 RS485轉PROFIBUS DP網關寫入命令讓JRT激光測距傳感器開啟慢速模式連續測量
RS485轉PROFIBUS DP網關寫入命令讓JRT激光測距傳感器開啟慢速模式連續測量

RS485轉PROFIBUS DP網關寫入命令讓JRT激光測距傳感器開啟慢速模式連續測量
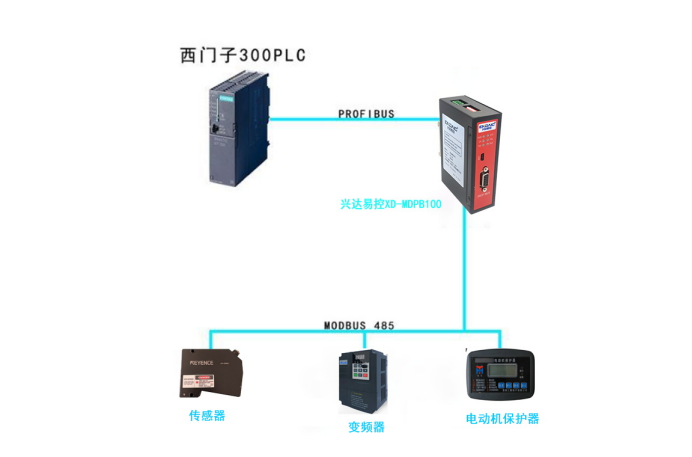
在工業自動化場景中,設備間的高效通信與協同運作是實現復雜任務的關鍵。本文將以西門子300PLC通過RS485轉PROFIBUS DP網關讓JRT激光測距傳感器開啟一次自動模式測量為例,深入剖析這一過程的實現原理、配置步驟及實際應用價值,為工業自動化工程師、傳感器技術員和通訊工程師提供實踐參考。

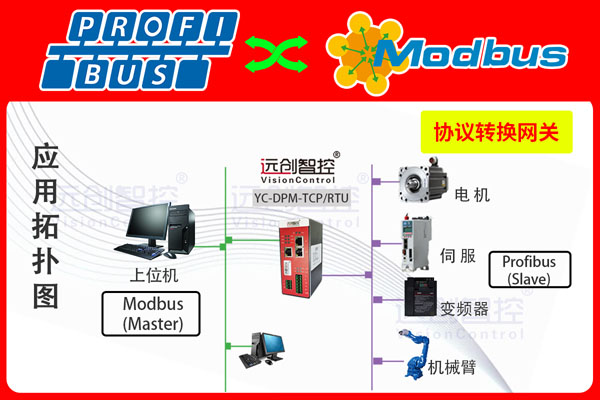
RS485轉PROFIBUS DP協議差異顯著,直接通信不可行。RS485是一種串行通信協議,適用于短距離、多節點的數據傳輸;而PROFIBUS DP則專為工業現場的高速數據交換設計,具有更高的實時性和可靠性。網關在此充當“翻譯”,將RS485信號轉換為PROFIBUS DP信號,反之亦然。
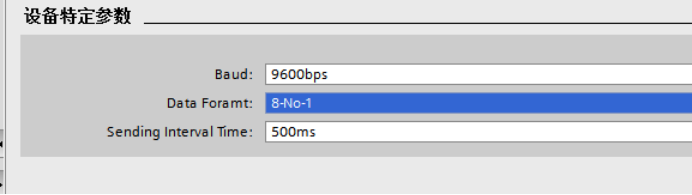
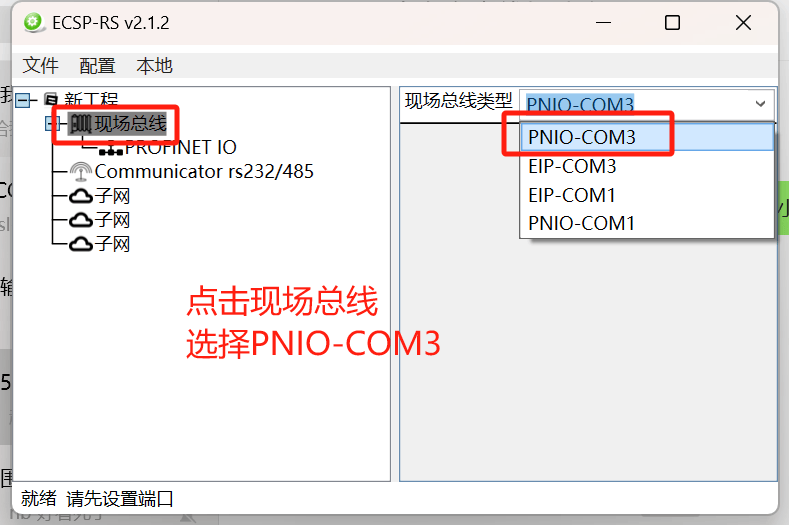
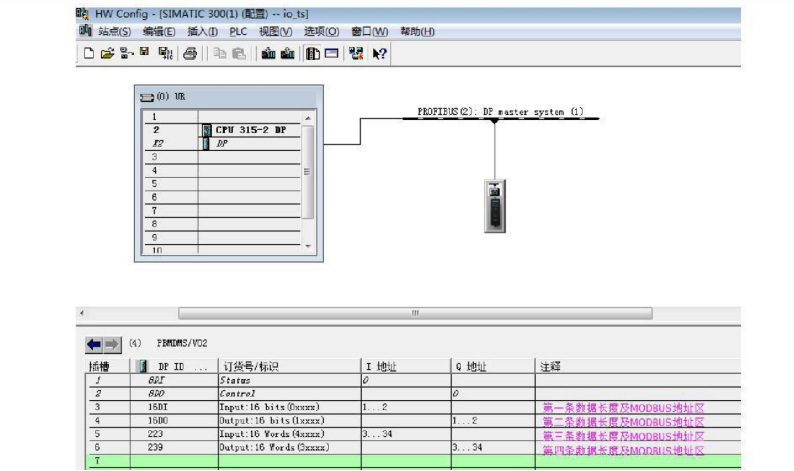
參數設置:在西門子300PLC中,需配置PROFIBUS DP主站參數,包括波特率,數據位,停止位,校驗位等,確保與RS485轉PROFIBUS DP網關匹配。
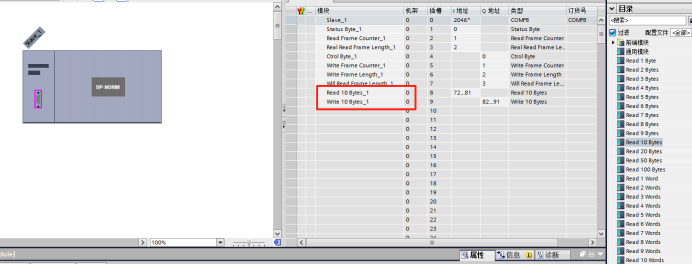
根據傳感器數據長度添加10字節輸入,10字節輸出到插槽
查看傳感器手冊開啟慢速模式連續測量命令格式
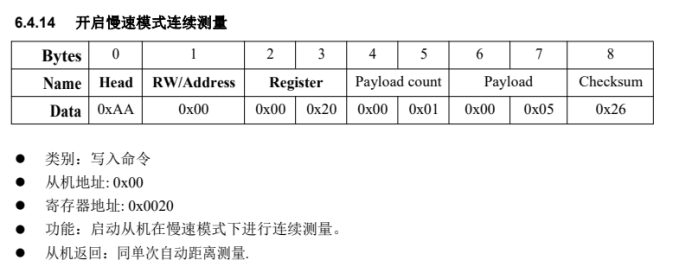
在plc分配的QB82地址寫入AA 00 00 20 00 01 00 05 26

查看IB72-IB86傳感器返回數據

通過本案例的實踐,我們深刻體會到了設備間通信與協同的重要性。西門子300PLC通過RS485轉PROFIBUS DP網關成功實現了對JRT激光測距傳感器的自動模式測量,不僅提升了系統的自動化水平,還提高了作業效率和準確性。未來,隨著工業自動化技術的不斷發展,我們期待更多創新設備和技術的出現,為工業自動化領域帶來更多可能性。同時,我們也將繼續探索更多設備間的互聯互通方案,為工業自動化的發展貢獻自己的力量。
-
傳感器
+關注
關注
2567文章
53080瀏覽量
768311 -
通信協議
+關注
關注
28文章
1036瀏覽量
41218 -
網關
+關注
關注
9文章
5732瀏覽量
53094
發布評論請先 登錄
西門子S7-300 PLC通過RS485轉PROFIBUS-DP網關寫入命令讓激光測距傳感器開啟快速模式連續測量

西門子S7-300 PLC通過RS485轉PROFIBUS-DP網關發送命令讓JRT激光測距傳感器開啟一次慢速距離測量

西門子300PLC通過RS485轉Profibus-DP網關實現JRT激光測距傳感器開啟一次自動模式測量
RS485轉ProfibusDP網關通過發送報文實現激光測距傳感器開啟關閉激光
JRT激光測距傳感器通過RS485轉PROFIBUS-DP網關開啟一次自動測量模式

JRT激光測距傳感器如何通過RS485轉profibusDP網關在300plc寫入命令實現開啟一次慢速距離測量
開疆智能Profinet轉RS485網關連接富士電機配置案例
開疆智能Profinet轉RS485網關連接溫度送變器配置案例
基于RS485與PROFIBUS-DP通訊的400萬選礦過濾間螺桿空壓機控制系統設計與監控
RS485與Profibus網關自由口數據互換技巧

RS485/modbus轉profibus DP轉換網關

RS232轉Profibus DP網關接掃碼槍與PLC通訊

Modbus TCP轉Profibus DP網關的防撞雷達應用

Profibus DP主站轉Modbus RTU網關(Modbus RTU轉Profibus DP)






 工商網監
工商網監
評論