") BGA和CSP枕頭效應(yīng)的形成機(jī)理和改善方向
BGA和CSP枕頭效應(yīng)的形成機(jī)理和改善方向

深圳華秋電子(東莞工廠工程部) 李志求
摘要:近年來(lái),隨著輕便便攜、多功能化、智能穿戴移動(dòng)電子產(chǎn)品的發(fā)展趨勢(shì),驅(qū)動(dòng)電子元器件特別是集成電路(IC)輕薄化、多功能化發(fā)展,PCB的厚度也越來(lái)越薄。而且,消費(fèi)電子產(chǎn)品組裝工藝已完全無(wú)鉛化。隨著無(wú)鉛焊料在消費(fèi)電子產(chǎn)品中的推廣應(yīng)用,給電子產(chǎn)品焊接組裝帶來(lái)巨大挑戰(zhàn),特別是WLCSP/BGA/SIP封裝、POP封裝器件的批量導(dǎo)入SMT貼片加工生產(chǎn)。由于無(wú)鉛焊料液化溫度(217°C)遠(yuǎn)高于錫鉛焊料(183°C),PCB和元器件在回流焊接過(guò)程中產(chǎn)生變形在所難免,BGA焊點(diǎn)錫球虛焊,又名“枕頭效應(yīng)”(Head-in-Pillow)伴隨而來(lái)。
本文將系統(tǒng)、全面地介紹 BGA 和 CSP 封裝器件“枕頭效應(yīng)”產(chǎn)生機(jī)理、原因分析、以及結(jié)合作者10多年來(lái)的現(xiàn)場(chǎng)實(shí)際改善案例經(jīng)驗(yàn)匯總,詳細(xì)講解“枕頭效應(yīng)”的如何改善和預(yù)防的措施,希望此文能為電子裝聯(lián)的業(yè)界的朋友提供一些借鑒和參考作用,提升各自公司/工廠的SMT產(chǎn)線的CSP/BGA類器件的焊接工藝水平。
關(guān)鍵詞 枕頭效應(yīng) 切片SEM分析 X-Ray檢測(cè) 爐溫曲線 錫球氧化 枕頭效應(yīng)(Head-in-Pillow,HIP)
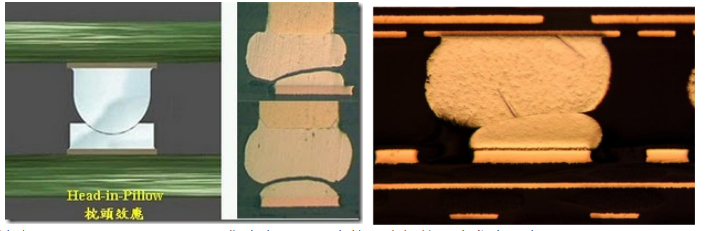
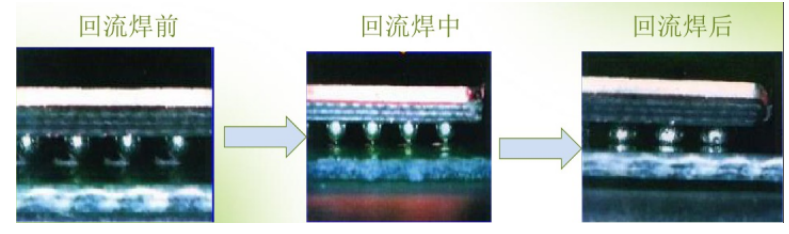
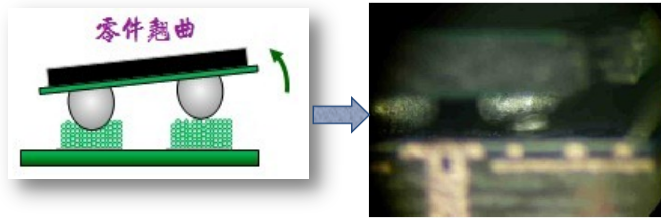
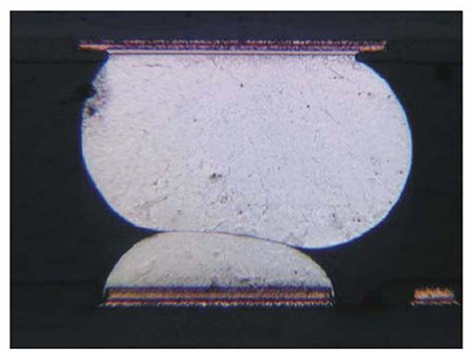
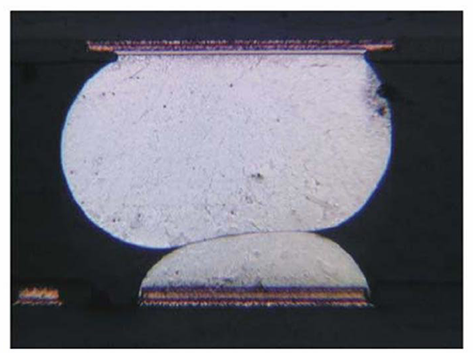
是指BGA類焊點(diǎn)的不良結(jié)構(gòu)、現(xiàn)象從切片的剖面圖片來(lái)看,類似一個(gè)人的頭靠在枕頭上的形狀而得名。枕頭效應(yīng)(Head-in-Pillow , HIP)最主要是用來(lái)描述電路板的BGA零件在回焊(Reflow)的高溫過(guò)程中,BGA載板或是電路板因?yàn)槭懿涣烁邷囟l(fā)生板彎、板翹(War page)或是其他原因變形,使得BGA的錫球(Ball)與印刷在電路板上的錫膏分離,當(dāng)電路板經(jīng)過(guò)高溫回焊區(qū)后溫度漸漸下降冷卻,這時(shí)IC載板/本體與電路板的變形量也慢慢回復(fù)到變形前的狀況(有時(shí)候會(huì)回不去),但這時(shí)的溫度早已低于錫球與錫膏的熔錫溫度了,也就是說(shuō)錫球與錫膏早就已經(jīng)從熔融狀態(tài)再度冷卻回固態(tài)。當(dāng)BGA的本體與電路板的翹曲慢慢恢復(fù)回到變形前的形狀時(shí),已經(jīng)變回固態(tài)的錫球與錫膏才又再次互相接觸,于是便形成類似一顆頭靠在枕頭上的虛焊或假焊的焊接形狀。
枕頭效應(yīng)(Head-in-Pillow , HIP)主要發(fā)生在BGA/CSP、POP封裝的器件上,從切片和染色實(shí)驗(yàn)結(jié)果中可以看出,BGA錫球與PCB焊盤(pán)上的焊料雖然接觸,但存在明顯的界線,不能形成有效的電氣和機(jī)械連接。這種問(wèn)題可能在線通過(guò)功能測(cè)試檢測(cè)出來(lái)(開(kāi)路),但也可能檢測(cè)不出(微弱連接)而導(dǎo)致可靠性問(wèn)題,影響產(chǎn)品的使用,對(duì)產(chǎn)品的使用壽命和可靠性上影響很大。
枕頭效應(yīng)(Head-in-Pillow , HIP)集中在SMT工序的回流焊接工序發(fā)生,在IPC-7095《Design and Assembly Process Implementation for BGAs》的文件也有詳細(xì)介紹和定義。
枕頭效應(yīng)的檢測(cè)和鑒定
按照上面的理論,枕頭效應(yīng)(HIP)大部分一般發(fā)生在BGA & CSP 零件的邊緣和四角,尤其是角落的位置,因?yàn)槟抢锏穆N曲最嚴(yán)重,如果是這樣,就可以試著使用顯微鏡或是光纖內(nèi)視鏡來(lái)觀察,但通常這樣只能看到最外面的兩排錫球,再往內(nèi)就很難辨認(rèn)了,而且這樣觀察BGA的錫球還得確保其旁邊沒(méi)有高零件擋住視線,以現(xiàn)在電路板的高密度設(shè)計(jì),有一定的局限性。
另外,枕頭效應(yīng)(HIP)一般也很難從現(xiàn)在的2D X-Ray檢查機(jī)發(fā)現(xiàn)得到,因?yàn)閄-Ray大多只能由上往下檢查,看不出來(lái)斷頭的位置,如果有可以上下旋轉(zhuǎn)角度的X-Ray機(jī)臺(tái)設(shè)備,在枕頭效應(yīng)明顯的情況下,BGA/CSP錫球焊點(diǎn)數(shù)量較少情況,或者已經(jīng)明確知道焊點(diǎn)的缺陷位置,仔細(xì)采用2.5 D X-Ray去進(jìn)一步分析才能發(fā)現(xiàn)重影有細(xì)微的差別,筆者近期內(nèi)就遇到一起: 0.4 mm pitch CPU的600PCS+錫球的BGA器件,采用YXLON 的2D X-Ray反復(fù)去檢驗(yàn)未有任何發(fā)現(xiàn)。
目前比較可靠可以分析HIP不良現(xiàn)象的方法是使用紅墨水染色試驗(yàn)(Red Dye Penetration),以及微切片分析(Cross Section)以及SEM分析,但這兩種方法都屬于破壞性檢測(cè),所以非到必要不建議使用;一般此項(xiàng)方法用于枕頭效用的進(jìn)一步分析來(lái)運(yùn)用。
近年來(lái)【3D/5D X-Ray CT】的技術(shù)有了突破和發(fā)展,對(duì)BGA類的虛焊和焊點(diǎn)應(yīng)力引起的系列問(wèn)題,可以有效的檢查到這類缺陷,進(jìn)行無(wú)損檢測(cè),并能夠圖文并茂展示焊點(diǎn)缺陷。業(yè)界一般常見(jiàn)的3D/5D AOI有:偉特科技(Vitrox:原安捷倫技術(shù))、YXLON(德國(guó)依科視朗)、鳳凰(PHOENIX)、達(dá)格(DAGE)、歐姆龍(Omron)、VISCOM、島津(SHIMADZU)等等
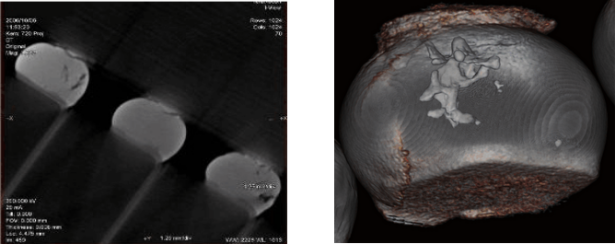
3D/5D X-RAY檢測(cè)圖
枕頭效應(yīng)的形成機(jī)理
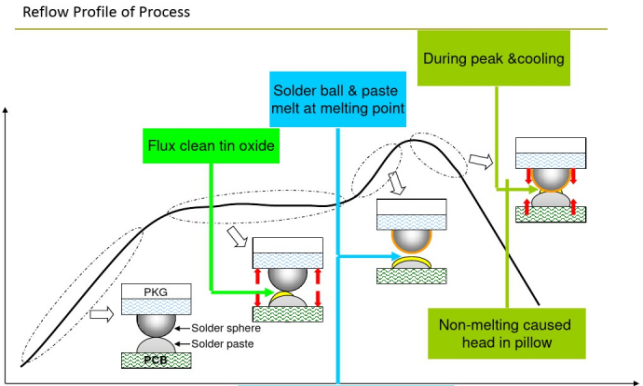
SMT業(yè)界認(rèn)為,枕頭效應(yīng)(Head-in-Pillow , HIP)的形成是因?yàn)闊o(wú)鉛焊料液化的過(guò)程中,無(wú)鉛制程工藝抬高了回流焊接溫度,相對(duì)于錫鉛焊料高20-30°C(錫鉛回流溫度210--230°C,無(wú)鉛回流溫度230—250°C)。在回流階段,BGA/CSP、POP封裝元件產(chǎn)生翹曲變形導(dǎo)致錫球與錫膏分離,高溫也導(dǎo)致錫膏中的助焊劑成分過(guò)度消耗,在冷卻恢復(fù)過(guò)程中,熔融焊料球表面覆蓋一層氧化膜導(dǎo)致其不能與PCB上錫膏完全熔融、焊接在一起而形成枕頭形狀。可以明顯看出錫球與焊盤(pán)錫膏的分離狀態(tài)。
枕頭效應(yīng)的產(chǎn)生原因
枕頭效應(yīng)(Head-in-Pillow , HIP)雖然是在回流焊接期間產(chǎn)生的,但是其真正形成枕頭效應(yīng)的原因則可以追溯到PCB、BGA/CSP材料不良、錫膏印刷的不良、貼片精度和穩(wěn)定性問(wèn)題、以及回流爐爐溫曲線和加熱穩(wěn)定性、MSD器件防潮管控、PCB DFM設(shè)計(jì)和選材等方面的問(wèn)題,從人、機(jī)、料、法、環(huán)等幾個(gè)方面分析,導(dǎo)致枕頭效應(yīng)發(fā)生的潛在因素有很多:
1.鋼網(wǎng)開(kāi)孔設(shè)計(jì),開(kāi)孔面積比小,導(dǎo)致錫膏印刷不良,錫膏在焊盤(pán)上分布不均;
2.錫膏印刷,印刷參數(shù)設(shè)置不當(dāng),錫膏在焊盤(pán)上分布不均;
3.貼裝精度,元件貼裝偏位,導(dǎo)致元件錫球不能與錫膏充分接觸進(jìn)行焊接;
4.PCB變形,高溫階段發(fā)生變形,導(dǎo)致錫球與錫膏分離而接觸不充分;
5.BGA和CSP元件變形,高溫階段發(fā)生變形,導(dǎo)致錫球與錫膏分離而接觸不充分;
6.錫膏化學(xué)成分,助焊劑活性成分沸點(diǎn)低,回流時(shí)很容易消耗怠盡,失去活性;
7.回流曲線,回流時(shí)間過(guò)長(zhǎng),溫度過(guò)高,導(dǎo)致元件或PCB變形加劇及助焊劑成分過(guò)度消耗。
下文將結(jié)合筆者在實(shí)際工作過(guò)程遇到的案例進(jìn)行逐一講解和介紹,形成枕頭效應(yīng)(Head-in-Pillow , HIP)原因。
BGA/CSP/POP器件封裝(Package)和材料
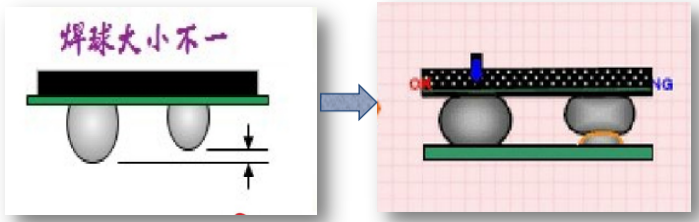
如果同一個(gè)BGA/CSP/POP的封裝有直徑、高低大小不一的焊球(Solder Ball)存在,較小的錫球就容易出現(xiàn)枕頭效應(yīng)的缺點(diǎn)。另外BGA封裝的本體載板耐溫不足時(shí)也容易在回流焊的時(shí)候發(fā)生本體載板翹曲變形的問(wèn)題,進(jìn)而形成枕頭效應(yīng)(Head-in-Pillow , HIP)。
IPC相關(guān)標(biāo)準(zhǔn)規(guī)定,對(duì)于BGA/CSP/POP等底部焊球的器件的共面性有明確的定義,0.5mm pitch以下尺寸封裝的器件共面度一般要求控制在0.08mm以內(nèi),詳細(xì)內(nèi)容可以查詢對(duì)應(yīng)器件的技術(shù)規(guī)格書(shū)(Data sheet),貼片機(jī)可以通過(guò)編程軟件的Vision Data數(shù)據(jù)庫(kù)來(lái)進(jìn)行有效控制此類異常。
錫膏印刷(Solder paste printing)
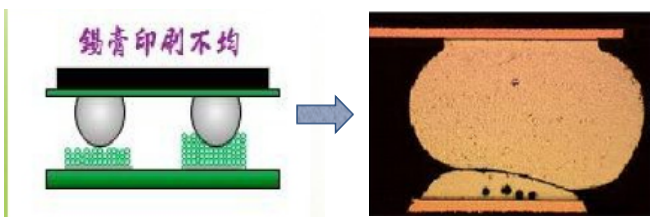
錫膏印刷于焊盤(pán)上的錫膏量高度、體積差異太大,或是電路板上有所謂的導(dǎo)通孔在墊(Vias-in-Pad),就會(huì)造成錫膏無(wú)法接觸到焊球的可能性,并形成枕頭效應(yīng)。
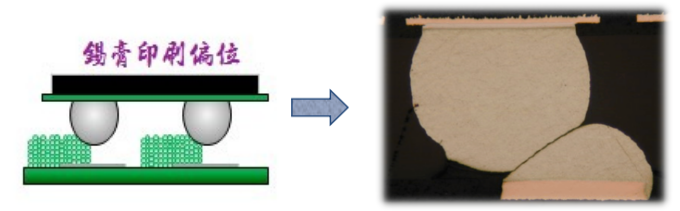
如果錫膏印刷出現(xiàn)偏位現(xiàn)象,這通常發(fā)生在多拼板的PCBA時(shí)候,當(dāng)錫膏熔融時(shí)將無(wú)法提供足夠的焊錫形成橋接,同樣會(huì)有機(jī)會(huì)造成枕頭效應(yīng)。
目前業(yè)界印刷工藝之后一般都會(huì)配置SPI檢測(cè)設(shè)備,一般對(duì)于BGA/CSP/POP類的器件,都會(huì)重點(diǎn)檢驗(yàn)其印刷品質(zhì),一般的錫膏厚度控制范圍:鋼網(wǎng)厚度-0.03mm---鋼網(wǎng)厚度+0.05mm;錫膏的體積和面積控制范圍:40%~180%,錫膏印刷的偏位Offset值一般控制在35%以內(nèi),如果是0.4mm pitch封裝尺寸以下CSP器件,則管控范圍應(yīng)該縮小。
貼片機(jī)的精度不足(Pick & Placement)
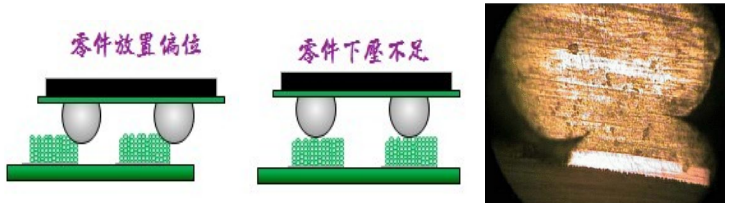
貼片機(jī)如果精度不足、穩(wěn)定性差或是貼裝時(shí)XY坐標(biāo)位置及角度沒(méi)有調(diào)整好,也會(huì)發(fā)生BGA的焊球與焊盤(pán)錯(cuò)位的問(wèn)題;另外,貼片機(jī)放置IC零件于電路板上時(shí)都會(huì)稍微下壓一定的Z軸高度,以確保BGA的焊球與電路板焊墊上的錫膏有效接觸,這樣在經(jīng)過(guò)回流焊時(shí)才能確保BGA焊球完美的焊接在電路板的焊墊。如果這個(gè)Z軸下壓的力量或行程不足,也有機(jī)會(huì)讓部份焊球無(wú)法接觸到錫膏,也有形成枕頭效應(yīng)HIP的可能。
目前業(yè)界BGA/CSP、POP封裝類器件貼裝一般采用高精度的多功能貼片機(jī),并且在爐前配有AOI,可以有效控制上述器件的貼裝精度,選擇的貼片機(jī)的精度和重復(fù)精度為:30μm@3σ,CPK/CMK為1.67以上,可以有效規(guī)避上述問(wèn)題。
貼片偏位的BGA器件的焊接過(guò)程
回流焊溫度(Reflow Profile)和形變因素
當(dāng)回流焊(Reflow)的溫度或升溫速度沒(méi)有設(shè)好時(shí),就容易發(fā)生沒(méi)有融錫或是發(fā)生電路板及BGA載板板彎或板翹…等問(wèn)題,這些都會(huì)形成枕頭效應(yīng)。了解BGA本體載板與電路板因?yàn)镃TE系數(shù)、或者PCB板材采用TG值偏低,回流焊接時(shí)形變的差異過(guò)大,以及回流時(shí)間TAL(Time Above Liquids)過(guò)長(zhǎng),而造成的PCB板彎板翹所形成的BGA空/虛焊及短路的分析。
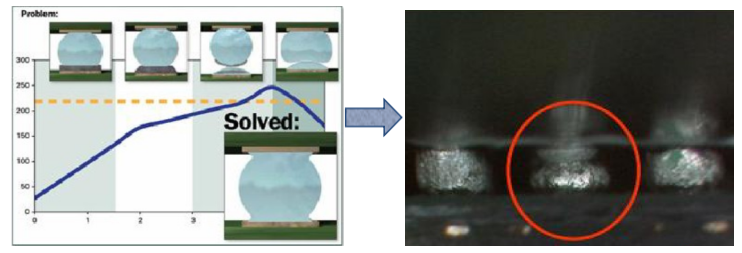
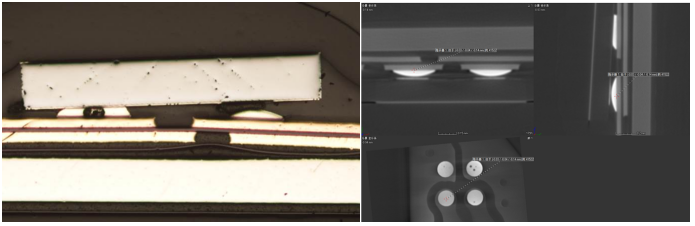
筆者近期改善解決一個(gè)因WLCSP玻璃芯片在回流焊接時(shí)變形量偏大的HIP & NOW 焊接不良,不良狀況和圖片如下:
-
改善前后數(shù)據(jù)對(duì)比:
1. 改善MOS空焊不良:1.2%(從去11月至今年4月份一直未得到有效改善,具體原因一直未調(diào)查清楚);
2. 改善后投入124000,不良數(shù)3PCS,不良率:0.0024%。
-
主要原因:
1) 是該WLCSP 芯片在回流焊接時(shí)產(chǎn)生一定量形變,導(dǎo)致焊接時(shí)形成了空焊HIP & NOW現(xiàn)象;
2) 送第三方實(shí)驗(yàn)室分析,熱仿真陰影魚(yú)紋圖像數(shù)據(jù),也初步證實(shí)MOS物料在回流焊接產(chǎn)生一定的形變;
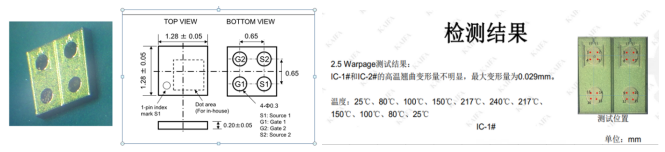
3) 元件的厚度只有0.15~0.20mm,變形量0.03mm,已經(jīng)達(dá)到16.7~20%,超過(guò)元件本體厚度的15%以上(業(yè)界一般要求控制在10%以內(nèi)在回流焊接是變形量,研發(fā)物料選型的評(píng)估的時(shí)候應(yīng)該關(guān)注此問(wèn)題)。
-
爐溫參數(shù):該物料的爐溫推薦曲線與我們實(shí)際生產(chǎn)爐溫曲線有一定區(qū)域;(WLCSP MOS芯片需要參考該物料推薦爐溫曲線進(jìn)行爐溫參數(shù)設(shè)置)
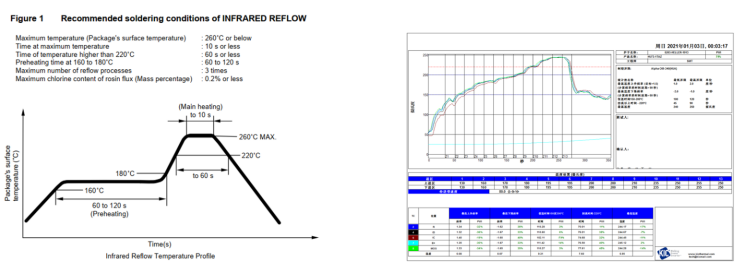
1. 該物料的推薦爐溫曲線如下:回流時(shí)間(即220℃以上時(shí)間只能小于60S)
2. 實(shí)際爐溫參數(shù)設(shè)置,測(cè)出Profile曲線,回流時(shí)間220℃以上時(shí)間已經(jīng)達(dá)到75S(參考客戶推薦SPEC和錫膏的推薦爐溫曲線)。
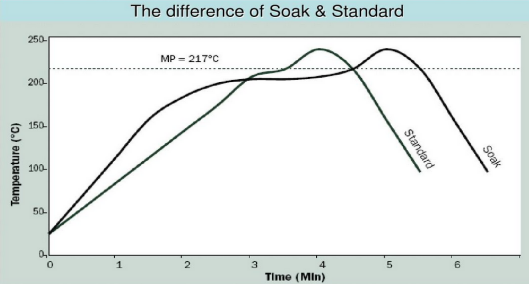
另外,要注意預(yù)熱區(qū)的溫度升溫如果太快的話容易驅(qū)使助焊劑過(guò)早揮發(fā),這樣就容易形成焊錫氧化,造成潤(rùn)濕不良。其次最高溫度(Peak Temperature)也最好不要調(diào)得過(guò)高及過(guò)久,建議最好參考一下BGA/CSP、POP封裝器件的溫度及時(shí)間的建議,并進(jìn)一步結(jié)合錫膏廠家推薦爐溫曲線,二者有效結(jié)合,才能有效規(guī)避因爐溫設(shè)置不合理導(dǎo)致枕頭效應(yīng)(Head-in-Pillow , HIP)
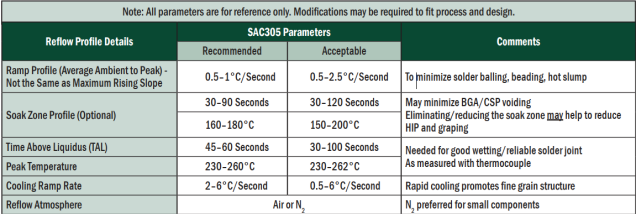
如下為:Indium8.9HF和Indium10.8HF錫膏推薦和建議的爐溫曲線,適當(dāng)優(yōu)化Soaking zone profile可以有效降低枕頭效應(yīng)發(fā)生的幾率
BAG焊球氧化、臟污(Solder ball Oxidization and Dirty)
BGA/CSP、POP封裝器件在IC封裝廠完成后都會(huì)使用探針來(lái)接觸焊球作F/T功能測(cè)試,如果探針沒(méi)有及時(shí)清潔或者針頭有異物殘留,有機(jī)會(huì)將污染物粘污于BGA的焊球而形成虛焊、假焊、空洞等焊接不良。其次,如果BGA封裝未被妥善存放于溫濕度管控的環(huán)境內(nèi)(MSD管理失控),也很有機(jī)會(huì)讓焊球氧化至影響焊錫的結(jié)合性。
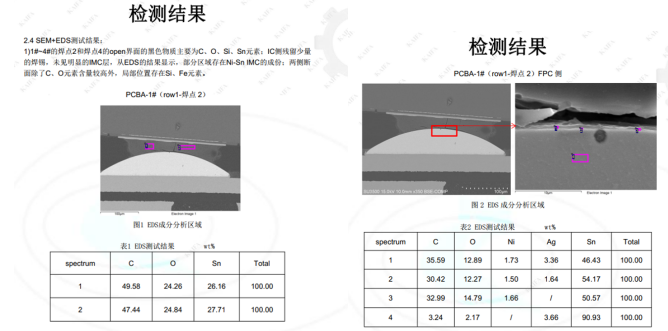
筆者前文分享遇到的案例,根據(jù)對(duì)不良PCBA/PCM的SEM/EDS分析,焊接界面C、O元素有一定量偏高,詳細(xì)數(shù)據(jù)如下:
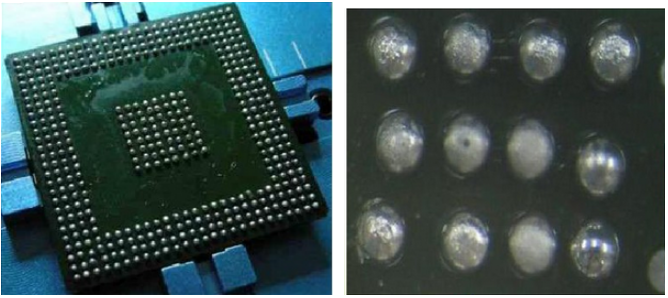
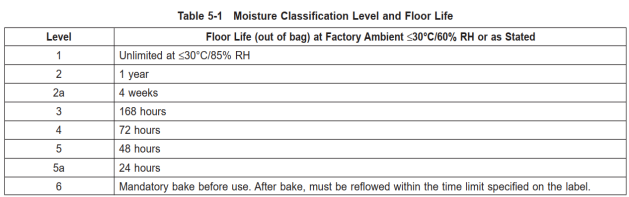
BGA/CSP、POP封裝器件都是MSD(Moisture Sensitive Devices)潮濕敏感器件,需要按照IPC/JEDEC J-STD-033A文件規(guī)定的內(nèi)容進(jìn)行管控,包括:使用壽命、車(chē)間壽命、包裝方式、烘烤方式等;因此SMT產(chǎn)線產(chǎn)生的此類散料、拋料等需要有效管控、確保其在有效的車(chē)間使用壽命內(nèi),如果超過(guò)車(chē)間使用壽命,則需要按文件規(guī)定烘烤處理后,重新真空包裝處理,并采用手工或者公司的系統(tǒng)記錄處理。如下表格為:各等級(jí)的MSD器件的開(kāi)袋后的車(chē)間壽命
PCB材料選型和焊盤(pán)設(shè)計(jì)(PCB DFM)
目前,便攜式電子產(chǎn)品PCB的厚度越來(lái)越薄,如果PCB板材采用TG值偏低(中TG或者低TG值),PCB的熱膨脹系數(shù)CTE(Coefficient of thermal expansion)值偏大,即回流焊接時(shí)容易產(chǎn)生形變,增加了產(chǎn)生枕頭效用的風(fēng)險(xiǎn),建議產(chǎn)品在立項(xiàng)評(píng)估階段時(shí)就需要謹(jǐn)慎評(píng)估PCB的板材,如果產(chǎn)品芯片BGA焊點(diǎn)錫球數(shù)量都是400PCS+以上,建議采用高TG值材質(zhì)的PCB板材,減少PCB在無(wú)鉛回流焊接時(shí)候的熱形變因素。(Remarks: 一般TG的板材為130度以上,High-TG一般大于170度,中等TG約大于150度,基板的TG提高了,印制板的耐熱性,耐潮濕性,耐化學(xué)性,耐穩(wěn)定性道等特征都會(huì)提高和改善。)
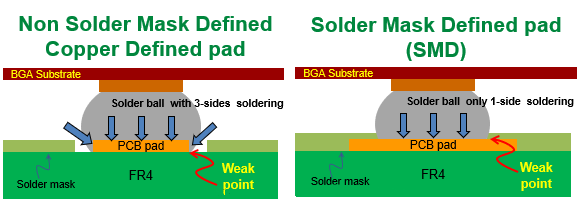
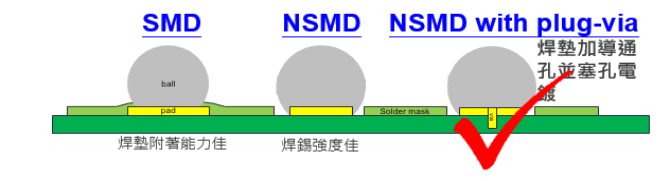
另外,PCB的阻焊開(kāi)窗方式(Solder Mask)也會(huì)對(duì)枕頭效應(yīng)和焊點(diǎn)的可靠性有一定的影響,一般BGA/CSP、POP封裝器件對(duì)應(yīng)的PCB焊盤(pán)設(shè)計(jì),強(qiáng)烈建議采用NSMD+Via,而且焊墊上的導(dǎo)通孔(via)必須鍍銅填孔塞平,最好還要盡量加大焊墊的尺寸,如果無(wú)法讓BGA所有焊墊都這樣執(zhí)行,至少要讓BGA最外一排的焊墊這樣設(shè)計(jì)。下圖為SMD(Solder Mask Defined)與NSMD(Non-Solder Mask Defined)阻焊開(kāi)窗方式的示意圖:
回流爐的熱穩(wěn)定性和充氮、底部支撐( Reflow Stability and Fill N2 and Supporting Pin )
這是最容易忽視的一個(gè)因素,由于涉及到SMT工廠前期的投入和成本控制,從長(zhǎng)遠(yuǎn)角度和失效損失成本來(lái)看,采用熱穩(wěn)定良好、熱均勻性良好、冷卻效果更佳的10溫區(qū)以上回流爐更能夠有效規(guī)避枕頭效應(yīng)(Head-in-Pillow , HIP)等焊接異常的產(chǎn)生,如果對(duì)應(yīng)BGA/CSP芯片的間距在0.5mm pitch以下、以及含有POP、Flip chip封裝器件,導(dǎo)入N2回流爐是一種優(yōu)先考慮的選擇(條件允許的情況可以考慮真空回流焊)。如果前期投入回流爐設(shè)備的時(shí)候不考慮產(chǎn)品的升級(jí)換代、而一味考慮設(shè)備的成本問(wèn)題的話,EMS工廠工藝、品質(zhì)、設(shè)備人員會(huì)因?yàn)楦鞣N離奇的焊接缺陷問(wèn)題,天天忙于救火的。整個(gè)SMT環(huán)節(jié)中,只有回流焊接過(guò)程是不可視的,涉及到復(fù)雜的物理和化學(xué)反應(yīng),以及微觀的變化;而SMT工藝人員只能通過(guò)爐溫曲線去監(jiān)控回流爐運(yùn)行狀況。
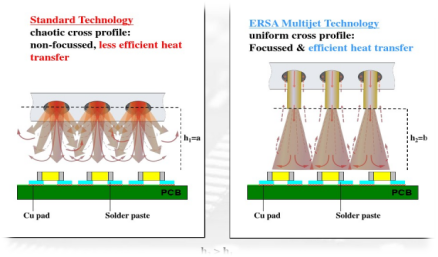
ERSA回流爐與一般回流爐內(nèi)部加熱效果的對(duì)比
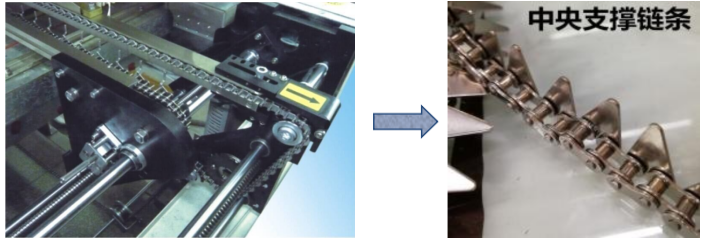
前面文章有描述的PCB材料變形因素、以及回流爐無(wú)鉛高溫?zé)釠_擊引起的變形問(wèn)題,這都是客觀存在問(wèn)題,由于涉及的投入成本問(wèn)題,不可能所有的產(chǎn)品SMT都采用使用過(guò)爐載具(Fixture)支撐輔助過(guò)爐焊接,因此回流爐軌道中央支撐技術(shù)應(yīng)運(yùn)而生,示意圖如下:
隨著焊接工藝技術(shù)的發(fā)展,回流設(shè)備的技術(shù)也越來(lái)越高,根據(jù)筆者10來(lái)年的從業(yè)經(jīng)驗(yàn),目前業(yè)界焊接穩(wěn)定性較好的回流焊國(guó)外品牌有:ERSA、Vitronic Soltec、REHM、BTU、Heller、ETA;國(guó)內(nèi)的日東、勁拓的回流爐技術(shù)也在不斷發(fā)展。
目前,真空回流焊技術(shù)日趨成熟穩(wěn)定,在國(guó)防軍工、醫(yī)療產(chǎn)品、汽車(chē)電子等高可靠性產(chǎn)品逐步推廣使用,使用真空回流焊接技術(shù),在回流焊接時(shí)規(guī)避BGA焊盤(pán)和錫球的二次氧化,提高錫膏FLUX的活性確實(shí)也能有效規(guī)避枕頭效應(yīng)HIP的產(chǎn)生。
總結(jié)與改善思路
1.電子產(chǎn)品中有BGA/CSP、POP封裝器件的元件確實(shí)容易產(chǎn)生枕頭效應(yīng)也是常見(jiàn)現(xiàn)象,枕頭效應(yīng)產(chǎn)生相關(guān)因素確實(shí)很多;
2.BGA/CSP的封裝和PCB基材的翹曲和以及錫膏中助焊劑的過(guò)快消耗容易導(dǎo)致枕頭效應(yīng)的產(chǎn)生;
3.優(yōu)化回流焊接曲線、采用高穩(wěn)定性的回流爐、外加充N(xiāo)2輔助焊接,通過(guò)減低最高溫度和縮短190℃到220℃的升溫段的時(shí)間可以減少枕頭效應(yīng)等焊接缺陷的產(chǎn)生;
4.使用具有抗高溫性和強(qiáng)防氧化保護(hù)能力助焊劑的錫膏能減少枕頭效應(yīng)缺陷的發(fā)生,推薦使用業(yè)界具有消除枕頭效應(yīng)(Head-in-Pillow , HIP)的錫膏品牌,例如:Indium10.8 HF Solder Paste;
5.SMT的印刷、貼裝、回流焊接的穩(wěn)定性也會(huì)導(dǎo)致枕頭效應(yīng)(Head-in-Pillow , HIP)的產(chǎn)生,需要提升工廠內(nèi)部的SMT制程工藝水準(zhǔn);
6.BGA/CSP、POP封裝器件、錫膏等物料管控、先進(jìn)先去(FIFO)、MSD器件的有效管理也是不可忽視的一個(gè)環(huán)節(jié),PCB的選材和設(shè)計(jì)也是前期需要重點(diǎn)主管的問(wèn)題;
7.工程人員的分析思維能力、嚴(yán)謹(jǐn)務(wù)實(shí)作風(fēng)、以及輔助的分析工具和失效分析方法可以有效提升解決枕頭效應(yīng)(Head-in-Pillow , HIP)的水平,并提供改善方向和思路。
簡(jiǎn)而言之:工欲善其事,必先利其器,巧婦難為無(wú)米之炊等古語(yǔ)其實(shí)也在一定程度上描述解決和消除枕頭效應(yīng)(Head-in-Pillow , HIP)的方法和思路,舉個(gè)不恰當(dāng)例子:某個(gè)人由于起身體抵抗力、免疫力不強(qiáng)、體質(zhì)差,容易感冒,冬天的時(shí)候冷空氣南下、晚上睡覺(jué)之前沒(méi)有開(kāi)空調(diào)、又沒(méi)有蓋好被子,晚上睡一覺(jué)醒來(lái)之后,第二天出現(xiàn)感冒現(xiàn)象,很難說(shuō)出來(lái)該人出現(xiàn)的感冒的根本原因和主要原因是什么,應(yīng)該從:內(nèi)部因素、外部因素、觸發(fā)因素、其他因素等多方面去分析和改善。
Some of IPC standards and References (IPC標(biāo)準(zhǔn)文件和參考資料)
IPC-7095B/C BGA的設(shè)計(jì)及組裝工藝的實(shí)施
IPC-2222 Sectional Design Standard for Rigid Organic Printed Boards
IPC-2221 Generic Standard on Printed Board Design
IPC JEDEC 9703 焊點(diǎn).可靠性的機(jī)械沖擊測(cè)試指南
ANSI-J-STD-005 Requirements for soldering pastes
IPC JEDEC J-STD-033A 濕敏元件的控制文件
IPC-7527-2012 Requirements for Solder Paste Printing
IPC-9850 Surface Mount Equipment Characterization
IPC-A-610F/G 電子組件的可接受性 CN-2014
IPC-EIA-J-STD-002A 元件引線、端子、焊片、接線柱及導(dǎo)線可焊性試驗(yàn)
銦泰科技(蘇州) 通過(guò)材料和工藝優(yōu)化來(lái)消除枕頭缺陷 PPT/PDF
中國(guó)賽寶(廣州) 邱寶軍 BGA 焊點(diǎn)枕頭效應(yīng)案例分析 PPT/PDF
鄒雅冰
善思科技(國(guó)際) 常 江 BGA枕頭效應(yīng)2016 PPT/PDF
美信檢測(cè)(深圳) BGA枕頭效應(yīng)的形成原因和觀察方法 HTML
銦泰科技(蘇州) Indium8.9HF、10.8HF Pb-Free Solder Paste
RODUCT DATA SHEET PDF/HTML
昇貿(mào)科技 Case Study BGA Head-in-Pillow defect issue PDF/HTML
-
pcb
+關(guān)注
關(guān)注
4367文章
23487瀏覽量
409542 -
smt
+關(guān)注
關(guān)注
43文章
3043瀏覽量
71992 -
BGA
+關(guān)注
關(guān)注
5文章
571瀏覽量
48595 -
CSP
+關(guān)注
關(guān)注
0文章
126瀏覽量
28758
發(fā)布評(píng)論請(qǐng)先 登錄
BGA焊點(diǎn)空洞的形成與防止
BGA和CSP封裝技術(shù)詳解
BGA枕頭效應(yīng)的形成原因和觀察方法
微焦 X 射線在枕頭效應(yīng)缺陷檢測(cè)應(yīng)用研究
BGA空洞的形成原理與解決方法介紹
先進(jìn)封裝形式μBGA、CSP的回流焊接技術(shù)說(shuō)明
PCBA布局對(duì)溫度和形變影響進(jìn)行HIP缺陷改善
枕頭缺陷的產(chǎn)生機(jī)理和原因分析
微電子封裝技術(shù)BGA與CSP應(yīng)用特點(diǎn)

BGA焊點(diǎn)不良的改善方法

淺談BGA、CSP封裝中的球窩缺陷





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論