") 如何打印沒(méi)有任何直接支撐情況下的斜坡零件
如何打印沒(méi)有任何直接支撐情況下的斜坡零件
導(dǎo)讀:眾所周知,3D打印具有“懸垂結(jié)構(gòu)”的零件是很困難的,這是困擾所有FDM打印工程師的一個(gè)大問(wèn)題:如何打印一個(gè)在沒(méi)有任何直接支撐情況下的斜坡零件(懸垂結(jié)構(gòu))?這是一個(gè)老生常談的問(wèn)題。
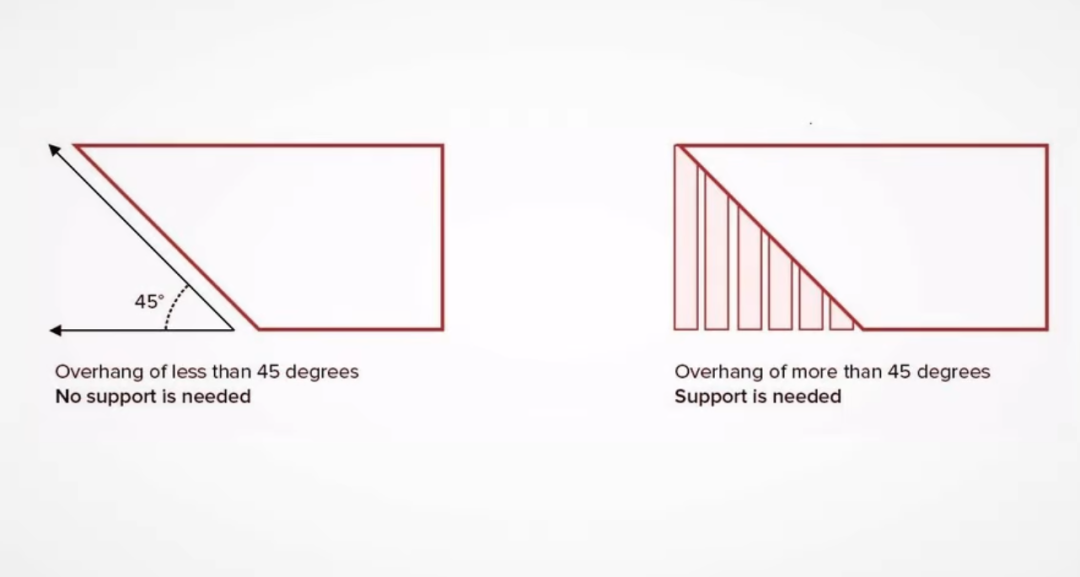
△小于 45° 的懸垂通常可以安全打印當(dāng)打印斜坡的底部時(shí),如上圖所示,隨后的每一層都必須稍微超出前一層。這就引發(fā)了一些問(wèn)題:一些塑料延伸到的空氣中,重力將開(kāi)始將其拉下。45°規(guī)則是理解懸垂打印的最快捷的方法。該規(guī)則認(rèn)為小于或等于 45° 的斜率可以打印,比45°大的斜率要加支撐。支撐并不是一個(gè)很理想的解決方法,因?yàn)樗鼈儠?huì)損壞打印件、增加打印時(shí)間并消耗多余的材料消耗,甚至限制可打印的幾何形狀(例如內(nèi)腔)。為了解決打印懸垂結(jié)構(gòu)困難的問(wèn)題,南極熊整理了一些方法,快來(lái)看看吧!上文提到的45°規(guī)則是一個(gè)指導(dǎo)方針。在實(shí)際應(yīng)用中,對(duì)于大多數(shù)現(xiàn)代打印機(jī)來(lái)說(shuō),它是一種較為“保守”的解決方案。隨著冷卻技術(shù)和切片軟件的改進(jìn),F(xiàn)DM工程師能夠準(zhǔn)確、干凈地產(chǎn)生陡峭懸垂的能力也在提高。
下面我們來(lái)思考一個(gè)問(wèn)題:當(dāng)打印一個(gè)太陡的懸垂時(shí)會(huì)發(fā)生什么?
1.下垂:這是塑料在凝固之前被重力“拉下”,人們最終會(huì)得到下垂的結(jié)構(gòu)。
2.卷曲:這是塑料冷卻不足并開(kāi)始向上彎曲的地方。在打印模型時(shí),打印的某些區(qū)域已經(jīng)卷曲到噴嘴高度以上。打印完成后,會(huì)出現(xiàn)粗糙、不平整的表面,
那么到底如何避免上述的潛在問(wèn)題呢?
1:干燥線材
△干燥和受潮線材的區(qū)別受潮線材是造成許多打印缺陷的一個(gè)重要原因。因?yàn)榇蠖鄶?shù)FDM長(zhǎng)絲是吸濕的,這些材料喜歡吸收水分,水分會(huì)對(duì)長(zhǎng)絲造成嚴(yán)重破壞。作為塑料聚合物,細(xì)絲由串在一起的分子鏈制成。水分子會(huì)破壞這些鏈,破壞的塑料在打印時(shí)便會(huì)引起一系列問(wèn)題。特別是對(duì)于懸垂結(jié)構(gòu),這種被破壞的結(jié)構(gòu)會(huì)加劇下垂的程度,降低表面粗糙度。
2:降低噴嘴溫度
△并非所有材料都在相同的溫度下工作
下垂和卷曲(也稱為翹曲)都是由冷卻不足引起的,所以可以嘗試降低噴嘴溫度。通過(guò)降低溫度,塑料會(huì)更快地固化,從而減少下垂和卷曲。所以,打印的原則可以概括為:在確保足夠強(qiáng)度的同時(shí)保持盡可能低的溫度,這會(huì)降低零件表面的粗糙度并提高懸垂質(zhì)量。
3:降低打印速度
△打印太快會(huì)導(dǎo)致下垂就像降低噴嘴溫度一樣,降低打印速度可以提供更多時(shí)間來(lái)冷卻材料。同時(shí),較慢的流速可以減輕擠出機(jī)的壓力,從而進(jìn)一步降低噴嘴溫度。如果只有小懸垂受到影響,可以考慮增加最小層時(shí)間(只是減慢較小的層)。如果這不起作用,可以嘗試一次打印多個(gè)模型,讓每一層有更多時(shí)間冷卻。
通常,較慢的打印速度會(huì)提高打印質(zhì)量。但打印速度不能太慢,尤其是在小層上,可能會(huì)導(dǎo)致熱噴嘴停留時(shí)間過(guò)長(zhǎng),從而使局部溫度上升。然而,在某些情況下,提高打印速度是可行的。這可以使材料被拉伸,增加張力,幫助打印件保持其形狀。
4:加強(qiáng)冷卻
△以高風(fēng)扇速度(頂部)和風(fēng)扇關(guān)閉(底部)打印的懸垂對(duì)于PLA,幾乎沒(méi)有“過(guò)冷”之類的東西,而對(duì)于ABS或PC等高溫材料,則必須更加小心。如果使用100%的風(fēng)扇速度也起不到作用,可以考慮更換風(fēng)扇和風(fēng)扇管道。要么選擇使用泵,要么使用能送更多空氣的高功率風(fēng)扇。需要注意的是,如果您的風(fēng)扇可以在大范圍內(nèi)提供強(qiáng)大的冷卻效果,可以考慮提高打印速度。與之前的策略相反,這有助于通過(guò)將熱端移開(kāi)來(lái)避免過(guò)熱,讓風(fēng)扇負(fù)責(zé)冷卻塑料。
5:調(diào)整圖層高度
△更精細(xì)的層高(左)使每個(gè)新層的突出更少懸垂是具有挑戰(zhàn)性的,因?yàn)樗鼈儠?huì)懸掛在空中。這可以通過(guò)降低層高來(lái)減少這種“懸掛”。當(dāng)打印斜坡時(shí),實(shí)際上是在打印階梯層(如上圖所示)。在更精細(xì)的層高處,可以使得每一層伸出的長(zhǎng)度更少,懸浮較少,下垂的可能性和程度就會(huì)更小。
△以 0.3 毫米層高打印的懸垂從另一方面考慮,較厚的層會(huì)更加堅(jiān)硬,這就好比一張薄紙與一張厚卡片紙。在3D打印中,較厚的層可以更好地抵抗下垂,即使它們突出的更多。較厚層的另一個(gè)好處是它們有時(shí)可以對(duì)抗卷曲。雖然它們確實(shí)增加了所需的冷卻量,但較厚的層可以幫助“按下”打印件以防止其抬起。最終,我們建議根據(jù)懸垂的具體形狀以及打印的最終目標(biāo)調(diào)整層高以選定最合適的層高。
6:調(diào)整 Shell 設(shè)置
△shell指的是填充物周圍的墻壁“外殼”是指圍打印物的墻壁。可以對(duì)以下參數(shù)進(jìn)行一些調(diào)整:
●調(diào)整擠壓寬度:較厚的擠壓寬度更難冷卻,但會(huì)增加與下層的重疊。調(diào)整此設(shè)置以找到一個(gè)最優(yōu)值。
●優(yōu)化墻壁打印順序:大多數(shù)切片器都允許指定外殼的打印方式。理想情況下,先打印內(nèi)墻,然后再打印外墻,這將幫助懸垂的路徑更合理。
●增加外殼路徑:通過(guò)增加外殼中的路徑數(shù)量,可以增加每一層之間的重疊。外部路徑也將有更多內(nèi)部路徑可以“保持”。
7.避免懸垂
避免懸垂可以通過(guò)多種方式完成:
●考慮懸垂設(shè)計(jì):用倒角替換圓角或在懸垂下方放置合適結(jié)構(gòu)以支撐懸垂。對(duì)于水平孔,可以使用“淚珠形狀”以避免頂部下垂。
●切換方向:并非所有打印方向都是相同的。根據(jù)零件的具體形狀,改變零件的定位方向,壁面懸垂。下圖很好地說(shuō)明了這一點(diǎn):字母“T”和“E”需要在其原始方向上提供支撐,可以重新定位以徹底消除懸垂。
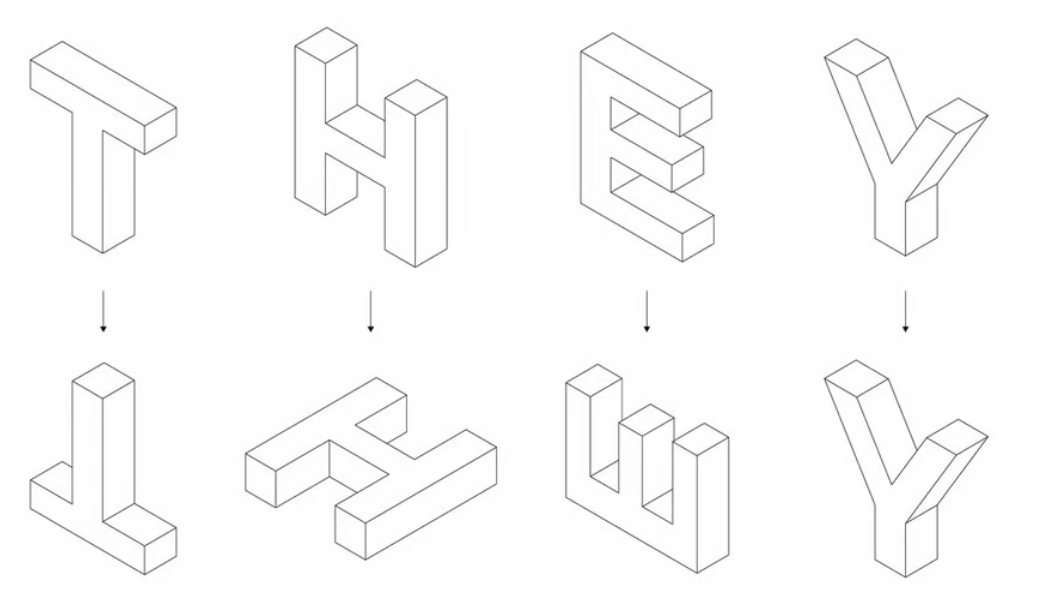
△零件重新定向以消除懸垂
●拆分模型: 有時(shí),復(fù)雜模型的懸垂是不可避免的。這時(shí)候可以考慮將其拆分為多個(gè)零件。打印后,您只需將這些部分粘在一起即可!
●使用支撐:如果真的需要支撐,可以使用用可溶解的支撐材料,這些結(jié)構(gòu)可以輕而易舉被處理掉,不會(huì)影響零件的表面粗糙度。
原文標(biāo)題:不加支撐!FDM 打印“懸垂結(jié)構(gòu)”的小技巧
文章出處:【微信公眾號(hào):世界先進(jìn)制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
-
風(fēng)扇
+關(guān)注
關(guān)注
4文章
421瀏覽量
37963 -
FDM
+關(guān)注
關(guān)注
0文章
58瀏覽量
12769 -
3D打印
+關(guān)注
關(guān)注
27文章
3585瀏覽量
111477 -
切片軟件
+關(guān)注
關(guān)注
0文章
5瀏覽量
2033
原文標(biāo)題:不加支撐!FDM 打印“懸垂結(jié)構(gòu)”的小技巧
文章出處:【微信號(hào):AMTBBS,微信公眾號(hào):世界先進(jìn)制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
只需在COLLABORATION 3Dfindit中篩選過(guò)濾所需的零部件即可
如何在COLLABORATION 3Dfindit中定義首選零件并管理零件編號(hào)
如何利用超聲波真空清洗機(jī)清洗復(fù)雜形狀的零件?

SMT加工不再怕零件腳翹起!一文讀懂原因與解決方案!
SOLIDWORKS 2025更靈活的零件建模
二維碼讀取器讀取DPM金屬零件激光雕刻碼
用ADS1274+THS4521做采集,沒(méi)有接入任何模擬輸入信號(hào)的情況下,會(huì)有輸出電壓,為什么?
自動(dòng)零件分析儀的原理和應(yīng)用
SOLIDWORKS?2025新功能——零件和特征功能增強(qiáng)
三星Galaxy Z Fold SE鉸鏈零件加倍,耐用性顯著提升
用AD編輯零件模版時(shí)總是報(bào)錯(cuò)“外部組件發(fā)生導(dǎo)常”
DLA標(biāo)準(zhǔn)微電路圖紙和JAN零件號(hào)初級(jí)讀本

3D打印汽車零部件建模設(shè)計(jì)3D打印服務(wù)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論