 歐姆龍CPM1APLC以太網模塊:實現上位機、觸摸屏及變頻器的高效通信
歐姆龍CPM1APLC以太網模塊:實現上位機、觸摸屏及變頻器的高效通信


在工業自動化領域,歐姆龍CPM1A系列PLC作為一款經典的小型控制器,仍廣泛應用于中小型生產線的控制場景。然而,隨著智能制造的深入推進,僅配備RS232/485串口的CPM1A系列在與上位機、觸摸屏、變頻器等多設備通訊時面臨諸多挑戰。捷米特JM-ETH-CXD導軌型以太網模塊通過專業的串口轉以太網技術,為這一痛點提供了完美解決方案,在新能源充電設備制造、智能倉儲等高速發展行業展現出顯著價值。

一、行業背景與痛點
在新能源充電模塊生產線等自動化場景中,歐姆龍CPM1A系列PLC(如CPM1A-40CDR-A-V1)常被用于控制輸送線、定位機構等輔助設備。隨著生產信息化需求的提升,企業需要將這些設備接入上層管理系統,同時實現與觸摸屏的人機交互和變頻器的速度控制

首先是接口資源不足。CPM1A系列通常僅配備1-2個串口,無法同時連接上位機、觸摸屏和變頻器(如歐姆龍3G3JV系列),被迫采用"PLC-觸摸屏-變頻器"的級聯方式,導致數據傳輸延遲高達300ms以上,無法滿足充電模塊精密裝配的實時控制需求。
其次是通訊穩定性差。采用普通串口轉以太網設備時,由于缺乏對歐姆龍Hostlink協議的深度支持,數據丟包率常超過5%,在生產高峰期頻繁出現參數傳輸錯誤,導致設備誤動作。某充電設備廠商統計顯示,此類通訊問題導致的生產線停機占總故障時間的42%。
最后是系統擴展困難。傳統串口通訊的傳輸距離限制在100米以內,無法滿足現代化車間的大面積布局需求;同時,串口總線結構使得新增設備必須停機接入,嚴重影響生產連續性。
二、解決方案
捷米特推出的JM-ETH-CXD導軌型以太網模塊,專為歐姆龍小型PLC的網絡升級設計,其核心優勢體現在三個方面:
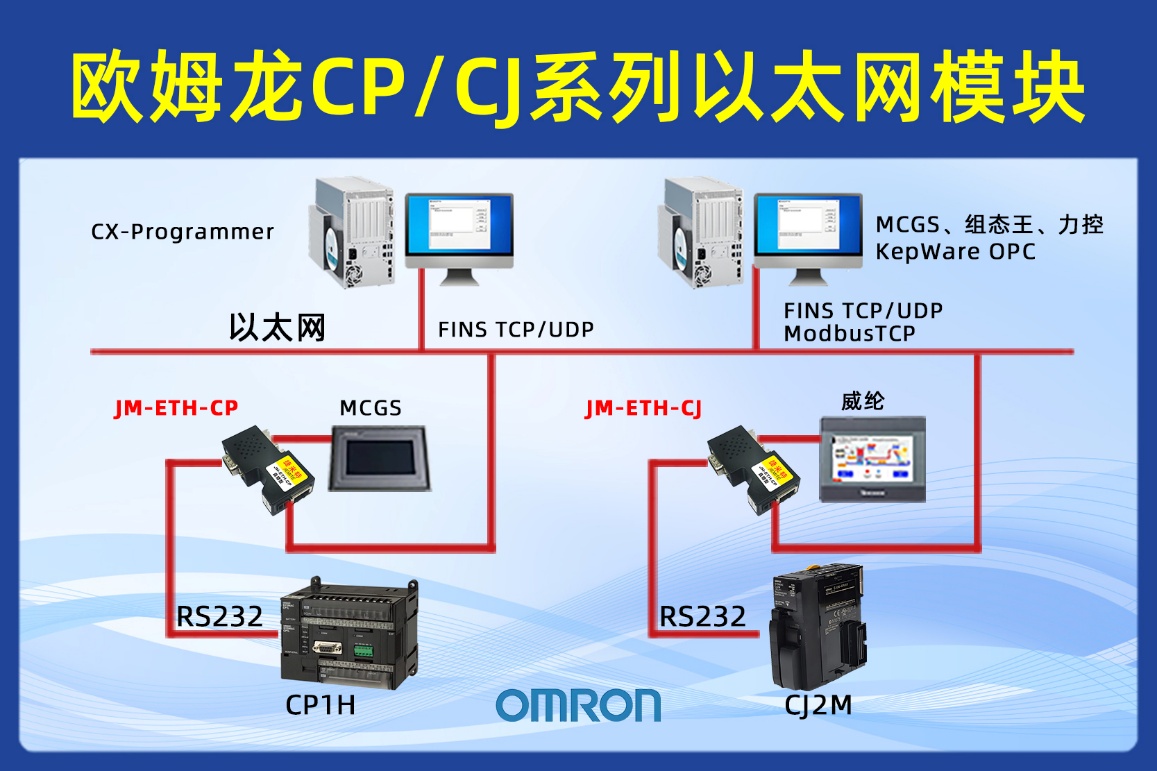
多協議轉換能力:作為工業級以太網轉換器,該模塊內置Hostlink協議解析引擎,完美支持歐姆龍專用通訊格式,同時提供ModbusTCP/IP協議轉換功能,實現CPM1A與各類上位機、觸摸屏(如威綸通MT8102iE)、變頻器的無縫對接,解決了多設備通訊的協議兼容難題。
多端口協同設計:模塊配備1個10/100M自適應以太網口和2個獨立串口(RS232/485可選),支持同時連接3臺不同設備,通過內部數據路由機制實現并行通訊,將整體傳輸延遲控制在15ms以內,滿足多設備協同的實時性要求。
工業級可靠性:采用導軌式安裝設計,具備IP30防護等級,支持-40℃~85℃寬溫工作環境;內置6KV防雷保護和15KV靜電防護,在新能源車間的強電磁環境下仍能保持穩定運行,平均無故障時間(MTBF)超過10萬小時。
三、實施過程
某新能源充電設備企業需要將CPM1A-40CDR-A-V1控制的裝配輸送線接入MES系統,同時連接威綸通觸摸屏實現參數設置和歐姆龍3G3JV變頻器控制電機速度,采用捷米特JM-ETH-CXD模塊的實施過程如下:
硬件部署階段:
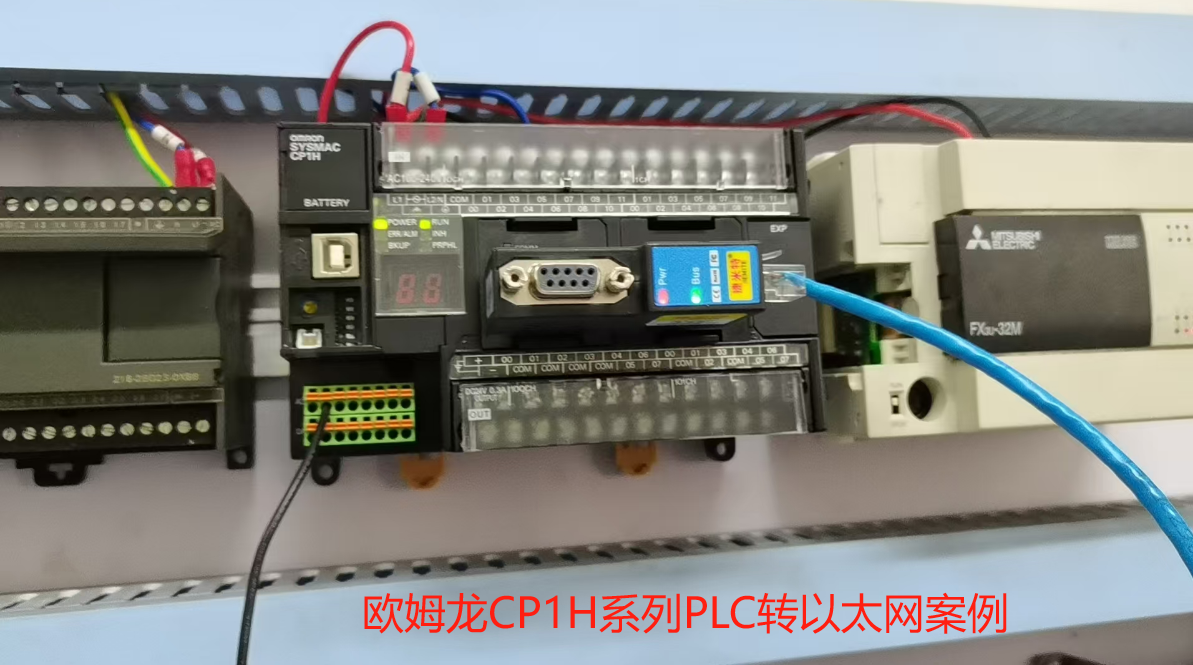
1.將JM-ETH-CXD模塊安裝在CPM1APLC附近的DIN導軌上,用專用RS232電纜連接模塊的COM1口與PLC的編程口(CP1W-CIF01)。
2.通過RS485總線將模塊的COM2口與3G3JV變頻器的通訊端口連接,采用屏蔽雙絞線并做好接地處理。
3.使用超五類工業以太網電纜,將模塊的ETH端口接入車間工業交換機,同時連接觸摸屏和上位機服務器,形成星型網絡拓撲。
4.為模塊接通24VDC電源(選用歐姆龍S8VK系列開關電源),確認指示燈狀態:PWR燈常亮表示電源正常,ETH燈閃爍顯示網絡活動,COM1/COM2燈交替閃爍表示串口通訊正常。
網絡配置階段:
通過默認IP(192.168.1.200)登錄模塊Web管理界面,在"網絡設置"中修改IP為生產網段(192.168.5.10),子網掩碼255.255.255.0,網關192.168.5.1。
在"串口設置"頁面分別配置COM1和COM2:
1.COM1:Hostlink協議,波特率9600bps,數據位8,停止位1,奇偶校驗無(與CPM1A保持一致)
2.COM2:ModbusRTU協議,波特率19200bps,對應變頻器從站地址1
在"數據路由"頁面設置轉發規則:
1.上位機(IP:192.168.5.100)通過ModbusTCP訪問模塊,映射至COM1的PLC數據區
2.觸摸屏(IP:192.168.5.101)通過ModbusTCP讀寫模塊,映射至COM1的PLC工作區
3.COM2的變頻器數據通過模塊自動轉換為ModbusTCP數據,供上位機和觸摸屏訪問
編程與調試階段:
1.在上位機MES系統中,通過ModbusTCP客戶端軟件連接JM-ETH-CXD模塊,讀取PLC的I/O狀態(對應地址%I0.0-%I15.7)和數據寄存器(對應地址%R0-%R100),實現生產數據采集。
2.在威綸通觸摸屏編程軟件中,添加ModbusTCP設備,指向模塊IP地址,設計參數設置界面(關聯PLC的輸出寄存器)和狀態監控界面(關聯PLC的輸入寄存器)。
3.在3G3JV變頻器中設置通訊參數,使其與模塊COM2口匹配,通過觸摸屏發送頻率指令(寫入變頻器地址0x0001),讀取運行狀態(讀取地址0x0000)。
4.調試優化:通過模塊Web界面的"數據包監控"功能觀察各端口通訊狀態調整數據刷新周期至50ms,確保上位機、觸摸屏、變頻器的數據更新保持同步,連續72小時測試無丟包現象。
四、應用效果與行業前景
改造后的數據顯示,該方案為生產線帶來顯著提升:設備響應速度從300ms縮短至15ms,通訊故障率從42%降至0.3%,生產數據采集完整率從68%提升至100%。由于支持在線擴展,后續新增的質檢設備僅通過交換機接入網絡即可實現數據互通,無需停產改造。
此類解決方案在以下高速發展行業具有廣闊應用前景:
新能源裝備制造:在充電樁、儲能電池生產線,實現老舊PLC與新信息化系統的對接,滿足智能制造數據追溯要求。
智能倉儲物流:用于分揀機、輸送線的控制升級,實現CPM1A與WMS系統、條碼識別設備的協同工作,提升倉儲周轉效率。
食品包裝機械:解決中小型包裝設備的多設備通訊難題,滿足食品行業對生產過程監控和參數追溯的嚴格要求。

五、總結
捷米特JM-ETH-CXD模塊通過專業的串口轉以太網和以太網橋接技術,完美解決了歐姆龍CPM1A系列PLC與多設備通訊的行業痛點。該方案不僅突破了傳統串口通訊的接口數量、傳輸距離和協議兼容限制,更以工業級可靠性保障了生產連續性,同時大幅降低了系統升級成本。
在工業4.0轉型背景下,這種經濟高效的通訊升級方案為仍在使用老舊PLC的制造企業提供了平滑過渡的技術路徑,尤其在新能源、智能物流等高速發展行業,正成為企業提升自動化水平、加速數字化轉型的重要支撐。
《具體內容配置過程及其他相關咨詢請與武工留言交流》
審核編輯 黃宇
-
數據采集
+關注
關注
40文章
7215瀏覽量
116592 -
工業自動化
+關注
關注
17文章
2757瀏覽量
68388
發布評論請先 登錄
施耐德M200 PLC借助以太網模塊實現上位機與觸摸屏監控配置

歐姆龍PLC CP1E以太網模塊與上位機、觸摸屏通訊配置案例

歐姆龍CJ1MPLC借助以太網模塊同時與上位機和觸摸屏、變頻器高效通訊案例

歐姆龍C200H借助PLC轉以太網模塊實現包裝機械多設備高效通訊案例

三菱A系列PLC借助以太網模塊與上位機和觸摸屏協同通信

歐姆龍PLC CP1L通過以太網模塊與上位機通訊配置案例
PLC 以太網通訊模塊助力歐姆龍PLC突破傳統,邁向以太網
S7-1200與歐姆龍智能儀表Modbus通信案例
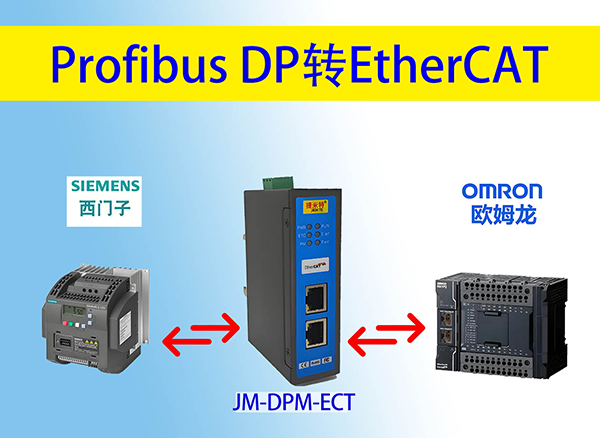
Profibus DP轉EtherCAT實例解析歐姆龍PLC連西門子變頻器
MCGS觸摸屏與西門子S7系列PLC以太網通信

案例解說PLC、觸摸屏及變頻器綜合應用
歐姆龍多功能小型變頻器3G3MX2-V2的特點
在 MODBUS RTU 轉 EtherNet/IP 網關協助下森蘭變頻器與歐姆龍系統通訊設定配置案例

基于 Profibus DP 轉 EtherCAT 網關,實現歐姆龍 PLC 與西門子變頻器通訊的成功范例解讀
歐姆龍 CP/CJ/CX 系列以太網化之路:典型配置案例剖析






 工商網監
工商網監
評論