") GaNPX?和PDFN封裝器件的焊接專業(yè)經(jīng)驗(yàn)
GaNPX?和PDFN封裝器件的焊接專業(yè)經(jīng)驗(yàn)

詳細(xì)分析如何將GaN Systems的GaNPX? 和PDFN封裝下的E-HEMT器件焊接到PCB。
概括:
? 焊錫模板的設(shè)計(jì)
? 焊錫與助焊劑
? 回流焊的溫度曲線
? 手工焊接和拆焊、
好的焊錫模板設(shè)計(jì)可以有效改善焊錫空洞、多余焊錫球等焊接問題。以下是GaN Systems的建議:
? 設(shè)計(jì)焊錫模板時(shí),盡量避免對一個(gè)焊盤使用一個(gè)大的網(wǎng)孔。應(yīng)該使用幾個(gè)小的網(wǎng)孔,從而使得焊錫分小
方塊狀覆蓋焊盤。
? 焊錫小塊之間的距離對形成焊錫空洞與否起著決定作用。相對大的距離會(huì)容許回流焊中焊錫里的揮發(fā)物
有效溢出,從而降低焊錫空洞的概率。
? 合理范圍內(nèi),焊錫量越少,越會(huì)抑制焊錫空洞和多余焊錫球的形成。建議如下: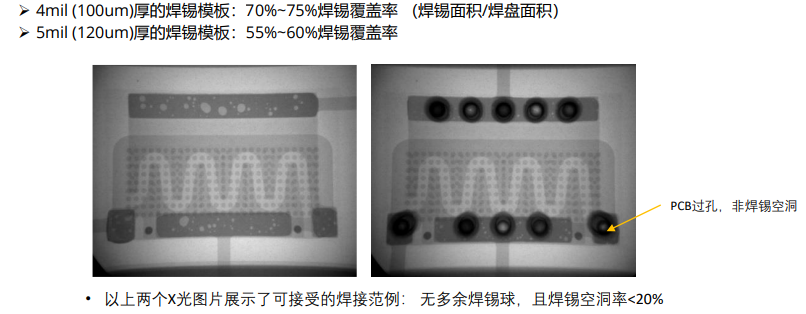
詳細(xì)文檔免費(fèi)下載:GaNPX?和PDFN封裝器件的焊接建議
*附件:GaNPX?和PDFN封裝器件的焊接建議.pdf
GaNPX?和PDFN封裝器件的焊接建議總結(jié)
一、簡介
本文檔提供了GaN Systems的GaNPX?和PDFN封裝下E-HEMT器件焊接到PCB的詳細(xì)建議,涵蓋焊錫模板設(shè)計(jì)、焊錫與助焊劑選擇、回流焊溫度曲線以及手工焊接和拆焊方法。
二、焊錫模板設(shè)計(jì)
- ?避免大網(wǎng)孔?:設(shè)計(jì)焊錫模板時(shí),避免使用大的網(wǎng)孔覆蓋整個(gè)焊盤,建議采用多個(gè)小網(wǎng)孔,使焊錫分小方塊狀覆蓋焊盤。
- ?焊錫小塊距離?:焊錫小塊之間的距離對減少焊錫空洞至關(guān)重要,較大的距離有助于焊錫中的揮發(fā)物溢出。
- ?焊錫覆蓋率?:建議4mil(100um)厚的焊錫模板使用70%~75%焊錫覆蓋率,5mil(120um)厚的焊錫模板使用55%~60%焊錫覆蓋率。
三、焊錫與助焊劑
- ?焊錫選擇?:推薦使用空洞率低、揮發(fā)性低的焊錫,如Indium 6.4 water soluble SAC 305。
- ?助焊劑殘留?:GaNPX?封裝器件焊接后需保持清潔,助焊劑殘留可能導(dǎo)致漏電,影響電性測試。高溫或高濕度環(huán)境下,即使使用免洗焊錫也建議清洗。
- ?助焊劑類型?:避免使用活性或酸性助焊劑,以防腐蝕影響焊點(diǎn)可靠性。
- ?布線建議?:建議在布線時(shí)避免在GaNPX? Top Cooled(頂部散熱)封裝器件下方布高壓電路,以防短路。
四、回流焊溫度曲線
- ?推薦溫度曲線?:提供了詳細(xì)的回流焊溫度曲線,確保焊錫空洞率<20%,并保證較長時(shí)間的高溫浸泡,以揮發(fā)助焊劑和焊錫中的水汽。
五、手工焊接與拆焊
- ?手工焊接步驟?:
- 將熱電偶貼到器件表面監(jiān)控溫度。
- 在PCB焊盤上涂焊錫和助焊劑(如焊盤已鋪錫并含助焊劑,可省略此步)。
- 對準(zhǔn)并放置器件。
- 預(yù)熱PCB至100-120°C,用熱風(fēng)槍吹器件表面至260-280°C,保持20-30秒。
- 撤掉熱風(fēng)槍和按壓力,待器件冷卻后清洗多余助焊劑。
- ?拆焊步驟?:
- 預(yù)熱PCB至100-120°C。
- 用熱風(fēng)槍吹器件表面至260-280°C,待器件松動(dòng)后用鑷子取下。
通過以上詳細(xì)的焊接建議,可以確保GaNPX?和PDFN封裝器件在焊接過程中獲得最佳的焊接質(zhì)量和可靠性。
聲明:本文內(nèi)容及配圖由入駐作者撰寫或者入駐合作網(wǎng)站授權(quán)轉(zhuǎn)載。文章觀點(diǎn)僅代表作者本人,不代表電子發(fā)燒友網(wǎng)立場。文章及其配圖僅供工程師學(xué)習(xí)之用,如有內(nèi)容侵權(quán)或者其他違規(guī)問題,請聯(lián)系本站處理。
舉報(bào)投訴
-
GaN
+關(guān)注
關(guān)注
19文章
2207瀏覽量
76792 -
PCB焊接
+關(guān)注
關(guān)注
0文章
16瀏覽量
8143
發(fā)布評(píng)論請先 登錄
相關(guān)推薦
熱點(diǎn)推薦
[原創(chuàng)]專業(yè)經(jīng)營電子元器件(以集成電路為主)
深圳市華誠美電子有限公司 專業(yè)經(jīng)營(以集成電路為主)電子元器件的大型供應(yīng)商。為客戶提供一流產(chǎn)品和專業(yè)服務(wù);與廣大同仁相互合作;開拓創(chuàng)新
發(fā)表于 06-13 16:10
焊接技術(shù)-貼片元器件(密引腳IC)焊接教程
焊接技術(shù)-貼片元器件(密引腳IC)焊接教程隨著科技的發(fā)展,芯片集成度越來越高,封裝也變得越來越小,這也造成了許多初學(xué)者“望貼片IC”興嘆了。拿著烙鐵對著引腳間距不超過0.5mm 的IC
發(fā)表于 10-26 15:56
PCB LAYOUT(1):元器件布局與焊接工藝
電路設(shè)計(jì)時(shí),通常都需要親自布板,許多專業(yè)的書籍有詳細(xì)的介紹如何使用PCB設(shè)計(jì)軟件、元器件的封裝、距離等參數(shù)。這里我就總結(jié)一下個(gè)人經(jīng)驗(yàn),有些地方或許不正確,知道的朋友指點(diǎn)一下,共同學(xué)習(xí)
發(fā)表于 12-23 15:55
從官網(wǎng)下載的元器件封裝可以直接用嗎?
第一次畫PCB,我想問一下從官網(wǎng)(TI...)下載的元器件封裝可以直接用么,我比較擔(dān)心芯片的焊盤比買回來的實(shí)際要小,不好焊接!希望過來人談?wù)?b class='flag-5'>經(jīng)驗(yàn),因?yàn)槲衣犝f那個(gè)上面的
發(fā)表于 03-05 16:42
請問器件封裝焊接工藝邊緣有損壞對器件有什么影響嗎?
我公司歷年來對ADI公司的產(chǎn)品的焊接操作如下:初次焊接時(shí),在PCB板的相應(yīng)器件的焊盤及管腳上涂上焊錫,在焊臺(tái)200℃上,讓PCB板上的焊錫融化后,把LP封裝的和LC
發(fā)表于 09-12 11:19
焊接的幾個(gè)經(jīng)驗(yàn)
幾點(diǎn)焊接經(jīng)驗(yàn):1、多引腳器件請首先只焊接一個(gè)引腳再檢查放置對齊情況以便調(diào)整,切忌一口吃個(gè)胖子,多數(shù)器件都有很多引腳(超過兩個(gè)),有人不管三
發(fā)表于 03-20 06:36
VS2508AE -20V -55A P管 PDFN3*3封裝 MOS管 場效應(yīng)管
專業(yè)賣中底壓MOS管 VS2508AE -20V -55A P管 PDFN3*3封裝 MOS管 場效應(yīng)管***(微信同號(hào)),
發(fā)表于 03-05 14:54
原子哥零距離互動(dòng),分享創(chuàng)業(yè)經(jīng)驗(yàn)
原子哥零距離互動(dòng),分享創(chuàng)業(yè)經(jīng)驗(yàn),劇透未來新品~
QFN封裝應(yīng)該怎么焊接?
QFN封裝焊接技術(shù)應(yīng)該是各位“板友”經(jīng)常會(huì)用到的,今天我們來深入一點(diǎn)的聊聊QFN封裝焊接技術(shù)。 在了解QFN封裝
幾種不同類型器件的焊接
大家好,這節(jié)繼續(xù)給大家展示幾種不同類型器件的焊接,也會(huì)把在焊接過程的一些注意事項(xiàng)告訴大家,希望對大家的焊接技術(shù)有所幫助。 焊接的
新潔能車規(guī)級(jí)PDFN 5x6雙面散熱功率器件介紹
在汽車電子行業(yè)飛速發(fā)展的今天,提升可靠性、效率和散熱性能成為了功率器件設(shè)計(jì)的重要方向。車規(guī)級(jí) PDFN5*6 雙面散熱產(chǎn)品,以其優(yōu)異的散熱性能和緊湊的封裝設(shè)計(jì),成為新一代汽車應(yīng)用中的明星產(chǎn)品。
GaNPX?和PDFN封裝器件的熱設(shè)計(jì)
氮化鎵(GaN)功率器件系列能夠設(shè)計(jì)出體積更小,成本更低,效率更高的電源系統(tǒng),從而突破基于硅的傳統(tǒng)器件的限制。 這里我們給大家介紹一下GaNPX?和PDFN
基于RC熱阻SPICE模型的GaNPX?和PDFN封裝的熱特性建模
能夠通過添加界面材料和散熱片將其熱模型擴(kuò)展到其系統(tǒng)中。 附詳細(xì)文檔免費(fèi)下載: *附件:基于RC熱阻SPICE模型的GaNPX?和PDFN封裝的熱特性建模.pdf 基于RC熱阻SPICE模型的G
實(shí)測案例:如何用推拉力測試機(jī)進(jìn)行SMT元器件焊接強(qiáng)度測試?
在電子制造領(lǐng)域,表面貼裝技術(shù)(SMT)已成為主流工藝,其焊接質(zhì)量直接影響電子產(chǎn)品的可靠性和壽命。隨著元器件尺寸不斷縮小、封裝形式日益復(fù)雜(如01005、CSP、BGA等),焊接強(qiáng)度的檢






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論