") 回流爐工藝的測(cè)試步驟及溫度曲線的分段介紹
回流爐工藝的測(cè)試步驟及溫度曲線的分段介紹

回流爐工藝是通過(guò)重新熔化預(yù)先分配到印制板焊盤上的膏狀軟釬焊料,實(shí)現(xiàn)表面組裝元器件焊端或引腳與印制板焊盤之間機(jī)械與電氣連接的軟釬焊。回流爐是SMT(表面貼裝技術(shù))最后一個(gè)關(guān)鍵工序,是一個(gè)實(shí)時(shí)過(guò)程控制,其過(guò)程變化比較復(fù)雜,涉及許多工藝參數(shù),其中溫度曲線的設(shè)置最為重要,直接決定回流焊接質(zhì)量。
測(cè)試步驟:
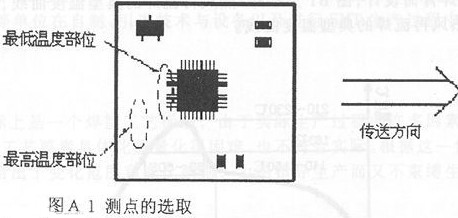
1)選取能代表SMA組件上溫度變化的測(cè)試點(diǎn),一般至少應(yīng)選取三點(diǎn),這三點(diǎn)應(yīng)反映出表面組裝組件上溫度最高、最低、中間部位上的溫度變化。再流焊機(jī)所用傳送方式的不同有時(shí)會(huì)影響最高、最低部位的分布情況,這點(diǎn)應(yīng)根據(jù)具體爐子情況具體考慮。對(duì)于網(wǎng)帶式傳送的再流焊機(jī)表面組裝件上最高溫度部位一般在SMA與傳送方向相垂直的無(wú)元件的邊緣中心處,最低溫度部位一般在SMA靠近中心部位的大型元器件處(如PLCC)。
2)用高溫焊料、貼片膠或高溫膠帶紙將溫度采集器上的熱電偶測(cè)量頭分別固定到SMA組件上已選定的測(cè)試點(diǎn)部位,再用高溫膠帶把熱電偶絲固定,以免因熱電偶絲的移動(dòng)影響測(cè)量數(shù)據(jù),采用焊接辦法固定熱電偶測(cè)試點(diǎn),注意各測(cè)試點(diǎn)焊料量盡量小和均勻。
3)將被測(cè)的SMA組件連同溫度采集器一同置于再流焊機(jī)入口處的傳送鏈/網(wǎng)帶上,隨著傳送鏈/網(wǎng)帶的運(yùn)行,將完成一個(gè)測(cè)試過(guò)程。注意溫度采集器距待測(cè)的SIMA組件距離應(yīng)大于100mn。
4)將溫度采集器記錄的溫度曲線顯示或打印出來(lái)。由于測(cè)試點(diǎn)熱容量的不同,通過(guò)三個(gè)測(cè)試點(diǎn)所測(cè)的溫度曲線形狀會(huì)略有不同,爐溫設(shè)定是否合理,可根據(jù)三條曲線預(yù)熱結(jié)束時(shí)的溫度差、焊接峰值溫度以及再流時(shí)間來(lái)考慮。
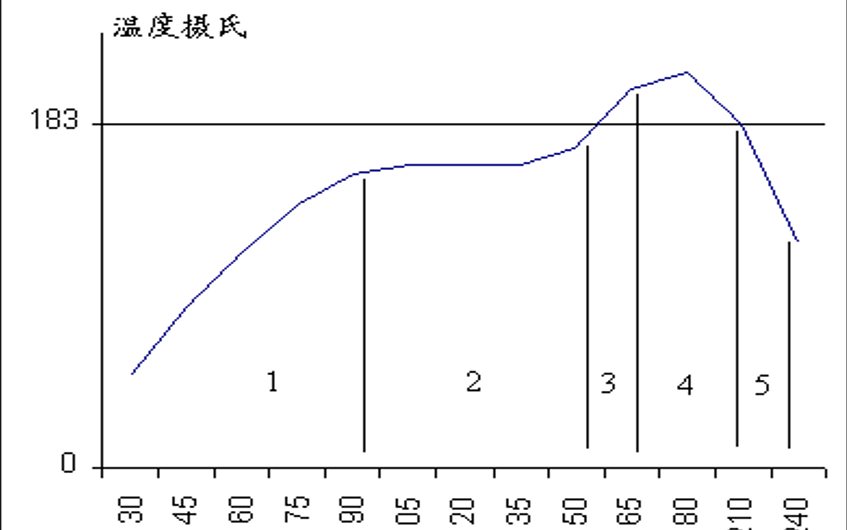
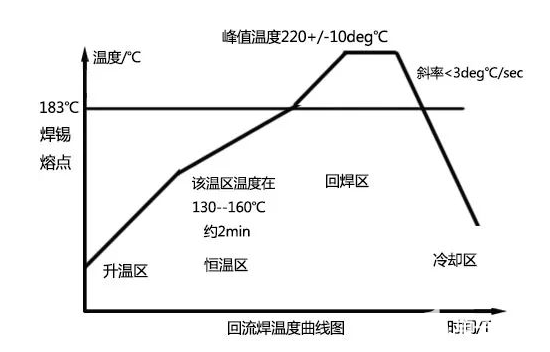
回流爐的溫度曲線分為以下幾段:
預(yù)熱:預(yù)熱是為了使元器件在焊接時(shí)所受的熱沖擊最小。元器件一般能忍受的溫度變化速率為4℃/SEC以下,因此預(yù)熱階段升溫速率一般控制在1℃/SEC~3℃/SEC,同時(shí)溫升太快會(huì)造成焊料濺出。
保溫干燥:保溫干燥是為了保證焊料助焊劑完全干燥,同時(shí)助焊劑對(duì)焊接面的氧化物去除,起活化作用。
焊接:回流焊接區(qū),錫膏開始融化并呈流動(dòng)狀態(tài),一般要超過(guò)熔點(diǎn)溫度20℃才能保證焊接質(zhì)量。為了保證呈流動(dòng)狀態(tài)的焊料可潤(rùn)濕整個(gè)焊盤以及元器件的引出端,要求焊料呈熔融狀態(tài)的時(shí)間為40~90秒,這也是決定是否產(chǎn)生虛焊和假焊的重要因素。
-
機(jī)械
+關(guān)注
關(guān)注
8文章
1685瀏覽量
41910 -
電氣
+關(guān)注
關(guān)注
18文章
1211瀏覽量
54348 -
smt
+關(guān)注
關(guān)注
43文章
3044瀏覽量
72007
發(fā)布評(píng)論請(qǐng)先 登錄
升溫-保溫-回流過(guò)程和RTS溫度曲線講解

經(jīng)典PCB溫度曲線系統(tǒng)元件
經(jīng)典PCB溫度曲線系統(tǒng)元件的組成
回流焊原理以及工藝
測(cè)量回流焊溫度曲線的技巧
詳細(xì)分享怎樣設(shè)定錫膏回流焊溫度曲線?
回流焊工作原理和溫度曲線分析
如何對(duì)小型臺(tái)式回流焊機(jī)設(shè)置合理的溫度曲線
回流焊PCB溫度的曲線講解概述
回流焊爐溫度曲線怎么看,它使用時(shí)的注意事項(xiàng)有哪些
關(guān)于八溫區(qū)回流焊爐的溫度曲線的詳細(xì)講解
掌握焊接技巧:八溫區(qū)回流焊爐溫度曲線精要分析

SMT焊接溫度曲線智能仿真系統(tǒng)的功能介紹和演示

多溫區(qū)可變建模的SMT回流焊溫度曲線智能仿真方法研究





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論