 激光錫膏如何改寫新能源汽車焊接規則?三電系統可靠性升級全解析
激光錫膏如何改寫新能源汽車焊接規則?三電系統可靠性升級全解析
在新能源汽車產業狂飆突進的今天,電池、電機、電控系統(“三電系統”)的焊接可靠性正成為制約性能突破的關鍵瓶頸。傳統工藝在高壓大電流、高頻振動、極端溫差下的焊點失效問題,正被激光錫膏以微米級精度、低熱損傷、高抗振性的三重優勢逐一破解,推動新能源汽車制造進入 “精密焊接” 新時代。
電池模組焊接:從內阻損耗到續航躍升的關鍵跨越
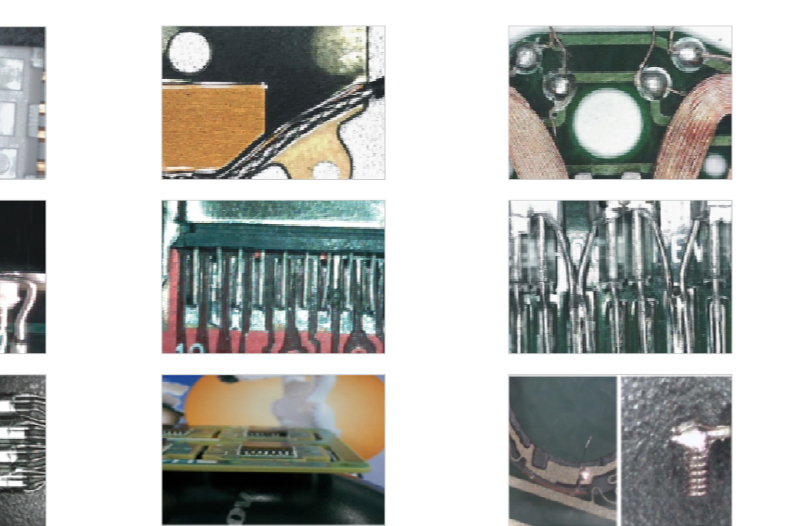
新能源汽車電池包的焊接質量直接影響續航與安全。激光錫膏采用粒徑 5-15μm的超細合金粉末(如定制化SnAgCu配方),在激光束0.1秒的瞬間聚焦下,于電池極耳與匯流排間形成致密焊點:某主流車企的4680電池模組經激光錫膏焊接后,單電芯內阻從15mΩ 降至13.8mΩ,整包續航提升5%。這一突破源于其局部加熱特性—— 熱影響區半徑控制在0.1mm以內,避免了傳統焊接高溫對電池隔膜和電解質的損傷,尤其適配固態電池的陶瓷電極與金屬端子連接。更重要的是,焊點剪切強度達35MPa,在10-2000Hz的全頻段振動測試中,失效周期比傳統焊接延長3倍,徹底解決了長期振動導致的虛焊隱患,為電池包在復雜路況下的穩定運行筑牢根基。
電機控制器的 IGBT模塊和薄膜電容焊接,對導熱性與信號完整性要求苛刻。激光錫膏通過納米級顆粒分散技術(添加0.5%納米銀線),將焊點導熱率提升20%,成功將IGBT結溫從125℃降至110℃,模塊壽命延長20%。在800V高壓平臺的電控系統中,其微米級焊接能力實現了0.05mm間距的高頻電容引腳連接,信號損耗低至0.1dB,僅為傳統焊接的三分之一,確保電控系統響應速度提升30%。針對電機艙高溫(峰值150℃)、高濕(濕度>90%)的嚴苛環境,定制化的SnSb10高溫合金配方,使焊點在- 40℃至200℃的寬溫域內保持穩定,避免了傳統工藝因熱膨脹系數不匹配導致的焊點開裂,為電機高頻運轉時的可靠性提供了 “雙重保險”。
車載電子:精密元件的熱損傷終結者
隨著車載雷達、電池管理系統(BMS)的集成度不斷提升,微型傳感器與芯片的焊接容錯率已降至微米級。激光錫膏的 “極速焊接” 特性(0.3秒完成加熱與冷卻),將焊點周邊溫度波動控制在 ±5℃以內,成為保護敏感元件的 “隱形護盾”:某車企的4D成像雷達采用激光錫膏焊接后,測距誤差從 ±15cm收窄至 ±12cm,角分辨率提升至1°,可精準識別500米外的行人;在BMS電路板上,面對密度提升3倍的微型焊點(引腳間距0.1mm),其良率仍保持99.7%以上,單模塊焊點數量從500個增至1500個,實現了高集成化與高可靠性的完美平衡。
技術優勢:從材料到工藝的全鏈條賦能
激光錫膏的革命性,源于對新能源汽車焊接痛點的深度洞察:專屬開發的 SnBiAg合金(熔點170℃),焊接溫度比傳統錫膏低40℃,有效減少鋁極耳的熱變形;零鹵素助焊劑的殘留物表面絕緣電阻>10^13Ω,通過UL 746C認證,從源頭杜絕電解液腐蝕風險。在工藝端,其與自動化產線的高度適配性(支持500點/分鐘高速點膠),使寧德時代、比亞迪等車企的單電池模組焊接時間縮短30%,良率從85%提升至99.2%。氮氣保護下的焊接環境(氧含量<50ppm),更將焊點氧化率控制在0.5%以下,無需二次清洗,契合車企綠色制造理念。
實戰驗證:某車企的性能突圍之路
某國產新能源車企在開發 800V高壓平臺時,曾因電池模組焊接良率低、內阻波動大陷入困境。引入激光錫膏后,通過同軸視覺定位(精度 ±2μm)與激光能量閉環控制,徹底解決了0.2mm極耳焊點的偏移問題,單條產線日產能從2000模組躍升至2800模組,年節省成本超1500萬元。更重要的是,電池包售后故障率下降60%,成為行業可靠性標桿,印證了激光錫膏在新能源汽車制造中的 “降本增效” 實力。
激光錫膏的出現,不僅是焊接材料的升級,更是新能源汽車三電系統性能突破的 “催化劑”。從電池模組的低內阻連接到電機控制器的高溫穩定運行,從車載雷達的精準焊接到BMS的高集成化,它以微米級的精度控制、毫米級的熱損保護、千米級的續航提升,重新定義了新能源汽車的焊接標準。作為深耕行業的材料供應商,傲牛始終以市場需求為導向,提供覆蓋低溫、高溫、高導體系的定制化合金配方,以及從錫膏選型到產線調試的全流程技術支持,助力每一款新能源車型在可靠性與效率上實現 “雙超車”。
-
新能源汽車
+關注
關注
141文章
10898瀏覽量
101322 -
錫膏
+關注
關注
1文章
924瀏覽量
17300 -
激光焊接
+關注
關注
4文章
544瀏覽量
21458
發布評論請先 登錄
新能源汽車小三電系統(PDUDCOBC)詳解
干貨分享--新能源汽車三電系統詳解

小錫膏解決大問題:看新能源汽車電池焊接如何攻克可靠性難題

激光錫膏如何改寫精密焊接規則?從原理到應用深度解析

汽車電子芯片數量大增:從 500 顆到 3000 顆,錫膏如何撐起可靠性大旗?

錫膏使用避坑指南:50 個實戰問答幫你解決 99% 的焊接難題(全流程解析)





 工商網監
工商網監
評論