") 1.ProfibusDP轉(zhuǎn)DeviceNet協(xié)議轉(zhuǎn)換網(wǎng)關(guān)實(shí)現(xiàn)西門子S7-300PLC對(duì)埃斯頓DeviceNet焊機(jī)的直接控制
1.ProfibusDP轉(zhuǎn)DeviceNet協(xié)議轉(zhuǎn)換網(wǎng)關(guān)實(shí)現(xiàn)西門子S7-300PLC對(duì)埃斯頓DeviceNet焊機(jī)的直接控制

一、項(xiàng)目背景
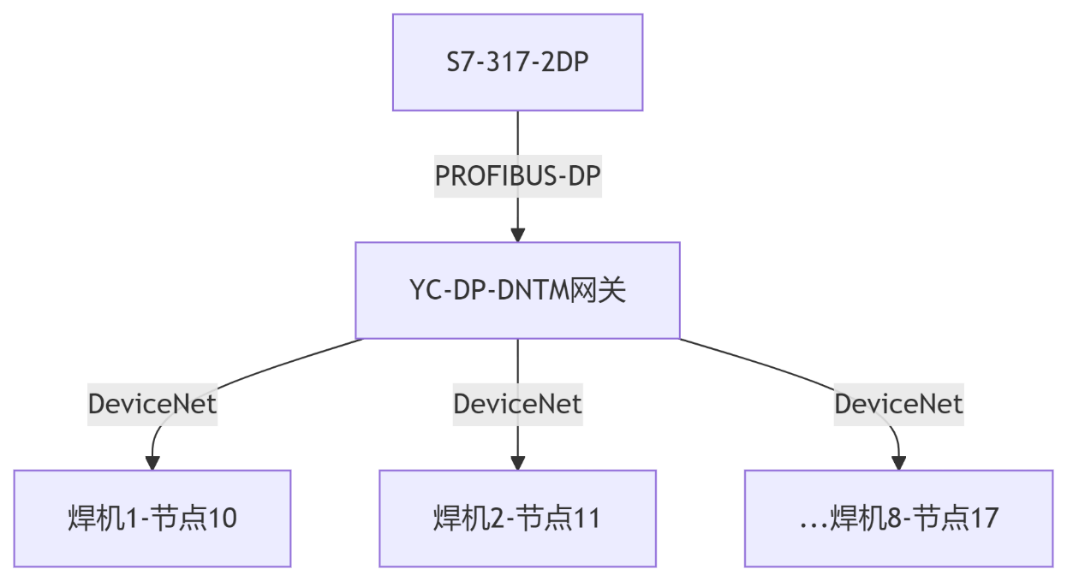
三一重工為提高臂架焊接質(zhì)量和效率,新增8臺(tái)埃斯頓ER8-2000焊機(jī)(DeviceNet協(xié)議),需與現(xiàn)有西門子S7-317-2DPPLC(PROFIBUS-DP主站)集成。核心需求:
1.PLC集中控制焊機(jī)啟停及參數(shù)下發(fā)
2.實(shí)時(shí)采集焊接電流/電壓異常數(shù)據(jù)
3.設(shè)備故障時(shí)自動(dòng)切換備用焊機(jī)
二、系統(tǒng)架構(gòu)

三、關(guān)鍵配置步驟
1.西門子PLC組態(tài)(STEP7V5.5)
-DP網(wǎng)絡(luò)設(shè)置:
-添加YC-DP-DNTM網(wǎng)關(guān)為DP從站(站址:6)
-配置I/O映射:ini
輸出區(qū):QB0-QB31→網(wǎng)關(guān)輸出(控制8臺(tái)焊機(jī))
輸入?yún)^(qū):IB0-IB31←網(wǎng)關(guān)輸入(狀態(tài)采集)

2.YC-DP-DNTM網(wǎng)關(guān)配置
-DP側(cè)參數(shù):
-站地址:6,波特率1.5Mbps
-I/O尺寸:32字節(jié)輸入/32字節(jié)輸出
-DeviceNet側(cè)參數(shù):
-波特率:500Kbps
-焊機(jī)節(jié)點(diǎn)地址:10~17(撥碼設(shè)置)
-數(shù)據(jù)映射表:
|PLC字節(jié)|網(wǎng)關(guān)映射|焊機(jī)功能|
|QB0|節(jié)點(diǎn)10-輸出字節(jié)0|啟停命令(bit0)|
|QB1-QB2|節(jié)點(diǎn)10-輸出字1|目標(biāo)電流(0-65535A)|
|QB3|節(jié)點(diǎn)10-輸出字節(jié)3|送絲速度(0-100%)|

3.埃斯頓焊機(jī)DeviceNet配置 markdown
(1).硬件設(shè)置:
-節(jié)點(diǎn)地址撥碼:10~17(對(duì)應(yīng)8臺(tái)焊機(jī))
-DeviceNet終端電阻:ON(首尾節(jié)點(diǎn))
(2).軟件配置(EDCStudioV3.0):
-激活A(yù)ssembly對(duì)象(實(shí)例ID:100)
-輸入映射:
-字節(jié)0:設(shè)備狀態(tài)(bit0:運(yùn)行中,bit1:故障)
-字1:實(shí)際電流值
-字節(jié)3:故障代碼

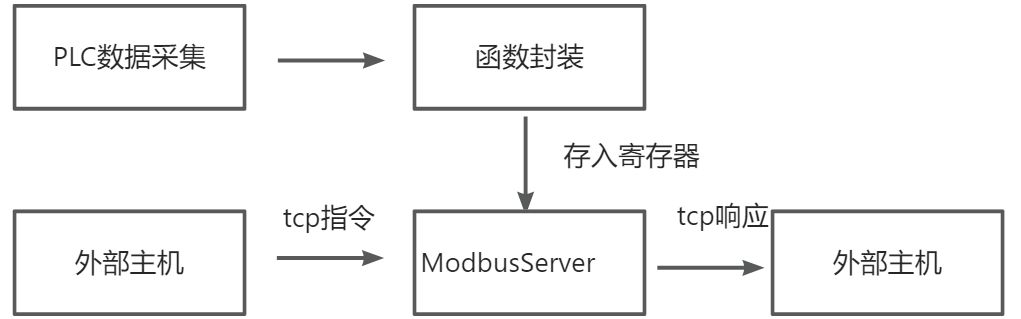
四、通信邏輯實(shí)現(xiàn)
PLC程序示例(控制首臺(tái)焊機(jī))SCL
//發(fā)送啟動(dòng)命令+參數(shù)設(shè)置
"焊機(jī)1_控制字".啟動(dòng)命令:=TRUE;
"焊機(jī)1_控制字".目標(biāo)電流:=15000;//單位0.1A(1500A)
POKE(ADDR:=DB10.DBB0,SRC:=PM200.0BYTE4);//寫入網(wǎng)關(guān)QB0-QB3
//讀取狀態(tài)
PEEK(ADDR:=DB11.DBB0,DST:=PM300.0BYTE4);//從網(wǎng)關(guān)IB0-IB3讀取
IF"焊機(jī)1_狀態(tài)字".故障標(biāo)志THEN
"產(chǎn)線急停":=TRUE;//觸發(fā)安全連鎖
END_IF;
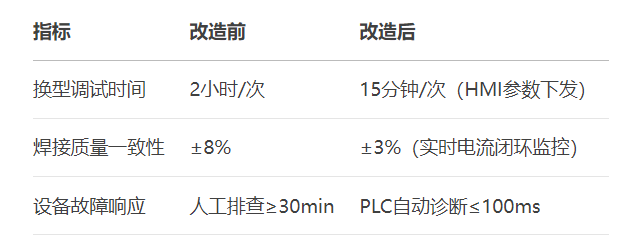
五、實(shí)施效果
典型應(yīng)用場(chǎng)景:
>在挖掘機(jī)臂架多層焊道作業(yè)中,PLC通過(guò)網(wǎng)關(guān)動(dòng)態(tài)調(diào)整4焊機(jī)電流(QB12-QB13),同時(shí)監(jiān)測(cè)7焊機(jī)實(shí)際電流(IB24-IB25),實(shí)現(xiàn)多焊機(jī)協(xié)同控制。
六、技術(shù)亮點(diǎn)
1.網(wǎng)關(guān)深度適配:
YC-DP-DNTM網(wǎng)關(guān)預(yù)置埃斯頓焊機(jī)EDS文件,自動(dòng)識(shí)別Assembly對(duì)象
-支持在線診斷:通過(guò)網(wǎng)關(guān)LED燈顏色判斷DP/DN通信狀態(tài)(綠燈常亮=正常)
2.抗干擾設(shè)計(jì):
-DeviceNet總線采用鎧裝屏蔽電纜,網(wǎng)關(guān)外殼接地(接地電阻<4Ω)
-PROFIBUS段使用主動(dòng)終端器(6ES7972-0DA00-0AA0)
3.維護(hù)便捷性:
-網(wǎng)關(guān)Web服務(wù)器功能(IP:192.168.1.6)可實(shí)時(shí)查看數(shù)據(jù)交換錯(cuò)誤計(jì)數(shù)器
>項(xiàng)目周期:2024年3月投產(chǎn),累計(jì)運(yùn)行2,400小時(shí)無(wú)通信中斷,焊縫合格率提升至99.5%。
七、總結(jié)
本案例驗(yàn)證了遠(yuǎn)創(chuàng)智控YC-DP-DNTM網(wǎng)關(guān)在PROFIBUS-DP與DeviceNet異構(gòu)網(wǎng)絡(luò)中的可靠性,為工程機(jī)械制造業(yè)提供了:
1.快速集成方案:網(wǎng)關(guān)配置時(shí)間<1小時(shí)
2.高實(shí)時(shí)控制:焊機(jī)指令響應(yīng)周期≤40ms
3.經(jīng)濟(jì)型改造路徑:節(jié)省單獨(dú)采購(gòu)DeviceNet主站成本約65%
適用于工程機(jī)械、壓力容器等重工業(yè)領(lǐng)域的多設(shè)備協(xié)議融合場(chǎng)景。
(更多技術(shù)的問(wèn)題可咨詢楊工)
審核編輯 黃宇
-
DeviceNet
+關(guān)注
關(guān)注
1文章
181瀏覽量
17073 -
轉(zhuǎn)換網(wǎng)關(guān)
+關(guān)注
關(guān)注
0文章
66瀏覽量
6145 -
PROFIBUSDP
+關(guān)注
關(guān)注
0文章
64瀏覽量
2240
發(fā)布評(píng)論請(qǐng)先 登錄
Profinet轉(zhuǎn)DeviceNet網(wǎng)關(guān)協(xié)議轉(zhuǎn)換的技術(shù)實(shí)現(xiàn)與應(yīng)用分析
profient轉(zhuǎn)devicenet網(wǎng)關(guān)與污水廠的攜手共濟(jì)

基于 DeviceNet 轉(zhuǎn) MODBUS RTU 協(xié)議的施耐德 PLC 與 ABB 電機(jī)驅(qū)動(dòng)器倉(cāng)儲(chǔ)堆垛機(jī)的定位控制優(yōu)化方案?
Modbus轉(zhuǎn)Profibus-DP:快速上手協(xié)議轉(zhuǎn)換模塊的配置技巧
ProfiNet轉(zhuǎn)DeviceNet智能網(wǎng)關(guān)實(shí)現(xiàn)西門子S7-1500PLC與歐姆龍CJ2M-CPU33PLC通訊的配置案例

ProfibusDP轉(zhuǎn)Profinet網(wǎng)關(guān)模塊助力傳感器與西門子PLC協(xié)議轉(zhuǎn)換及穩(wěn)定通訊

Profinet轉(zhuǎn)DeviceNet網(wǎng)關(guān)模塊實(shí)現(xiàn)西門子PLC與DeviceNet電機(jī)協(xié)議轉(zhuǎn)換案例

Devicenet轉(zhuǎn)ModbusTCP網(wǎng)關(guān)在工業(yè)中的應(yīng)用分享

西門子S7-300 PLC的詳細(xì)介紹

西門子300PLC ProfibusDP轉(zhuǎn)MODBUS TCP與巴魯夫傳感器數(shù)據(jù)通訊解決方案

DeviceNet轉(zhuǎn)Profibus DP總線協(xié)議網(wǎng)關(guān)

EG網(wǎng)關(guān)采集西門子S7-200smart轉(zhuǎn)Modbus協(xié)議
DeviceNet轉(zhuǎn)Profibus DP協(xié)議網(wǎng)關(guān)(Profibus DP轉(zhuǎn)DeviceNet)

Porfinet轉(zhuǎn)DeviceNet主總線協(xié)議轉(zhuǎn)換網(wǎng)關(guān)

S7協(xié)議讀取西門子S7-200 Smart PLC數(shù)據(jù)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論