 西門子S7-300 PLC通過RS485轉PROFIBUS-DP網關發送命令讓JRT激光測距傳感器開啟一次慢速距離測量
西門子S7-300 PLC通過RS485轉PROFIBUS-DP網關發送命令讓JRT激光測距傳感器開啟一次慢速距離測量

西門子S7-300 PLC通過RS485轉PROFIBUS-DP網關發送命令讓JRT激光測距傳感器開啟一次慢速距離測量
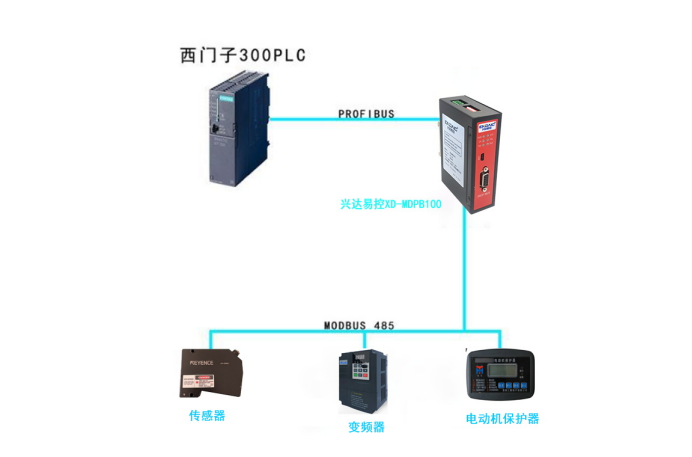
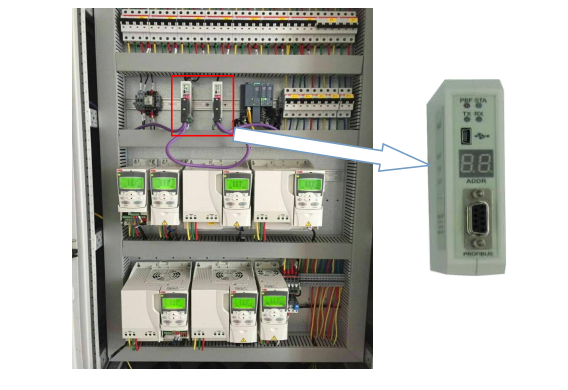
在工業自動化系統中,不同協議設備之間的通信集成往往面臨技術挑戰。以西門子S7-300 PLC與JRT激光測距傳感器的通信為例,兩者分別采用PROFIBUS DP和RS485(Modbus RTU)協議,需借助RS485轉PROFIBUS-DP網關實現協議轉換與數據交互。以下為具體實施方案的解析。

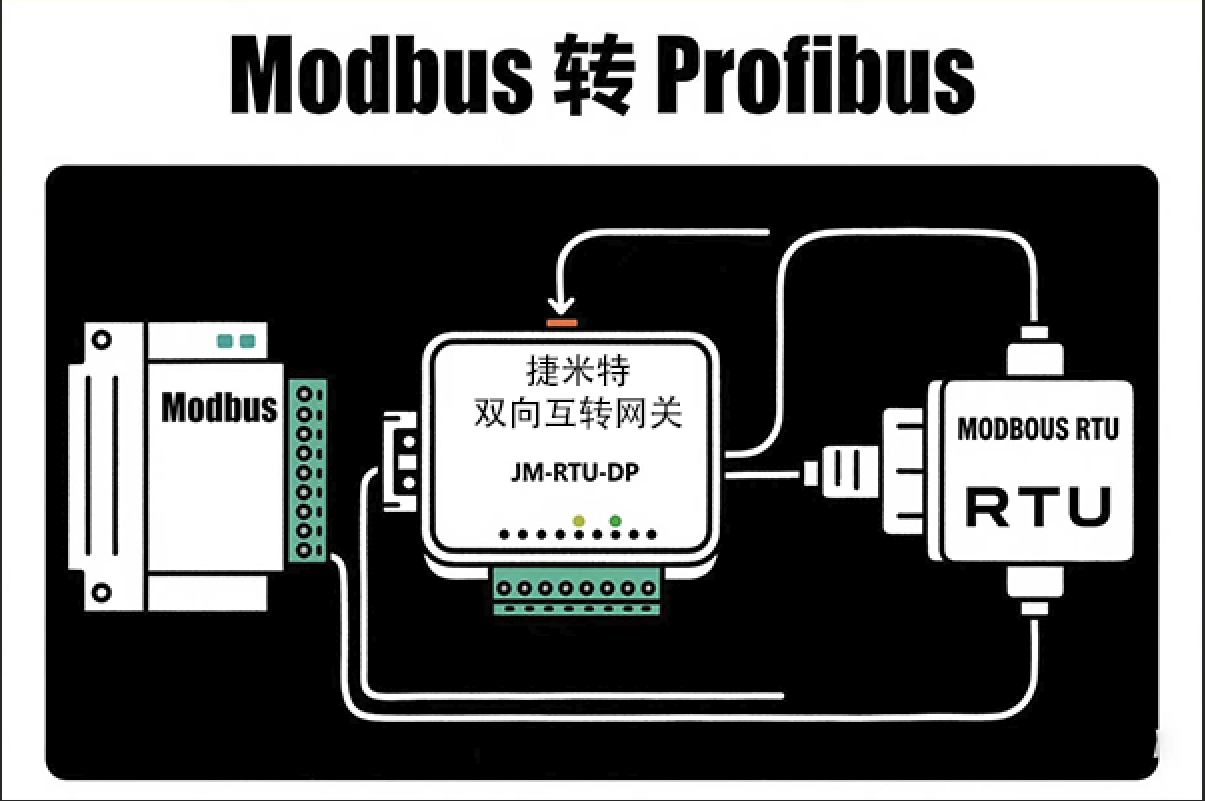
西門子S7-300 PLC作為主站設備,搭載PROFIBUS DP總線接口,而JRT激光測距傳感器通過RS485接口輸出數據,其通信協議通常為Modbus RTU。為實現兩者的通信,需在系統中引入協議轉換網關(如XD-MDPB100型網關),其核心功能是將Modbus RTU數據幀轉換為PROFIBUS DP協議格式。
RS485轉PROFIBUS-DP網關在此場景中承擔“翻譯”角色,需通過配套軟件完成以下配置:
Modbus RTU參數定義:設置傳感器的波特率(如9600bps)、數據位(8位)、停止位(1位)等,與JRT傳感器的出廠參數匹配;
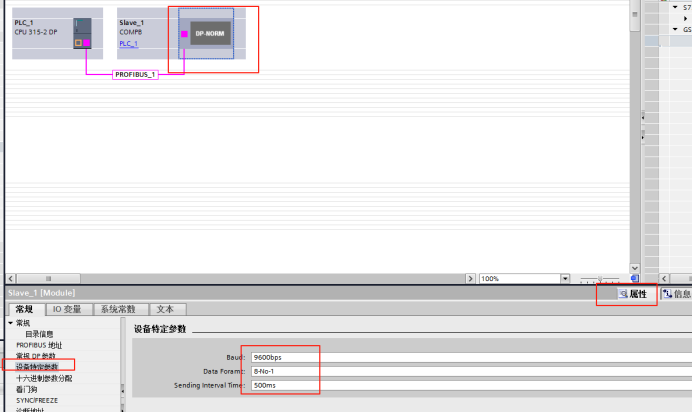
PROFIBUS DP映射表建立:將傳感器的數據映射到DP從站的輸入輸出區(如QB和IB地址),實現數據雙向傳輸;
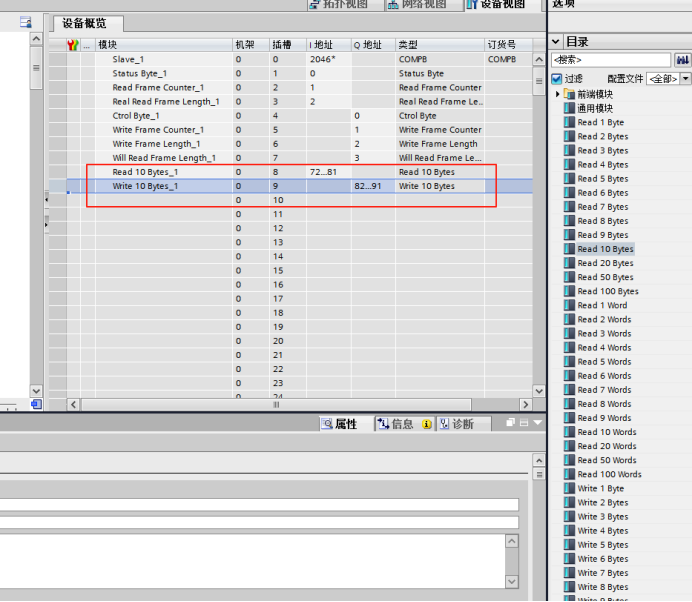
例如,JRT傳感器的測量值需要主站發送一條命令報文,PLC通過讀取DP從站的輸入區域(如I72~I83)即可獲取距離數據,精度可達毫米級。
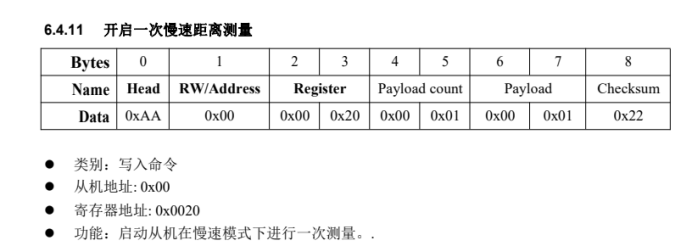
下面演示plc發送命令AA 00 00 20 00 01 00 01 22讓傳感器開啟一次慢速距離測量,如下圖

傳感器返回數據,如下圖

通過RS485轉PROFIBUS-DP網關的協議轉換能力,西門子S7-300 PLC與JRT激光測距傳感器實現了高效協同。這種“異構通信”方案不僅打破協議壁壘,更通過模塊化配置與軟硬件協同優化,為工業自動化系統提供了高精度、高可靠性的數據采集范例。未來,隨著工業物聯網(IIoT)的發展,此類跨協議集成技術將成為智能工廠的標配基礎設施。
審核編輯 黃宇
-
RS485
+關注
關注
39文章
1238瀏覽量
84177 -
網關
+關注
關注
9文章
5731瀏覽量
53094 -
Profibus-DP
+關注
關注
1文章
58瀏覽量
31941
發布評論請先 登錄
西門子S7-300 PLC通過RS485轉PROFIBUS-DP網關寫入命令讓激光測距傳感器開啟快速模式連續測量

Profibus DP轉DeviceNet實現西門子S7–300與羅克韋爾PLC在汽車制造車間的跨協議協同控制案例

RS485轉PROFIBUS DP網關寫入命令讓JRT激光測距傳感器開啟慢速模式連續測量

西門子300PLC通過RS485轉Profibus-DP網關實現JRT激光測距傳感器開啟一次自動模式測量
RS485轉ProfibusDP網關通過發送報文實現激光測距傳感器開啟關閉激光
JRT激光測距傳感器通過RS485轉PROFIBUS-DP網關開啟一次自動測量模式

JRT激光測距傳感器如何通過RS485轉profibusDP網關在300plc寫入命令實現開啟一次慢速距離測量
稱重儀表接入西門子 S7 PLC:Profibus DP 轉 Profinet 網關應用

Modbus RTU 轉 Profibus 網關實現V5 - F5 變頻器與西門子 S7-300 PLC數據交互
Modbus轉PROFIBUS DP網關PM-160連接西門子PLC控制ABB變頻器
RS485/modbus轉profibus DP轉換網關

Modbus轉Profibus-DP:快速上手協議轉換模塊的配置技巧

借助 Profibus DP 轉 ProfiNet 網關,實現稱重儀表與西門子 1200 PLC 通訊的應用范例

西門子300PLC ProfibusDP轉MODBUS TCP與巴魯夫傳感器數據通訊解決方案






 工商網監
工商網監
評論