") 接觸式表面輪廓測(cè)量?jī)x校準(zhǔn)方法比較分析
接觸式表面輪廓測(cè)量?jī)x校準(zhǔn)方法比較分析

接觸(觸針)式表面輪廓測(cè)量?jī)x廣泛應(yīng)用于機(jī)械加工、精密制造等領(lǐng)域,用于測(cè)量零件的輪廓尺寸、曲率半徑、直線度等參數(shù)。本文旨在比較《JJF(閩)1043—2011〈接觸(觸針)式表面輪廓測(cè)量?jī)x校準(zhǔn)規(guī)范〉》《JJF(冀)3012—2021〈觸針式表面輪廓測(cè)量?jī)x校準(zhǔn)規(guī)范〉》這兩種校準(zhǔn)方法的差異,Flexfilm臺(tái)階儀可以驗(yàn)證其有效性,為儀器校準(zhǔn)提供技術(shù)參考。
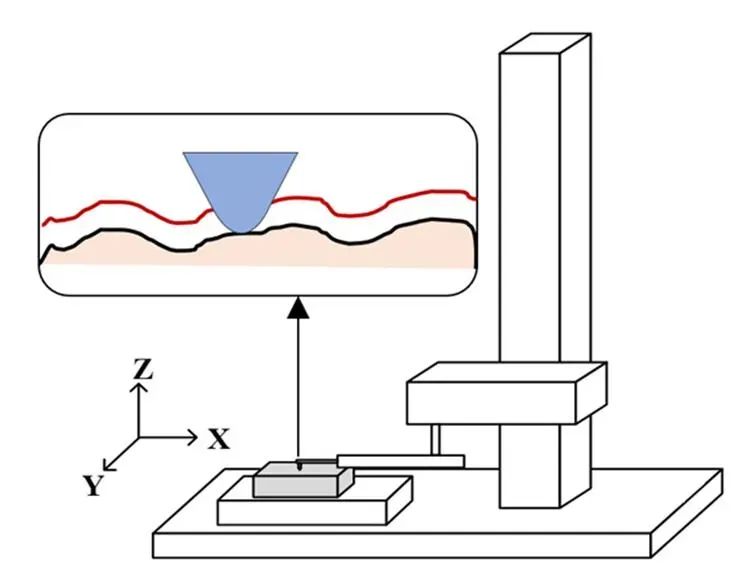
輪廓儀的基本原理及觸針與待測(cè)表面的相互作用關(guān)系
1
校準(zhǔn)方法差異
flexfilm
共同校準(zhǔn)參數(shù)兩種方法均校準(zhǔn)輪廓儀的固有參數(shù):靜態(tài)測(cè)量力、垂直分量(Z軸)示值誤差及水平分量(X軸)示值誤差。這些參數(shù)是儀器信號(hào)處理的基礎(chǔ),直接影響后續(xù)計(jì)算的準(zhǔn)確性。差異化校準(zhǔn)項(xiàng)目 JJF(閩)1043—2011:在固有參數(shù)基礎(chǔ)上,額外校準(zhǔn)軟件系統(tǒng)的直線度、弧度、角度等參數(shù),系統(tǒng)反映儀器特性。 JJF(冀)3012—2021:采用量塊和平晶作為標(biāo)準(zhǔn),利用其研合性校準(zhǔn)軟件系統(tǒng)的階梯參數(shù),簡(jiǎn)化現(xiàn)場(chǎng)操作流程。由于輪廓儀軟件系統(tǒng)的直線度、弧度、角度、階梯等參數(shù)都是依據(jù)Z軸分量和X軸分量進(jìn)行數(shù)據(jù)分析計(jì)算而來(lái)。因此,只要確保Z軸和X軸分量的示值準(zhǔn)確,則輪廓儀其他參數(shù)示值也就準(zhǔn)確。
2
標(biāo)準(zhǔn)器具選擇
flexfilm
- 靜態(tài)力測(cè)量:均使用分辨率0.01 g的電子天平。
- Z軸校準(zhǔn):JJF(閩)1043—2011用4等量塊,JJF(冀)3012—2021用3等量塊+2級(jí)平晶。
- X軸校準(zhǔn):均采用激光干涉儀。
- 其他參數(shù):JJF(閩)1043—2011用標(biāo)準(zhǔn)球/半球校準(zhǔn)半徑,JJF(冀)3012—2021用3等量塊和平晶校準(zhǔn)臺(tái)階高度。
3
校準(zhǔn)方法分析
flexfilm

Z軸示值誤差校準(zhǔn):
- JJF(閩)1043—2011:將量塊依次研合于平晶,從大到小測(cè)量各點(diǎn)誤差,取最大值。
- JJF(冀)3012—2021:調(diào)整測(cè)針接觸平晶后放置量塊,重復(fù)抬放測(cè)針取平均值,計(jì)算誤差。
兩種方法均以平晶為基準(zhǔn),確保Z軸精度符合要求。
4
試驗(yàn)驗(yàn)證與結(jié)論
flexfilm
對(duì)同一臺(tái)輪廓儀進(jìn)行校準(zhǔn)試驗(yàn),結(jié)果顯示兩種方法的Z軸示值誤差均在允許范圍內(nèi)(最大誤差±1.3μm)。這表明: 兩種方法均能有效保證輪廓儀的測(cè)量準(zhǔn)確性; JJF(閩)1043—2011規(guī)范側(cè)重系統(tǒng)性參數(shù)校準(zhǔn),JJF(冀)3012—2021規(guī)范則更注重便捷性; 只要確保Z軸和X軸分量準(zhǔn)確,其他參數(shù)(如直線度、階梯)的校準(zhǔn)可視為輔助驗(yàn)證。
Flexfilm探針式臺(tái)階儀
flexfilm

在半導(dǎo)體、光伏、LED、MEMS器件、材料等領(lǐng)域,表面臺(tái)階高度、膜厚的準(zhǔn)確測(cè)量具有十分重要的價(jià)值,尤其是臺(tái)階高度是一個(gè)重要的參數(shù),對(duì)各種薄膜臺(tái)階參數(shù)的精確、快速測(cè)定和控制,是保證材料質(zhì)量、提高生產(chǎn)效率的重要手段。
- 配備500W像素高分辨率彩色攝像機(jī)
- 亞埃級(jí)分辨率,臺(tái)階高度重復(fù)性1nm
- 360°旋轉(zhuǎn)θ平臺(tái)結(jié)合Z軸升降平臺(tái)
- 超微力恒力傳感器保證無(wú)接觸損傷精準(zhǔn)測(cè)量
Flexfilm臺(tái)階儀的亞埃級(jí)分辨率和1nm重復(fù)性精度可以為驗(yàn)證該校準(zhǔn)項(xiàng)的可靠性提供超精密測(cè)量基準(zhǔn),尤其適用于半導(dǎo)體/MEMS等微納尺度臺(tái)階的測(cè)量。
原文參考:《接觸(觸針)式表面輪廓測(cè)量?jī)x兩種校準(zhǔn)方法的比較分析》
*特別聲明:本公眾號(hào)所發(fā)布的原創(chuàng)及轉(zhuǎn)載文章,僅用于學(xué)術(shù)分享和傳遞行業(yè)相關(guān)信息。未經(jīng)授權(quán),不得抄襲、篡改、引用、轉(zhuǎn)載等侵犯本公眾號(hào)相關(guān)權(quán)益的行為。內(nèi)容僅供參考,如涉及版權(quán)問(wèn)題,敬請(qǐng)聯(lián)系,我們將在第一時(shí)間核實(shí)并處理。
-
測(cè)量?jī)x
+關(guān)注
關(guān)注
1文章
698瀏覽量
39539 -
輪廓測(cè)量?jī)x
+關(guān)注
關(guān)注
0文章
45瀏覽量
6310
發(fā)布評(píng)論請(qǐng)先 登錄
影像測(cè)量?jī)x的發(fā)展與點(diǎn)評(píng)
SJ5701粗糙度輪廓一體式測(cè)量?jī)x可以評(píng)定的表面粗糙度、外輪廓參數(shù)
基于計(jì)算機(jī)的測(cè)量?jī)x器進(jìn)行內(nèi)部和外部校準(zhǔn)的方法介紹
微小工件輪廓測(cè)量用影像測(cè)量?jī)x
Novator影像測(cè)量?jī)x高效測(cè)量精密零件高度尺寸
納米級(jí)測(cè)量?jī)x器:窺探微觀世界的利器
輪廓測(cè)量?jī)x應(yīng)用及測(cè)量
深度剖析分析測(cè)量?jī)x器的校準(zhǔn)周期
微小工件輪廓測(cè)量用影像測(cè)量?jī)x
您需要的非接觸式測(cè)量?jī)x,請(qǐng)查收
SJ5700一鍵式輪廓度測(cè)量?jī)x使用方法

SJ5700輪廓測(cè)量?jī)x怎么使用?
怎么用輪廓儀測(cè)量表面粗糙度?

基恩士3D輪廓測(cè)量?jī)xVR-6000系列

微納米表面輪廓形貌用什么測(cè)量?jī)x器





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論