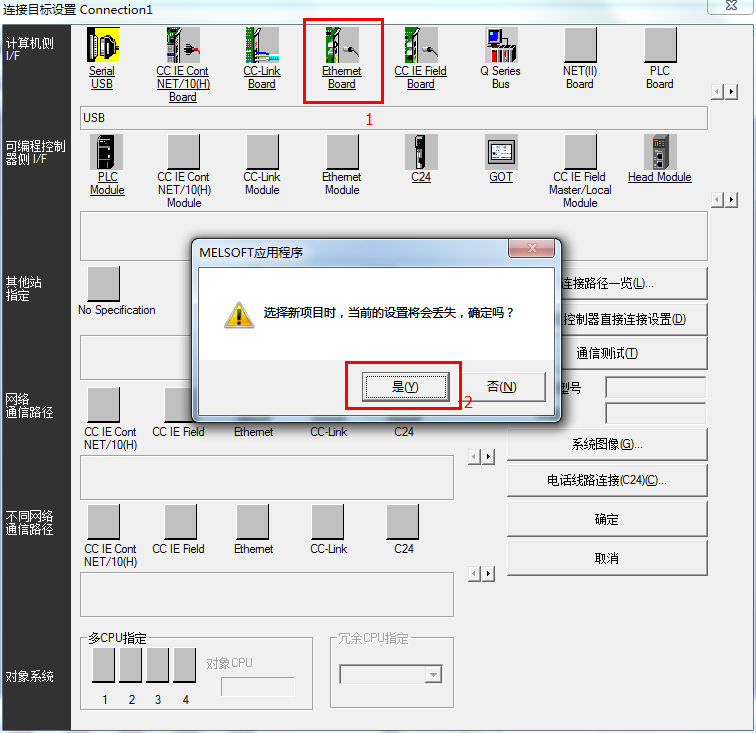
3.
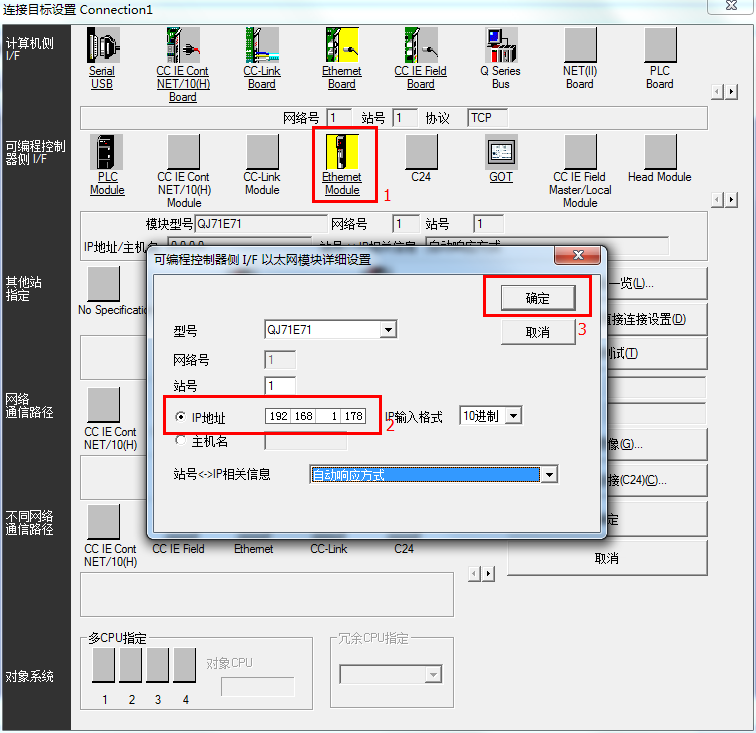
雙擊“以太網模塊”,在跳出的窗口中IP 地址處輸入JM-ETH-Q 的IP 地址,點擊“確認”;
此時設置完畢,單擊OtherStation 后,點擊“通信測試”,將出現“與Q00UCPU 連接成功了”提示,若連接不成功,請檢查JM-ETH-Q 的內部參數是否配置正確,點擊“確認”后,點擊傳輸設置的“確認”;

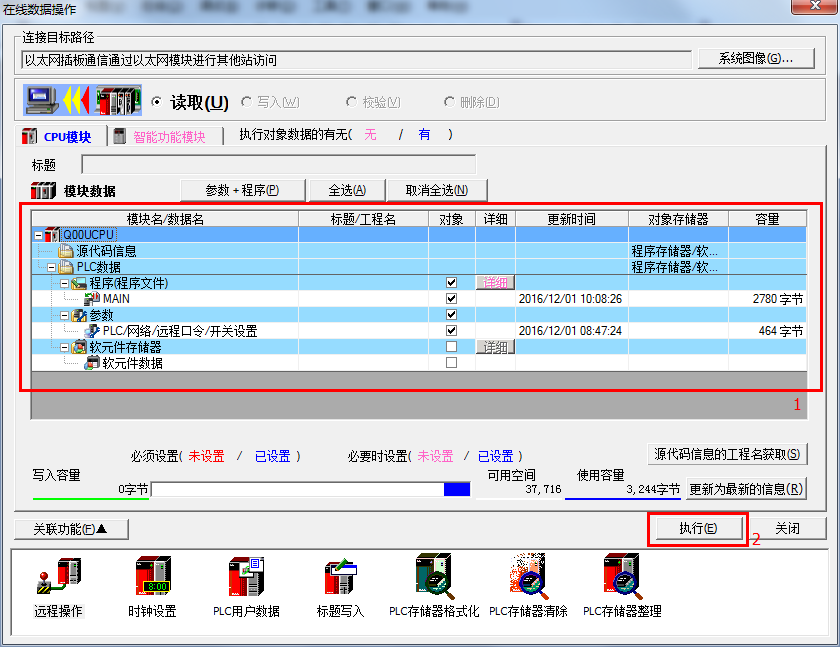
4.選擇要讀取的內容,點擊“執行”后,點擊“確認”;
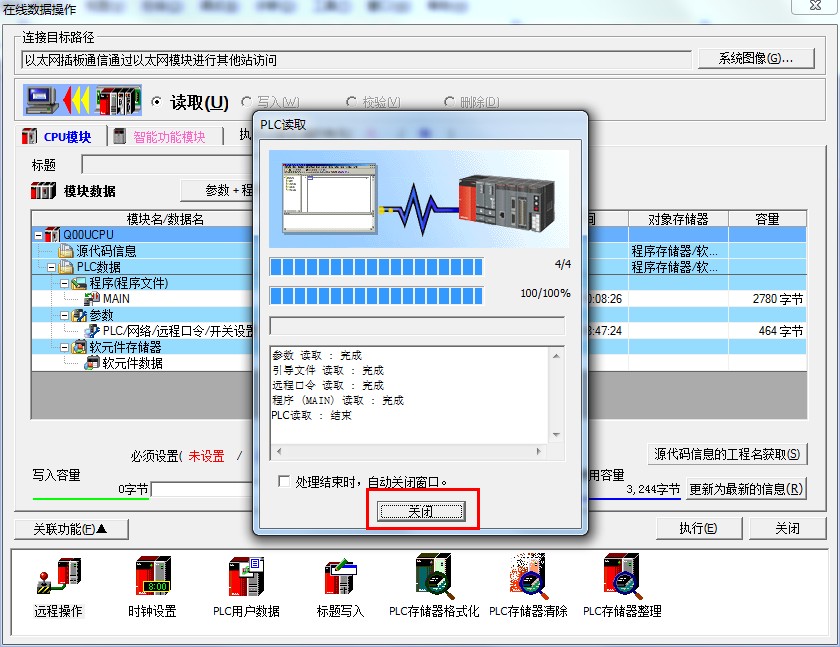
5.點擊“是”,上載程序完成,點擊“確認”
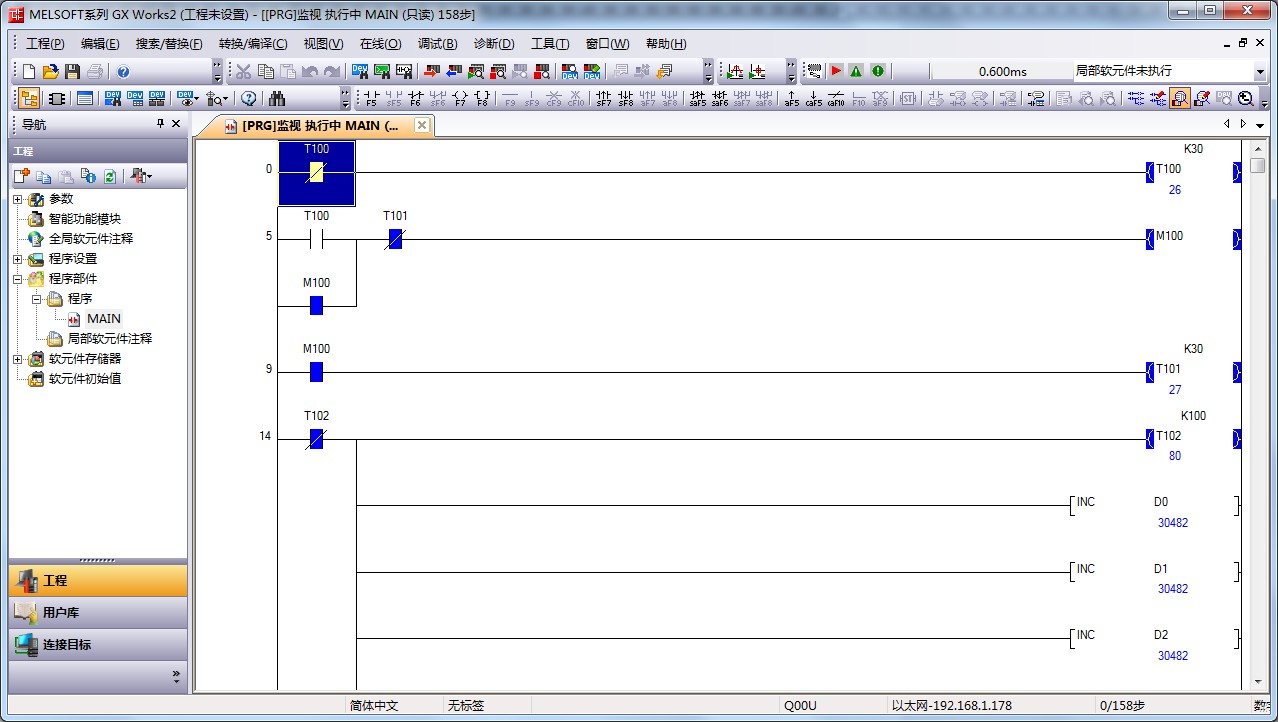
6.PLC 程序上載完成,并點擊監視按鈕實現監控。
生產企業硫化車間的改造案例,充分證明了捷米特 JM-ETH-Q轉以太網模塊在解決三菱 Q 系列 PLC 無以太網接口痛點方面的顯著效果。通過模塊的應用,不僅實現了硫化機群的集中控制和協同生產,還大幅提高了生產效率、產品質量,降低了生產成本,為橡膠制品行業的智能化升級提供了有力的技術支持。
技術分享就先到這里啦。如果大家在三菱 PLC 系統搭建、以太網模塊選型,或是上位機與觸摸屏聯動調試等方面有任何疑問,歡迎隨時與捷米特的曹工交流探討。他在工業通訊方案優化領域經驗豐富,能為大家提供切實的解決方案。最后,祝各位在技術探索的路上收獲滿滿,生活愉快,工作順遂!
審核編輯 黃宇
-
以太網模塊
+關注
關注
0文章
31瀏覽量
8645
發布評論請先 登錄
松下PLC FP2SH以太網模塊與上位機、觸摸屏通訊配置案例

西門子 S7-200 SMART PLC 借助以太網模塊與上位機、觸摸屏通訊案例

工業智能網關支持采集哪些三菱PLC

MCGS觸摸屏與西門子S7系列PLC以太網通信

三菱PLC產品型號及規格
三格電子新品 三菱FX系列PLC轉網口
步科觸摸屏和三菱PLC通訊問題
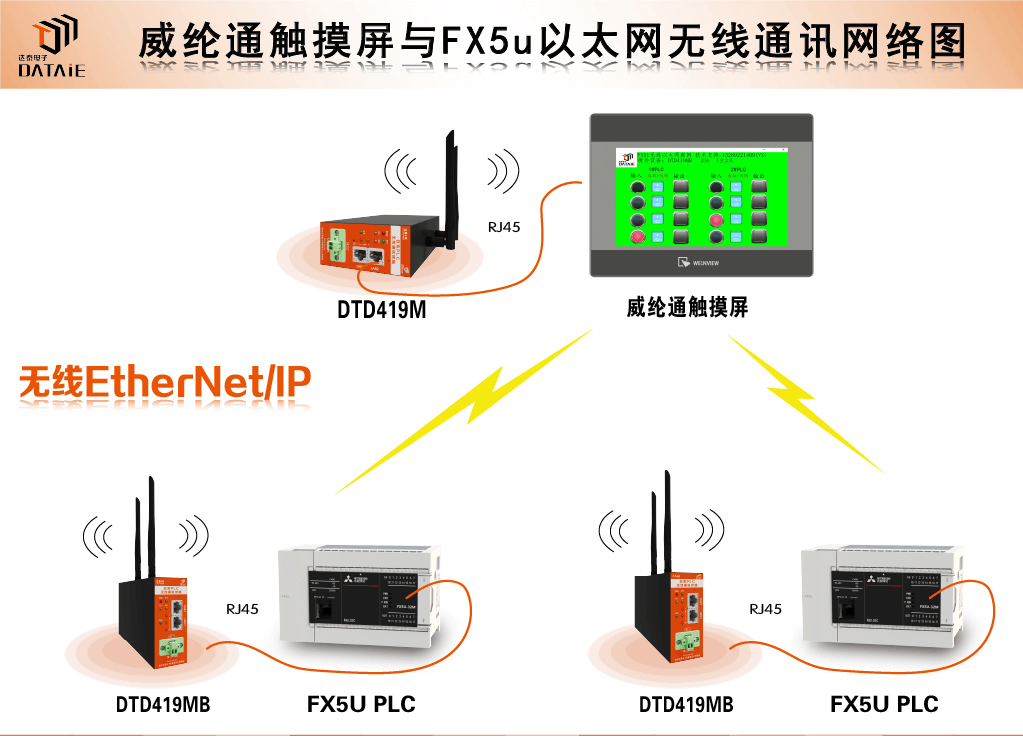
三菱FX5U與威綸通觸摸屏無線EtherNet通訊例程,一目了然!
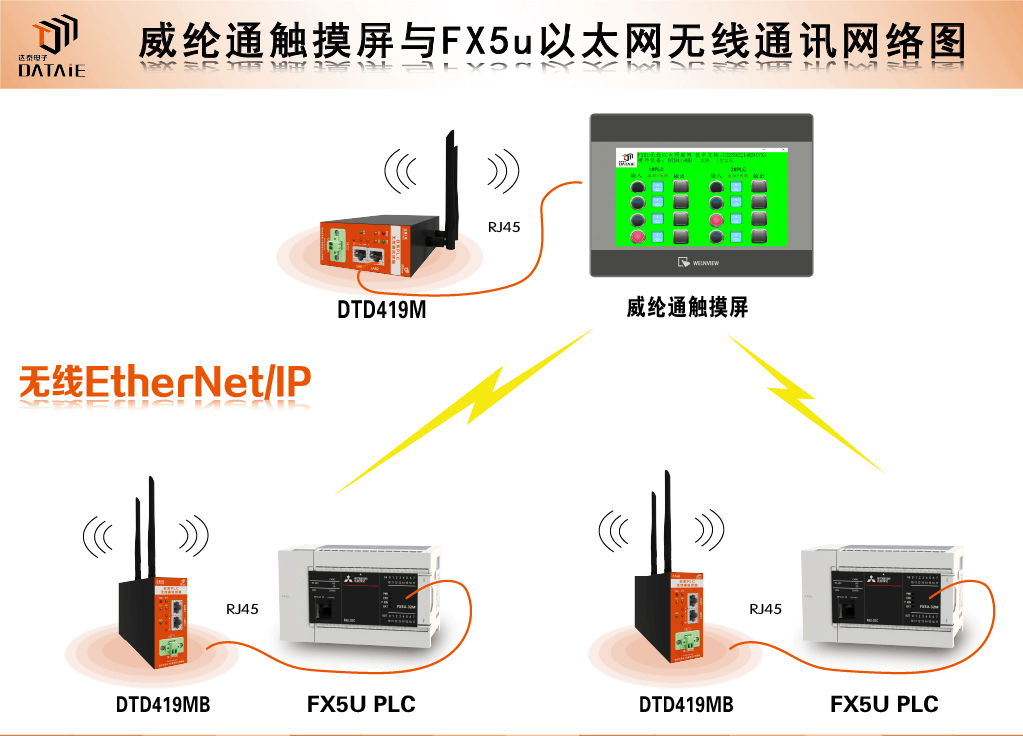
威綸通觸摸屏與三菱FX5u之間 EtherNet/IP無線以太網通信方案
不需要點表的工業物聯網網關在三菱 Q10UDEH 設備中的應用






 工商網監
工商網監
評論