 電子封裝中的高導熱平面陶瓷基板及金屬化技術研究
電子封裝中的高導熱平面陶瓷基板及金屬化技術研究
摘 要:
隨著大功率器件朝著高壓、高電流以及小型化的方向發展,這對于器件的散熱要求變得更為嚴格。陶瓷基板因其卓越的熱導率和機械性能,被廣泛應用于大功率器件的封裝工藝中。本文首先綜合評述了高導熱Al2O3、SiC、AlN和Si3N4陶瓷的制備方法、性能特點以及研究進展,并探討了不同成分和工藝與陶瓷熱導率的關系。接著,文章詳細介紹了直接沉積銅、直接鍵合銅、活性金屬焊接、激光活性金屬化和厚印刷銅等金屬化技術的工藝流程及研究現狀,同時指出了這些金屬化技術的熱點問題和存在的不足。最后,對各類陶瓷基板及其金屬化工藝的未來發展進行展望。
電子元器件在電路中發揮濾波、整理、信號處理和信號控制等作用,被廣泛應用于各種電氣設備中。電子元器件通常對溫度極為敏感,超過55 %的電子元器件故障源于熱失效。因此,為電子元器件提供良好的散熱環境至關重要。隨著集成電路的發展,大功率器件正朝著高電壓、大電流、大功率密度及小型化的方向發展,這導致大功率器件會在更高的溫度下工作。例如SiC功率器件可以實現超過1000 W/cm2的功率密度,可能在高達500°C的極端環境中工作,而其他功率半導體器件的工作溫度也可能超過250°C,這使熱管理成為電子封裝領域的一大挑戰。器件產生的熱量需先傳遞至基板,再由基板散發出去,這對基板的機械可靠性和熱導率提出了較高要求。
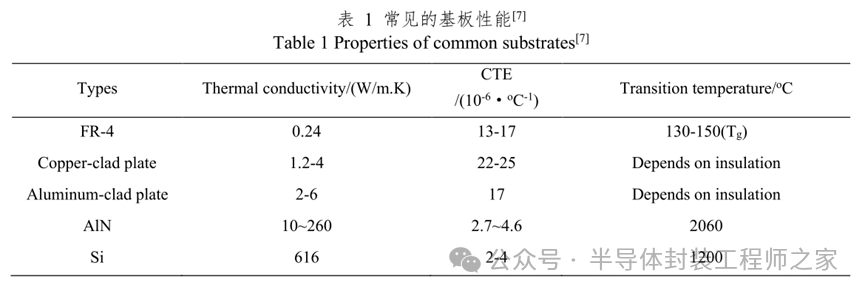
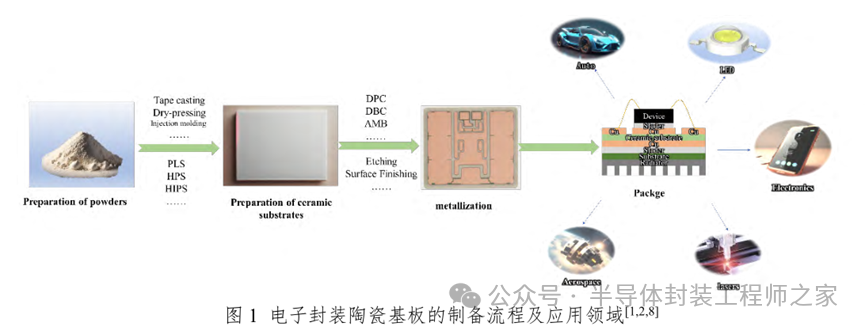
目前,常見基板的性能特性如表1所示。環氧玻璃布層壓板(FR-4)和覆金屬基板是電子設備中常見的基板。然而,它們較低的熱導率和較高的熱膨脹系數(Coefficient of Thermal Expansion,CTE)限制了它們在惡劣環境中的應用。相比之下,陶瓷基板雖然材料和工藝成本更高,但其熱導率可達到200 W/m·K,CTE與硅接近,并且具有更高的可靠性,因此廣泛應用于微電子封裝、傳感器和無源元件等領域。電子封裝中使用的陶瓷基板制備流程和應用領域如圖1所示。陶瓷粉末與添加劑混合并成型,經燒結得到致密的陶瓷基板。由于陶瓷基板為絕緣體,需進行金屬化處理,形成導電金屬層以供器件安裝和電氣連接。最后將器件安裝在金屬化陶瓷基板上應用。這種工藝廣泛應用于發光二極管(Light-Emitting Diode,LED)、絕緣柵雙極晶體管(Insulate-Gate Bipolar Transistor,IGBT)、SiC器件和大功率激光器件等領域。隨著人工智能、汽車電氣化與智能化、航空航天、軍工等行業的蓬勃發展,對高導熱基板的需求不斷增長。據QYresearch報道,2022年全球金屬化陶瓷基板市場規模達到11.3億美元,預計到2029年將增至41.5億美元,年復合增長率為18.23 %,顯示出陶瓷基板廣闊的市場前景,其技術與要求也將不斷進步與發展。
為進一步推動陶瓷基板領域的發展,本文首先概述了當前電子封裝中所使用的陶瓷基板的制備工藝。其次綜述了Al2O3、SiC、AlN和Si3N4在熱導率和力學性能方面的研究進展。接著,探討了直接沉積銅(Direct Plating Copper,DPC)、直接鍵合銅(Direct Bonded Copper,DBC)、活性金屬焊接(Active Metal Brazing,AMB)、激光活性金屬化(Laser Activated Metallization,LAM)和厚印刷銅(Thick Printed Copper,TPC)等多種平面陶瓷基板金屬化工藝的流程和研究現狀。最后,基于綜述內容,總結相關進展并展望未來發展方向。
2電子封裝的高導熱陶瓷基板
2.1高導熱陶瓷基板的制造工藝
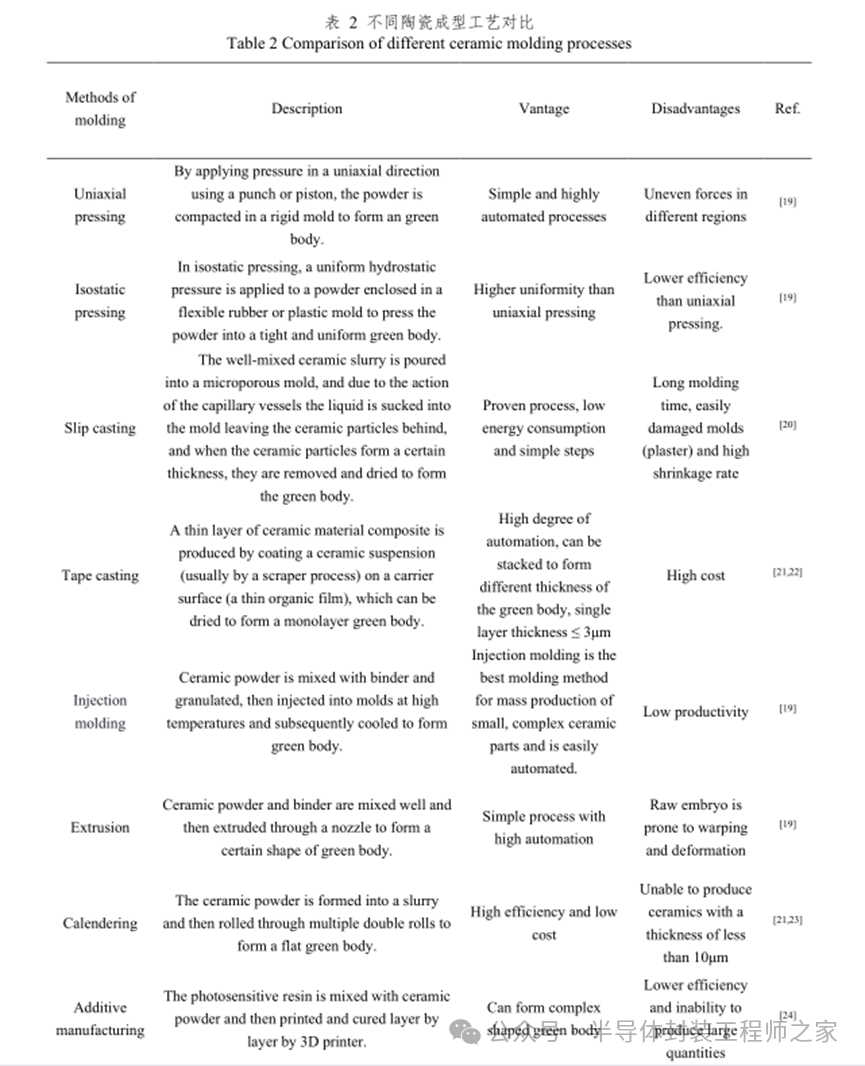
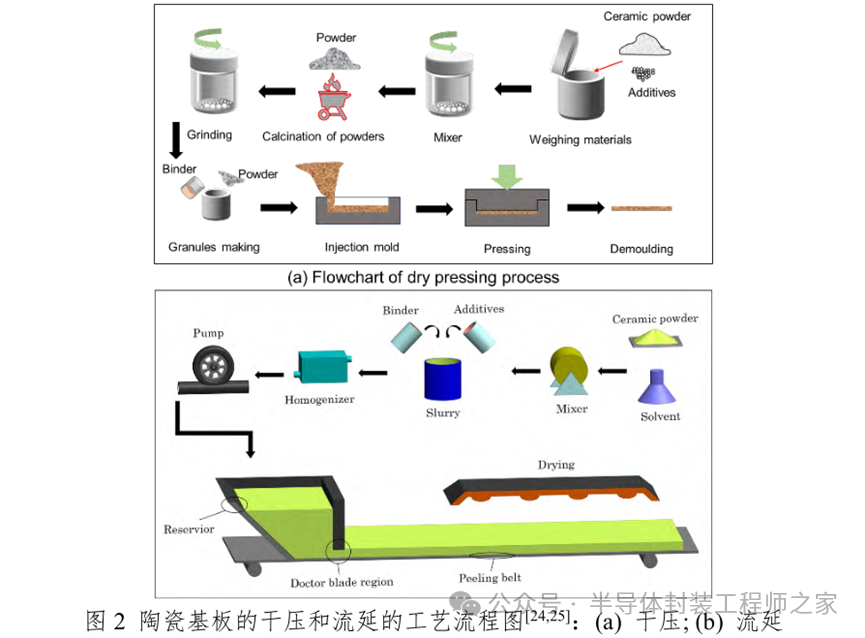
大功率器件所使用的陶瓷基板多為平面狀,平面陶瓷基板的制造工藝可分為成型與燒結兩步。報道中常見的成型工藝及特點如表2所示。其中干壓成型和流延成型廣泛用于陶瓷基板的工業化生
產。干壓成型的工藝流程如圖2a所示,施加壓力和保壓時間是干壓過程中最重要的參數。流延成型被認為是制造大尺寸平面陶瓷基板的一種經濟、連續和自動化的工藝,其工藝如圖2b所示。流延成型在制備多層材料及器件方面具有低成本和高效率的特性,廣泛用于制造諸如低溫共燒陶瓷基板、電容器和微波介電陶瓷器件。
陶瓷的燒結是將陶瓷粉末在高溫下形成致密陶瓷塊體的過程。高導熱的SiC、AlN和Si3N4等陶瓷因其具有特別強的共價鍵而難以使用純的陶瓷粉末燒結成致密的陶瓷塊體。通常通過摻入低熔點的添加劑并混合成型再一起燒結,以提高燒結體致密度。燒結按燒結過程是否形成液相分為固相燒結和液相燒結,兩者的驅動力都是總表面能的減少。固相燒結是一種無需液相參與的陶瓷致密化方法,該過程主要通過三種機制實現:蒸氣傳輸、表面-晶格-晶界擴散以及由位錯遷移驅動的塑性變形,這些機制共同促進陶瓷內部顆粒間有效的致密連接。液相燒結是添加劑在高溫下轉變成液態,形成固體顆粒和液相處于化學平衡的系統,并且隨著燒結的進行,陶瓷的晶粒生長和致密化同時發生的一種燒結工藝。若按照工藝區分,燒結工藝還可以分為無壓燒結(Pressureless Sintering,PLS)、氣壓燒結(Gas Pressure Sintering,GPS)、(Hot Press Sintering,HPS)、熱等靜壓燒結(Hot Isostatic Pressure Sintering,HIPS)、放電等離子燒結(Spark Plasma Sintering,SPS)等。其中SPS、HPS和HIPS由于條件要求高或工藝復雜,不適合大規模生產陶瓷基板。
2.2高導熱陶瓷基板的研究現狀
電子封裝過程需要將模塊封裝在陶瓷基板上,所以要在陶瓷基板上形成一定厚度的金屬層,以便于模塊的焊接和電氣連接,這需要滿足多個指標。首先,陶瓷基板有兩個主要功能:為功率模塊提供結構支撐,需要高絕緣性和良好的力學性能;為功率模塊散熱,需要高導熱性。其次,陶瓷基板在某些電路中用作共模電容器,需要考慮其介電常數。通常情況下,信號傳播延遲與介電常數值的平方根成正比;因此,介電常數越低,信號傳輸速度越快,這就要求陶瓷基板具有較低的介電常數。此外,許多陶瓷材料的熱導率和擊穿電阻隨著環境溫度的升高而降低,因此需要確保陶瓷在高溫條件下仍能保持良好的性能。
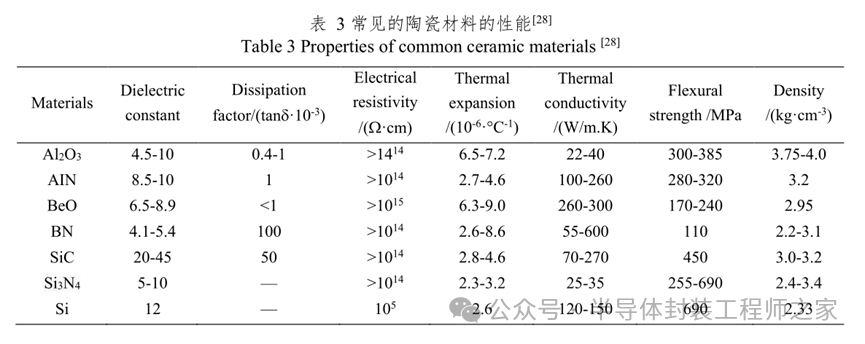
在1999年出版的《先進電子封裝》一書中,Ulrich等人討論了各種陶瓷材料的性能,如表3常見的陶瓷材料的性能所示。Al2O3具有較低的強度和導熱性,因此很難應用于大功率器件。BeO具有極高的熱導率,但由于毒性問題,其工業應用受到嚴格限制。BN具有很高的熱導率,但其抗彎強度低、介電損耗系數高,因而受到限制。SiC具有優良的導熱性能和適中的機械強度,但其相對較高的介電常數可能限制其在電子封裝領域的應用。AlN陶瓷具有較高的熱導率、適中的抗彎強度和出色的電氣性能,因此被廣泛應用。Si3N4的突出特點是強度非常高,CTE接近硅,但實際的熱導率遠低于本征熱導率(450 W/m·K)。目前商用的高導熱陶瓷基板主要包括Al2O3、SiC、AlN和Si3N4基板。對于大功率器件而言,陶瓷基板的熱導率是一個至關重要的性能指標,下面,本文將分別探討這些陶瓷在該方面的研究進展。
2.2.1 Al2O3基板
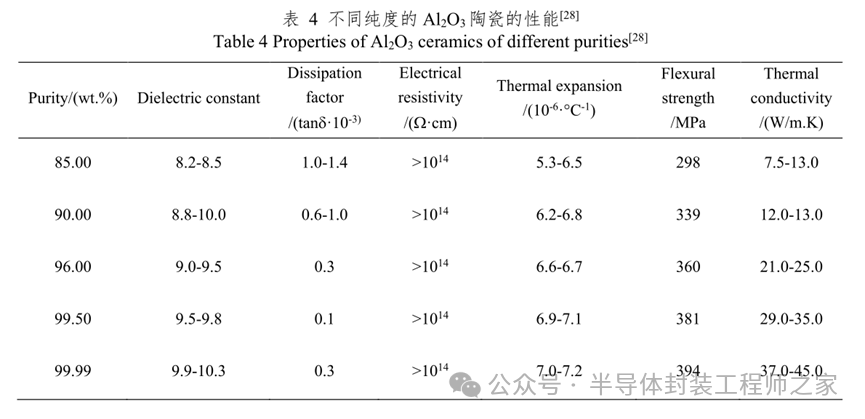
Al2O3有多種晶體形式,如α-Al2O3、β-Al2O3、γ-Al2O3、η-Al2O3、δ-Al2O3和θ-Al2O3。其中,最穩定的為α-Al2O3,即剛玉。其它形態的Al2O3在950 oC~1700 oC時會轉變成穩定的α-Al2O3。α-Al2O3是一種重要的材料,由于其硬度高、熔點高、電導率低,在電子、光學、生物醫學和機械工程中有許多技術應用。不同純度的Al2O3的性能如表4所示。隨著純度的增加,Al2O3的熱導率、抗彎強度和CTE都有明顯的增加。Al2O3的熱導率遠低于AlN,所以其在導熱方面的研究報道較少。但由于Al2O3的制備工藝簡單、成本低廉以及其它優異性能,仍可以在低功率場景應用以降低成本。《GB/T39863-2021覆銅板用Al2O3陶瓷基片》對Al2O3基板的性能標準進行規范,其部分指標為:純度≥96 %、室溫熱導率≥24 W/m·K和抗彎強度≥300 MPa。
2.2.2 SiC基板
SiC有立方結構、六方結構和正交結構等多種晶體結構。其中,立方結構是指 β-SiC,其余結構統稱為 α-SiC。在低溫環境下,β-SiC更為穩定,當溫度超過2000°C時,會發生 β-SiC到 α-SiC的相變。即便如此,在不純的SiC體系中,當溫度超過1600°C時,也可能發生 β 相向 α 相的轉變。SiC由于其高強度、高剛度和優異的耐腐蝕性、抗氧化性和輻照性,是惡劣環境中的重要結構材料。SiC的本征熱導率為490 W/m·K,但本文調研的SiC熱導率的最大值(270 W/m·K)僅達到本征熱導率的55.1 %,仍有非常大的提升空間。這是由于晶粒內晶格缺陷、晶界和殘余晶間相引起的聲子散射效應阻礙熱傳導。特別是,SiC晶格中溶解的氧被認為是降低熱導率的主要因素之一。氧氣的溶解會導致硅空位的形成(如式1所示),從而降低聲子傳播效率。通常,SiC中的晶格氧來源于起始粉末中的固有晶格氧和表面的SiO2鈍化層。因此,制備高熱導率的SiC關鍵在于在保證陶瓷致密的條件下,通過原料和工藝來減少晶格氧的形成。

SiC是一種具有強大共價鍵的化合物,SiC粉末在高溫高壓的條件下才能形成致密的塊體。Nadeau等人在極端的燒結條件下(2500°C和5000 MPa)成功制備了純SiC,這凸顯了其制備的困難。為了克服高溫燒結的挑戰,研究者常在陶瓷粉末中摻入低熔點添加劑,采取固態或液相燒結技術制備SiC。在固態燒結過程中,適量的硼和碳已被證實能夠促進SiC的致密化。對于液相燒結,因其可以促進晶粒生長以及具有良好的缺陷修復能力,而被認為更適合制備高密度的SiC 。此外,SiC陶瓷還可以使用硅、碳和SiC粉末等原料反應燒結形成。反應燒結涉及多孔碳預制件的制作、液態硅的滲透以及高溫下與碳的化學反應。該過程通過毛細管作用使液態硅滲透多孔預制件(由碳和 α-SiC制成),隨后液態硅與碳反應形成 β-SiC,最終與 α-SiC結合形成致密的陶瓷。盡管反應燒結產生的陶瓷可能含有較多的殘余硅和碳,導致熱導率和強度較低,但其制備周期短、溫度低、成型精度高,使其在工業中存在一定的應用。
SiC的熱導率和力學性能與其化學組成和燒結工藝密切相關。根據文獻報道,添加BeO作為添加劑的SiC可獲得目前最高的實測熱導率(270 W/m·K)。表5不同成分的SiC的性能進一步詳細展示了不同組分及燒結方法對SiC性能的具體影響。其中,采用SPS工藝制備的SiC-0.85Y2O3-0.26Sc2O3(wt.%)陶瓷的熱導率達到262 W/m·K),高于采用HPS制備的SiC-0.85Y2O3-0.52Sc2O3(wt.%)陶瓷(234 W/m·K)。盡管這兩種SiC的成分相似,但由于燒結方式的差異,其熱導率相差顯著,表明SiC的熱導率對工藝或微小的成分變化非常敏感。
在所調研的文獻中,通過固態燒結法制備的SiC的最高熱導率僅為192 W/m·K,遠低于液相燒結制備的SiC的最大熱導率。這是因為在液相燒結過程中,添加劑能夠凈化晶格,而固態燒結則無此效果。考慮到反應燒結法制備的SiC熱導率更低,所以液相燒結更適合制備高熱導率SiC,但需搭配合適的添加劑。例如,摻入稀土氧化物可凈化晶格提高熱導率;而Al2O3添加劑則可能形成Si空位,從而降低熱導率。還有文獻提供的證據表明,在保證致密度的前提下,添加劑的含量越低,SiC熱導率越高。
除了化學組分和燒結方法外,影響SiC熱導率的其他關鍵因素還包括原料的晶體結構和粉末粒徑、晶粒尺寸、燒結溫度、燒結時長、和燒結氣氛等,這些因素在表6影響SiC熱導率的因素中有更詳細的概述。
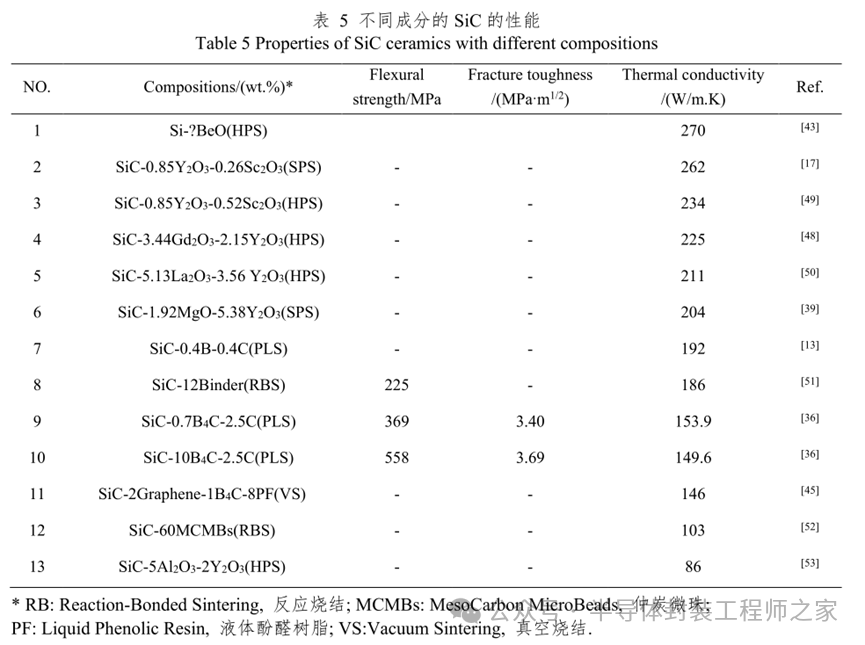
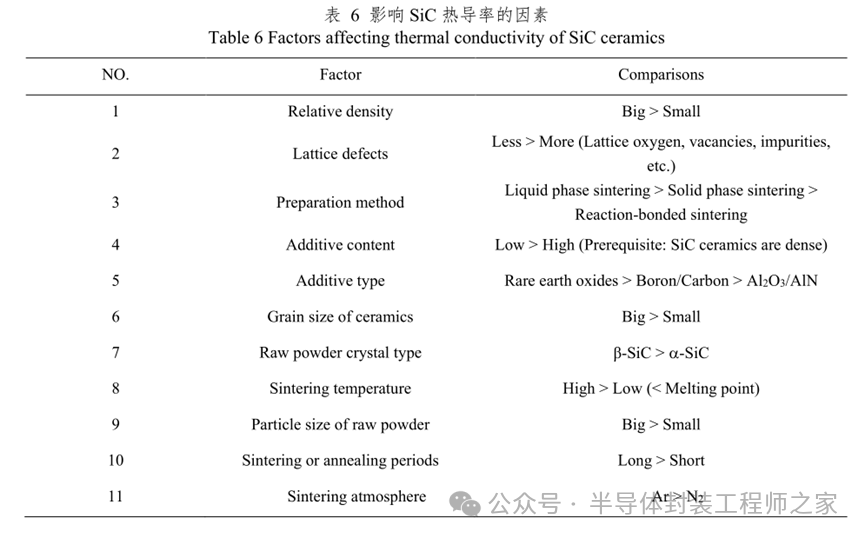
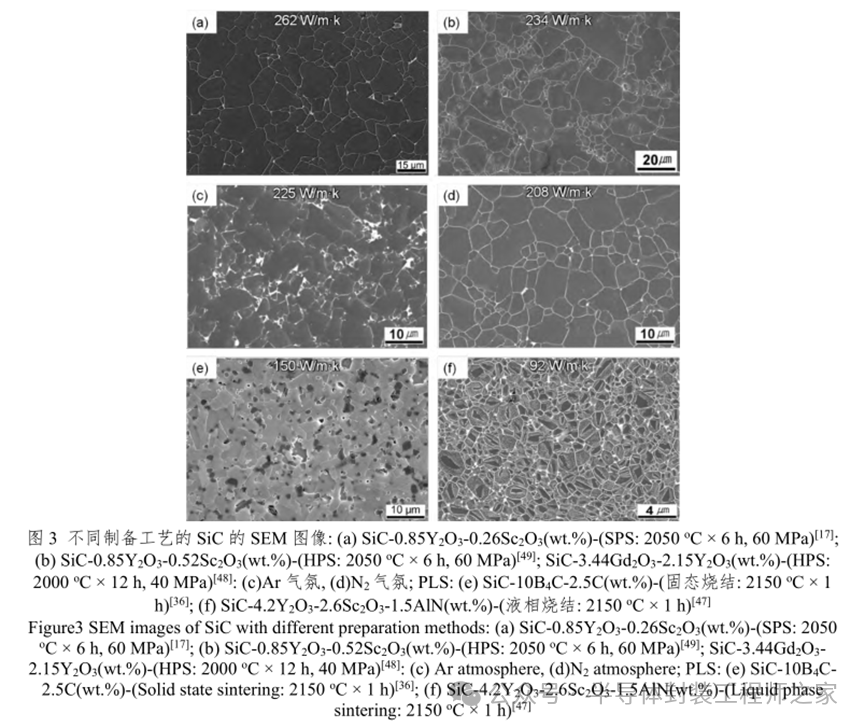
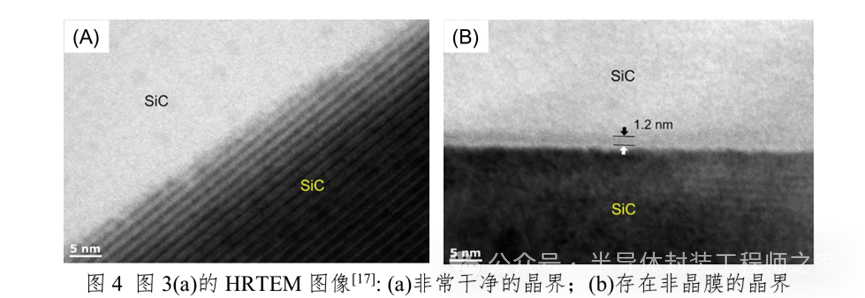
圖3按照熱導率遞減的順序(a至f)系統地展示了不同文獻報道的SiC的掃描電子顯微鏡(Scanning Electron Microscope,SEM)圖像。對比圖3a與圖3b可知,圖3a所示樣品中的小尺寸晶粒數量相對較少,因此具有更高的熱導率。然而,圖3c的晶粒尺寸看似比圖3d的小,且第二相更粗大,其熱導率卻高于圖3d,這需要進一步分析。根據圖4所示的高分辨率透射電子顯微鏡(High Resolution Transmission Electron Microscope,HRTEM)圖像,SiC內部存在清潔晶界(圖4a)和附著有非晶膜的晶界(圖4b)兩種類型。當無明顯連續的第二相阻斷晶粒時,陶瓷的熱導率主要取決于晶格缺陷的數量和晶界的純凈度。所以盡管圖3c的晶粒尺寸較圖3d更小,但其晶界卻更干凈,因此其熱導率更高。這說明燒結氣氛也會對SiC的組織造成影響。圖3e展示了典型固態燒結SiC組織,具有較多缺陷和雜質,以小晶粒為主,導致熱導率不高,但其優勢是制備時間短。圖3f展示了含Al的SiC組織,與其它添加劑明顯不同,晶粒尺寸小、缺陷多、晶界寬,且晶粒內存在許多雜質,導致熱導率非常低。
通過深入分析SiC的化學組成、燒結工藝以及微觀組織特性,可獲得實現高熱導率SiC的制備要求:首先應使用合適的添加劑和燒結工藝確保SiC達到高致密度,同時在維持致密度的前提下,盡量降低添加劑用量;其次,為減少晶格內的氧缺陷,選用既不溶于SiC晶格又能有效凈化晶格的添加劑;再者,在保證SiC的強度滿足要求的情況下通過優化燒結工藝盡可能增大晶粒尺寸;最后,結合添加劑與燒結氣氛間的潛在反應性,精心選擇適宜的燒結氣氛條件。
2.2.3 AlN基板
AlN憑借其出色的物理化學性能,包括高達319 W/m·K的本征熱導率、低介電常數、高電阻率、6.2 eV的室溫寬禁帶寬度、穩定的化學性質以及與硅類似的CTE,被廣泛應用在多種場景中。
然而,現有研究中所記錄到的AlN最高熱導率僅為248 W/m·K,相當于其本征值的77.4 %,表明AlN的熱導率仍有提升空間。決定AlN熱導率的關鍵因素是晶格缺陷結構,其中,晶格氧缺陷尤為突出。Slack等人指出,氧以Al2O3形態替代氮原子進入AlN晶格時,每個三元氧組合會生成一個鋁空位(V''),這一現象可以通過特定公式量化描述:

式中x為AlN中氧雜質數量密度和氮數量密度的比值;V''為鋁空位。顯而易見,AlN晶格的氧含量對其熱導率的影響至關重要。
AlN陶瓷的制備通常需要摻入低熔點氧化物作為添加劑,以降低燒結溫度并優化燒結質量。不同添加劑在改善AlN性能方面表現出不同的效果和最優添加比例。其中,親氧添加劑因其凈化晶格的能力而被廣泛應用,可有效提升AlN的熱導率。
表7列舉了幾種常見的AlN燒結添加劑及其可能發生的反應。其中,Y2O3、YF3、YbF3、Yb2O3、CaF2和Li2CO3等添加劑能與AlN表面的Al2O3發生反應,實現AlN晶格的凈化,提高熱導率,以Y2O3的效果最佳。添加劑用量不足可能導致陶瓷致密度不足或晶格凈化不徹底,而過量添加則易形成粗大的第二相,兩者都會顯著降低AlN的熱導率。為加快制備高熱導率AlN的進程,可先測定AlN粉末的表面含氧量,再根據反應方程式計算所需添加劑的最佳劑量。
除親氧性外,部分添加劑還具備其它特性。例如,Li2CO3高溫分解生成的Li2O不僅能凈化晶格,還會在高于1600°C時升華,進一步凈化晶界,增強AlN的熱導率。CaC2轉化成CaO-Al2O3復合物及CO或CO2氣體,有效減少陶瓷中的晶格氧、孔隙和缺陷,增強晶粒的均勻性的同時提高陶瓷的熱導率。相比之下,添加Al2O3可能溶入AlN晶粒內部產生缺陷,從而降低熱導率。
燒結方法的選擇也影響添加劑的效果。Ishizaki等人研究表明,使用1 mol% Y2O3作為添加劑,通過PLS制備AlN時,隨燒結溫度升高,晶格中氧含量逐步減少,熱導率也隨之提高;而在HIPS條件下,AlN的氧含量變化不大,熱導率較低。這主要因為在PLS過程中,Y2O3易與Al2O3反應并排出含氧氣體,而在HIPS高壓狀態下,這種反應受限。
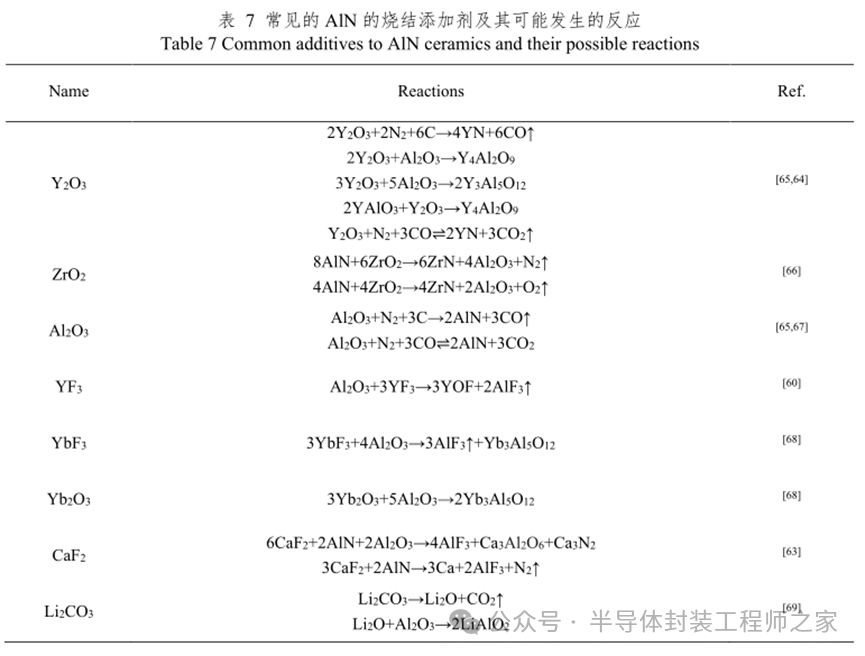
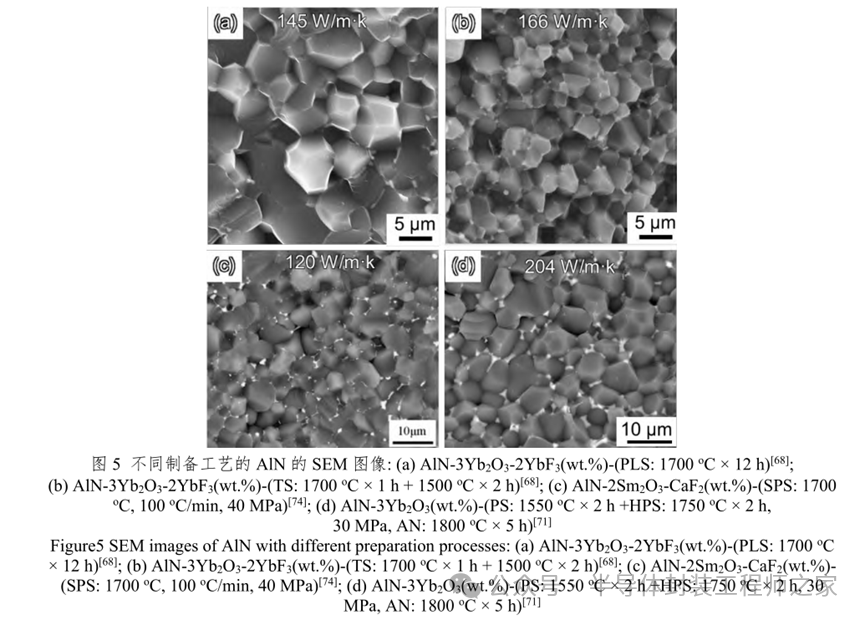
表8展示了不同成分和工藝的AlN的性能對比。本文調研的AlN最高熱導率為248 W/m·K,僅使用Y2O3作為添加劑,采用無壓燒結工藝。許多采用單一稀土氧化物添加劑制備的AlN顯示出較高的熱導率,而多組分添加劑制備的AlN不僅熱導率略遜一籌,其力學性能也并未體現出顯著優勢。就燒結工藝而言,PLS和HPS制備的AlN通常具有更高的熱導率,因為較高的燒結溫度、更長的燒結時間和更緩慢的冷卻速率有利于提高AlN的熱導率,而這兩種工藝非常容易實現這些條件。然而,鑒于SPS工藝燒結時間較短,故并不適合用于制造高導熱的AlN。
表中數據還表明,盡管高熱導率的AlN在熱傳導性能上表現出色,但其力學性能常常不盡人意,這限制了其應用范圍。特別是晶粒尺寸對AlN的整體性能有著重要的影響—較大的晶粒尺寸雖然有助于提升熱導率,卻可能降低其強度。因此,研究者們嘗試采用多步熱處理工藝以優化AlN的綜合性能,即先通過較短的高溫階段促使AlN迅速致密化,然后在經長時間低溫退火繼續提高致密度,同時防止晶粒過度長大,從而同時提升AlN的熱導率和強度。盡管如此,表中使用兩步燒結制備的AlN-3Yb2O3-2YbF3(wt.%)陶瓷仍未滿足《GB/T 39975-2021-氮化鋁陶瓷散熱基片》的性能指標。
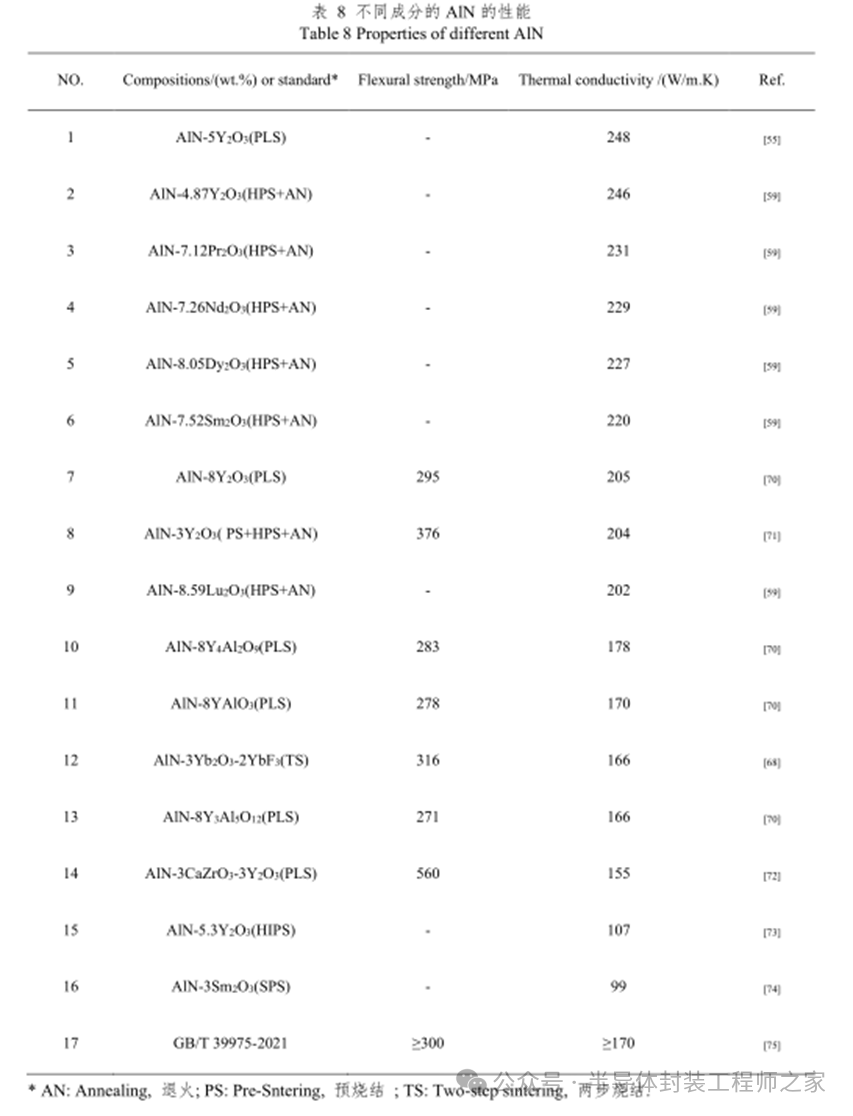
圖5顯示了不同AlN樣品的SEM組織。通過對比圖5a和圖5b可以發現,兩步燒結法制備的AlN晶粒尺寸更小,這有助于提高其強度。此外,傳統無壓燒結法制備的AlN中第二相連續分布,阻斷了整個AlN晶粒,不利于熱傳遞。而兩步燒結法制備的AlN中第二相彌散分布于晶粒交界處,對熱傳遞的阻礙較小,因此具有更高的熱導率。圖5c為SPS工藝制備的AlN的SEM組織,由于燒結時間較短,樣品中仍存在較多空隙和粗大的第二相,導致熱導率下降。同時,短時間的燒結導致添加劑難以有效凈化晶格,晶粒也未充分長大,這些因素均不利于熱導率的提高。相比之下,圖5d展示的AlN樣品經過復雜的熱處理工藝制備,盡管存在粗大的第二相,但其表現出的熱導率可超過200 W/m·K。這一顯著結果可以歸因于采用的預燒工藝,在此過程中,通過將生胚置于石墨坩堝中預燒,有效降低了粉末表面的氧含量,從而使得最終制備的陶瓷材料具有更低的晶格氧含量。因此,降低晶格含氧量對于提升AlN的熱導率最為關鍵。此外,晶粒尺寸和第二相的尺寸及分布對熱導率也存在一定的影響。
2.2.4 Si3N4基板
Si3N4存在 α-Si3N4、β-Si3N4和 γ-Si3N4三種晶體結構,其中 α-Si3N4和 β-Si3N4為六方結構,γ-Si3N4為立方晶尖石結構。商用Si3N4粉末主要為 α 相和 β 相。β-Si3N4是熱力學穩定相,因為 α→β 轉變不可逆。純的 α-Si3N4在2200 oC以下不發生相變,但摻入添加劑后可在2150 oC以下觸發 α→β 轉變,機理是高溫下添加劑與Si3N4表面相互作用形成液相,促進 β 相的形核與長大。
Hirosaki等人通過分子動力學模擬發現,α-Si3N4單晶沿a軸和c軸的理論熱導率分別為105W/m·K和225 W/m·K,而 β-Si3N4相應軸向的熱導率則為170 W/m·K和450 W/m·K。說明 β 晶型更利于提高Si3N4陶瓷熱導率。本調研的Si3N4的最高熱導率為177 W/m·K,僅為理論最大值的39.3 %,提升潛力巨大。
Si3N4的熱導率受晶格缺陷引起的聲子散射效應限制,特別是氧原子替代氮原子會形成硅空位,導致Si3N4的熱導率下降,通常通過摻入添加劑以及優化燒結工藝來控制晶格含氧量。MgO和稀土氧化物等低熔點添加劑常用于Si3N4共燒。其中親氧型添加劑能夠凈化晶格,有助于提升Si3N4的熱導率。但含Al的添加劑易形成固溶體從而降低熱導率,Fe雜質也有類似的負面影響。制備高熱導率Si3N4的燒結工藝應采用高溫高壓、長時間高溫退火及緩慢冷卻等策略,最大限度減少晶格氧含量并促進晶粒生長。
由于Si3N4不同晶粒取向熱導率差異大,還可通過摻入微量 β-Si3N4晶種,結合磁場輔助滑動鑄造、熱壓技術或流延技術等技術,可制備高度各向異性的Si3N4。制備的陶瓷在某一方向(高度c軸取向)的熱導率非常高,但垂直于該方向的熱導率相對較低。
此外,還能夠以硅粉為原料,通過反應燒結法(Reaction-Bonded Sintering,RBS)制備高熱導率Si3N4。該工藝流程涉及硅粉與添加劑的混合及成型、硅粉的氮化以及高溫燒結。反應燒結Si3N4因原材料成本低、氮化過程中坯體尺寸穩定且燒結后無需二次加工而被廣泛應用。理論上,采用高純硅粉制備的Si3N4的晶格含氧量更低,因硅粉的含氧量低于商業高純Si3N4粉末的含氧量。而且,由于氧氣在β-Si3N4中的溶解度遠小于α-Si3N4中的溶解度,所以可以通過調控氮化溫度、延長氮化時間和優化氮化氣氛及升溫速率增加氮化產物中 β-Si3N4的比例,從而降低晶格氧含量,提高整體熱導率。
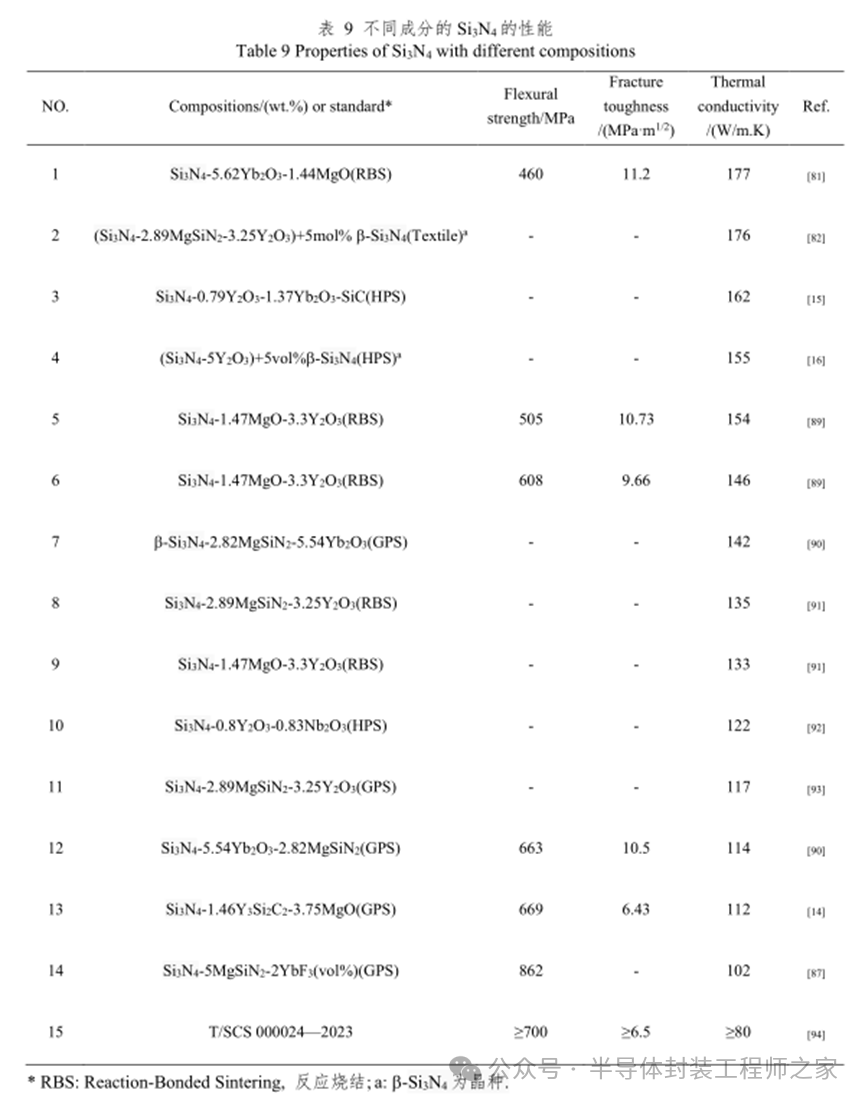
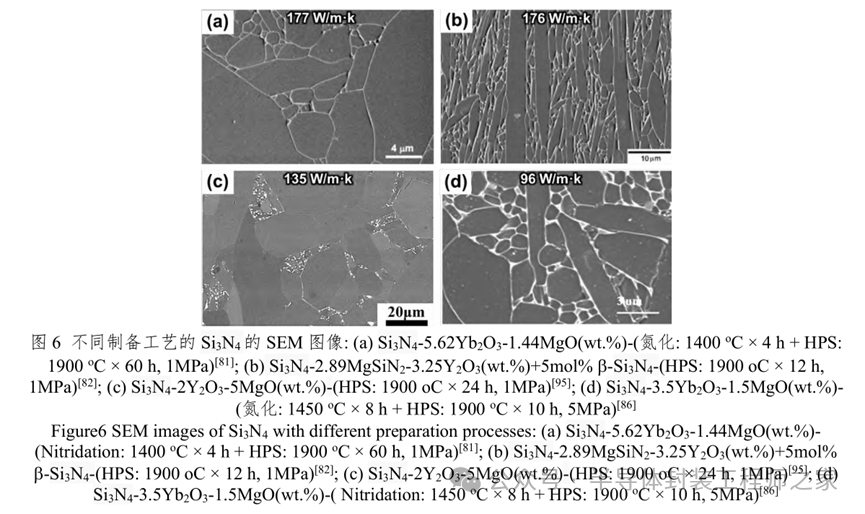
表9展示了不同Si3N4樣品的性能數據。熱導率最高的Si3N4由反應燒結法制備,成分為Si3N4-5.62Yb2O3-1.44MgO(wt.%),熱導率為177 W/m·K。其次為具有高度各項異性的(Si3N4-2.89MgSiN2-3.25Y2O3)(wt.%)+5 mol%β-Si3N4陶瓷。值得注意的是,即使具有高度c軸取向的Si3N4,其熱導率也只達到理論極限的39.11 %,凸顯了制備高熱導率Si3N4的難度和潛力。除添加劑和燒結工藝外,原料的含氧量和晶體類型也是影響Si3N4熱導率的重要因素。例如,Lee等人的研究表明,市售的Si3N4粉末在氮氣下退火一定時長后,含氧量從1.27 wt.%降至0.96 wt.%;使用退火后的粉末制備的Si3N4與使用未退火粉末制備的Si3N4相比,其熱導率提升了18.32 %。Hayashi等人的報告則證明,采用 β-Si3N4作為原料相較于 α-Si3N4能獲得更高熱導率的Si3N4。
目前制備的Si3N4的綜合性能較差。表中高強度的Si3N4的熱導率徘徊在100 W/m·K左右,而熱導率最高紀錄對應的抗彎強度也僅為460 MPa,未能滿足團體標準《T/SCS 000024—2023-高導熱氮化硅陶瓷基片》的要求。未來研究亟待解決的問題是在大幅提升熱導率的同時保持較高的強度和韌性,以避免在市場競爭中失去優勢地位。
通過分析圖6所示不同工藝和成分的Si3N4的SEM圖像,可深入了解其微觀結構特征與熱導率的關系。圖6a展示的優化RBS工藝制備的Si3N4呈現出顯著的晶粒尺寸不均一性,但部分晶粒碩大且孔隙稀少,加上較薄的晶界和非常低的晶格氧,共同支撐其優越的熱導性能。相比之下,具有c軸擇優取向的Si3N4(參見圖6b)存在非均勻的晶粒和明顯的晶界,導致其熱導率與理論值存在顯著差距。為解決此問題,可通過優化添加劑和工藝以增大晶粒尺寸、減少第二相尺寸以及提高干凈晶界的占比,有望提升其熱導率。觀察圖6c所示的傳統燒結法制備的高熱導率Si3N4樣品,盡管存在較多大尺寸晶粒和相對干凈的晶界,但仍可見部分被第二相包圍的小晶粒,這可能是導致其熱導率低的原因。最后,圖6d展示的低熱導率Si3N4的組織中,存在大量小晶粒,且晶粒間存在明顯的第二相或非常厚的晶界,因此熱導率非常低。結合SEM分析可知,制備高熱導率Si3N4的關鍵在于,在確保低晶格含氧量的同時,通過調控添加劑和優化工藝流程,使Si3N4的組織具有高度c軸取向、大尺寸晶粒、干凈的晶界和彌散分布的第二相。
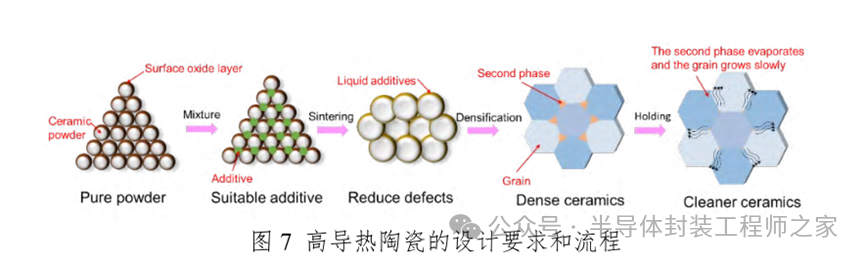
2.3高導熱陶瓷的設計
通過整合上述觀點,可以提煉出制備高熱導率非氧化物陶瓷的核心設計要求(機理如圖7所示):首先要選擇合適的添加劑和燒結工藝獲取致密化的陶瓷;其次添加劑還應具有凈化晶格的作用,能減少陶瓷的晶格缺陷;再次,陶瓷組織內無粗大連續的第二相,且陶瓷的晶界無非晶層;還有,在保證一定的強度下,陶瓷的晶粒尺寸越大越好;最后,對于熱導率在晶型和晶向上存在高度各向異性的陶瓷(如Si3N4),制備的陶瓷組織應主要為最優晶型以及最優取向。
盡管現有大量的研究報道不同的成分、工藝參數與陶瓷性能之間的關系,但陶瓷性能與諸多因素(如粉末雜質含量、粒徑、成分、燒結方式、燒結溫度和燒結時間等)存在復雜聯系,所以難以建立準確的預測模型。然而,隨著人工智能的發展,利用大規模可靠數據訓練人工智能模型對陶瓷性能進行預測已成為可能。例如,日本學者Furushima等人利用支持向量回歸機器學習算法預測RBS制備的Si3N4的熱導率,并取得了滿意結果。通過人工智能輔助設計,不僅可以大幅節省時間和成本,而且是未來高熱導率陶瓷材料設計的重要發展趨勢。
3陶瓷基板的金屬化工藝
在成功制備高熱導平面陶瓷基板之后,需要通過金屬化處理在基板表面形成金屬線路,從而實現器件的焊接和電氣連接。當前工業廣泛應用的成熟金屬化工藝主要包括DPC、DBC以及AMB,此外,學術文獻中還報道了一些新興的金屬化技術,如LAM和TPC。在眾多工藝中,AMB和DBC陶瓷基板以其卓越的高電壓、高功率承載能力脫穎而出,廣泛適用于大型電機驅動器、高壓變換器、SiC器件等大功率應用場景;而其他金屬化工藝則更適合于低功率需求領域,如GaN功率半導體、移動電源設備和汽車控制器等。
目前市場應用及學術研究中,平面陶瓷基板金屬化層多采用銅材料,對其性能評估的核心指標主要集中在金屬層與陶瓷基板的結合力和金屬層的電阻率。此外,針對不同的應用場景,銅層的厚度、線寬、線間距以及可靠性都有特定要求。尤為重要的是,由于銅與陶瓷基板之間顯著的CTE差異,在器件服役過程中,溫度變化和CTE不匹配可能導致陶瓷基板產生應力裂紋,從而影響器件的整體穩定性和可靠性。因此,金屬化陶瓷基板的熱應力翹曲性能和溫度循環穩定性也是關鍵的技術指標。下面各章節將對各類金屬化工藝進行更深入的解析。
3.1 DPC工藝
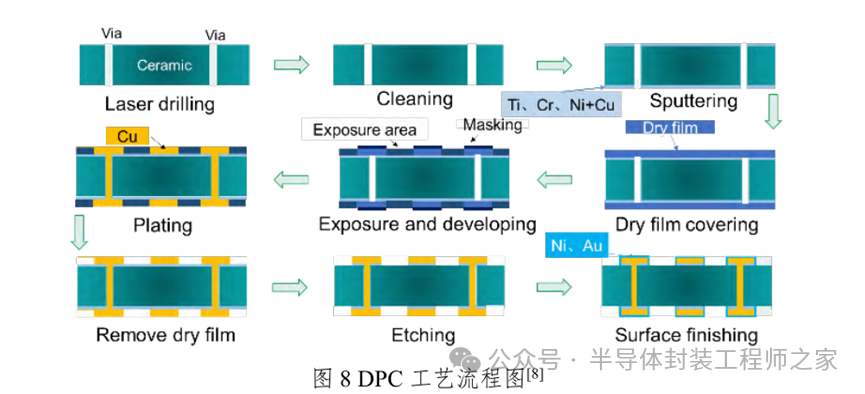
DPC工藝流程如圖8所示。首先,基板經過激光沖孔并徹底清潔,然后在清潔干燥的陶瓷基板上沉積種子層,接著覆蓋干膜并進行顯影曝光,繼而進行電鍍操作,以生成所需的金屬線路。此后,移除多余干膜和種子層,并在銅表面覆蓋一層非活性金屬來保護銅層,以便于后續的釬焊過程。
DPC具有較高的線路精度、良好的金屬層結合強度和線路電阻較低等特點。由于DPC工藝中銅層是通過光刻與電鍍相結合的方式形成,因此其金屬線寬可低于50μm。在電阻和結合強度方面,Hao等人報道的濺射銅層的抗拉強度和方阻分別為3.0 MPa和0.101 ?.cm/□,沉積銅層的方阻為0.334 ?.cm/□。由于Ti與陶瓷基板的結合強度更高,因此,在陶瓷基板上預先濺射一層薄的Ti層后再濺射銅層,可顯著提高結合強度,此時抗拉強度可提升至11.8 MPa。
盡管DPC陶瓷基板具有高導熱性、高線路精度以及可通過通孔連接減少封裝體積等優點,但受限于電鍍工藝,其銅層厚度通常不超過150μm。目前DPC技術主要應用于大功率LED的封裝。在高亮度LED和深紫外LED在高發熱的應用場景中,不僅需要背面配備高導熱基板散熱,正面封裝材料也需考慮熱穩定性和可靠性。傳統的樹脂封裝材料在紫外線和高溫作用下易老化失效,因此目前的研究還傾向于采用高嶺土、金屬鎳、金屬銅等無機或金屬材料在DPC基板上形成壩體結構,再搭配透明石英進行封裝,以提高器件的可靠性。
盡管DPC工藝已被廣泛應用,但仍面臨效率低、通孔填充不良和鍍液通用性差等問題。其中,通孔填充不良會影響器件的性能、穩定性和可靠性。其形成原因是電鍍過程中,銅更易在通孔表面填充,導致在內部未充實的情況下使通孔閉合,最終在通孔內部形成孔洞。電鍍通孔填充質量受電鍍電流和添加劑配方的影響,通過優化電鍍液配方及輔助工藝參數可改善通孔填充質量。Wang等人通過改進電鍍液配方和攪拌速率實現了高縱橫比及無缺陷的鍍銅通孔。其機制是通過抑制劑選擇性抑制通孔表面沉積,同時使用加速劑選擇性加速通孔內部沉積,當工藝參數適宜時,可形成無缺陷的鍍銅通孔。
此外,DPC陶瓷基板在電鍍過程中可能存需要過長的的電鍍時間、鍍層厚度不均勻以及鍍層內部存在宏觀殘余應力等問題。其中,過高的殘余應力可能引發鍍層開裂或彎曲,且殘余應力在銅層內部積累可能影響陶瓷基板的熱穩定性。為緩解這些問題,可以通過優化鍍液配方和工藝減小基板的殘余應力,如Thomas等人通過改進電鍍液配方減少電鍍銅對基板通孔附近區域的殘余應力。
根據QYresearch的數據,全球DPC陶瓷基板市場規模在2022年已達到2.40億美元,預計至2029年將以4.43 %的復合年增長率增長至3.27億美元。盡管DPC陶瓷基板具有較好的市場前景,但由于環境污染問題許多城市限制電鍍生產,間接影響DPC工業的發展。此外,DPC工藝中使用的精密濺射鍍膜設備的高昂的價格也提高了整體成本。因此,迫切需要研發新的技術,提高DPC陶瓷基板的線厚并降低成本,從而增強其在市場競爭中的優勢。
3.2 DBC工藝
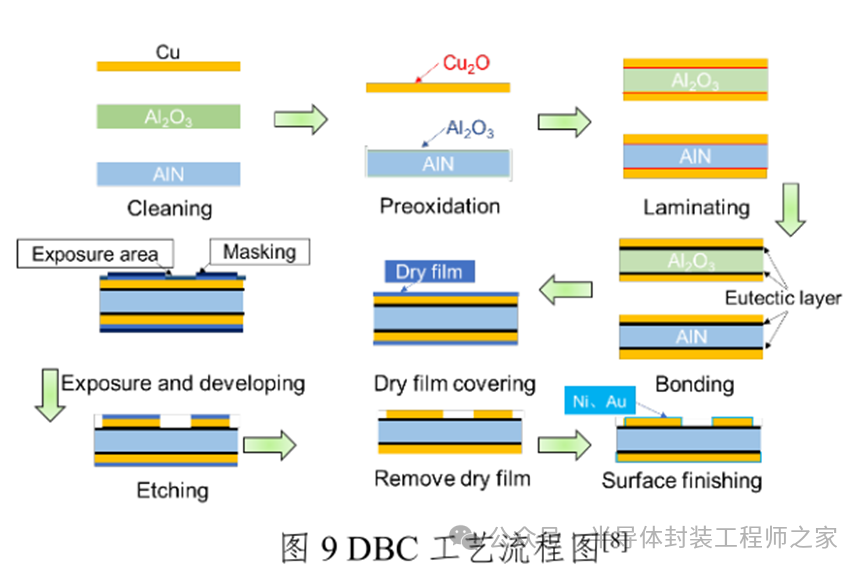
DBC技術最早由Burgess等人于1973年開創性地提出,其基本原理在于利用銅箔表面氧化層在高溫下形成Cu-O共晶熔體,該熔體具備卓越的潤濕性能,在1065°C共晶溫度下能夠有效聯結陶瓷基板與未反應的銅箔,在冷卻凝 固 后 確 保 兩 者 間 的 強 韌 結合, 這 一 工 藝 流 程 的 可 參 見 圖9。
在1065°C附近,Cu-O形成的共 晶 相 , 鑒 于 純 銅 熔 點 為1083°C,故共晶鍵合需在1065°C至1083°C的溫度范圍內進行,實際操 作 多 集 中 在1070°C至1075°C。降溫過程中,Cu-O共晶中的過飽和氧會以Cu2O沉淀形式析出;在Al2O3或AlN陶瓷中,還可能出現CuAlO2和CuAl2O4等附加反應產物。共晶液的形成及其氧含量對于鍵合效果至關重要,鑒于氧氣在銅熔體中的擴散率極低(10-5 cm2/s),難以在鍵合過程中引入足量氧,故通常通過預氧化銅箔在銅箔表面形成Cu2O以促進共晶液生成。銅中氧含量還對鍵合界面的強度有顯著影響,因此對其精準調控是確保鍵合性能的核心環節。
DBC工藝需要搭配特定的基板使用。純銅熔融體對Al2O3、AlN和Si3N4的潤濕性較差,潤濕角超過130°。通過增加鍵合過程的氧分壓和銅熔體的氧含量,可大幅度減少其在Al2O3表面的潤濕角。雖然AlN也可通過增加鍵合過程的氧分壓、在真空環境下鍵合或延長鍵合時間以改善潤濕性,但效果非常有限。因此一般是對AlN進行預氧化處理,以在表面生成一層Al2O3,再通過上述方法進行鍵合。但這些方法都難以改善銅熔體與Si3N4的潤濕性,所以很少對Si3N4使用DBC工藝。
DBC結構中銅層的厚度范圍在120μm至700μm,濕法刻蝕技術使得銅層線路寬度達到200μm,且良好的DBC基板中銅層與基板之間的結合強度高于65 N/cm。但如此大的線寬限制了DBC陶瓷基板在精密電子器件的應用。
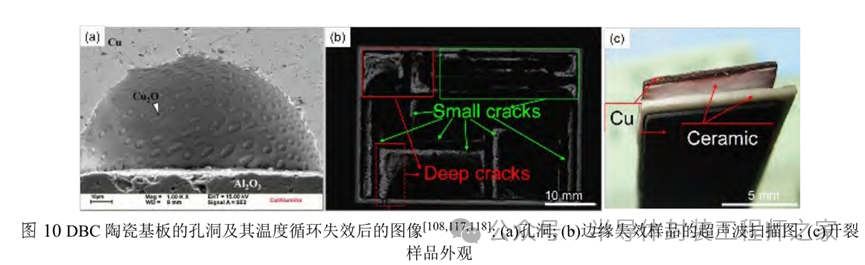
此外,DBC陶瓷基板還面臨鍵合界面存在孔隙及溫度循環可靠性差的雙重挑戰。孔隙現象如圖10a所示,其確切原因尚未明確,推測可能與高溫下Cu2O還原為Cu時釋放氧氣以及陶瓷基板的氣體釋放有關。關于DBC陶瓷基板的熱循環可靠性差的問題,是由于陶瓷與銅層的巨大CTE差異,在溫度循環測試中,這種差異導致基板內部應力累積,最終引發疲勞斷裂。Pietranico等人指出DBC陶瓷基板在溫度循環中失效的主要機理:一是在DBC基板上,疲勞裂紋起始于銅層內的敏感幾何位置或接近銅/陶瓷界面,并在達到特定閾值后擴展并分支穿入陶瓷層;二是由于陶瓷層本征缺陷引發的脆性斷裂,裂紋沿最大主應力方向垂直穿過界面。圖10還展示了幾例典型的DBC陶瓷基板失效案例,超聲波掃描結果顯示銅層邊緣存在白色特征區域,指示此處已出現裂紋(參閱圖10b,而圖10c的破裂樣品橫截面清晰揭示裂紋存在于陶瓷基板內部而非銅層與陶瓷界面。針對此難題,通過優化銅層設計、鋁箔代替銅箔,以及增加基板強度和韌性等手段,能夠顯著提高DBC陶瓷基板的溫度循環可靠性。
DBC技術的市場潛力得益于其相對簡單的設備和工藝。據QYResearch報告,2022年全球DBC陶瓷基板市場的銷售額為4.4億美元,預計到2029年將增長至8.24億美元,年復合增長率為7.75 %。同樣。盡管DBC陶瓷基板的銷售額增長顯著,但其市場份額較低,主要原因是基板適配性以及其溫度循環可靠性較差導致無法在大功率器件中應用。此外,DBC陶瓷基板在濕法刻蝕工藝中面臨的線路精度限制,也影響了其在小體積封裝市場的應用。因此,提升DBC陶瓷基板在溫度循環可靠性、陶瓷基板的適配性和線路精度,是擴大其市場份額的關鍵。
3.3 AMB工藝
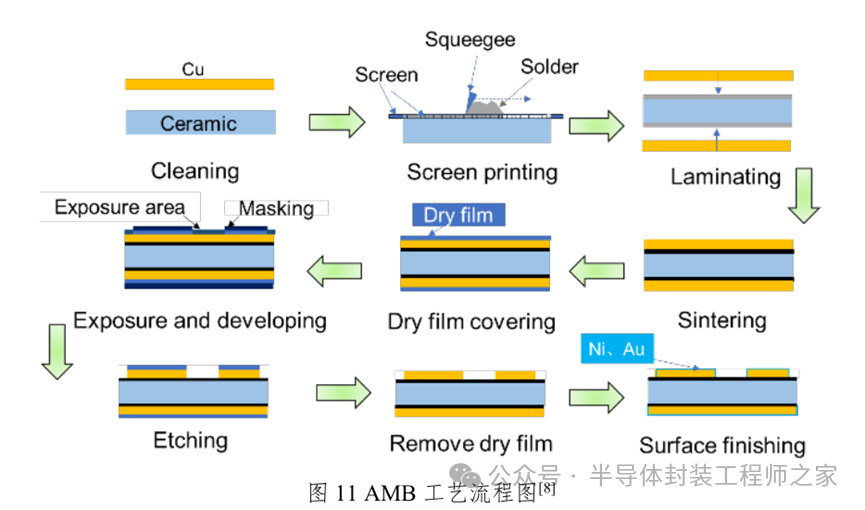
在新能源汽車行業中,SiC模塊備受重視,但當SiC功率器件的結溫升高至250°C時,由于DBC陶瓷基板在高溫條件下的溫度循環可靠性很差,導致其應用受限。因此,為解決這一問題,研究者開發了AMB陶瓷基板。AMB工藝流程(參見圖11)如下:首先,在潔凈的陶瓷基板上涂覆一層薄薄的焊料,隨后將銅箔貼合在焊料上并放置在800 oC至950 oC的真空環境下使焊料熔化,待焊料冷卻后即可形成穩固的連接。接下來,通過濕法刻蝕技術制作金屬圖案以滿足大功率器件的電氣連接需求。
鑒于常規金屬與陶瓷基板間的潤濕性較差,通常使用活性金屬焊料改善潤濕性以提高接頭強度。活性金屬焊料是指至少含有一種活性金屬元素的焊料,當前主要活性元素為Ti及鑭系元素。AMB工藝中常用的活性焊料主要包括Sn-Ag-Ti和Ag-Cu-Ti體系,其中Ti作為活性金屬增強焊料與陶瓷間的潤濕性,Sn和Ag則起到降低熔點以及提高接頭的導熱性能的作用。
然而,AMB工藝必須在高真空或保護氣氛下實施,這限制了其工藝的適用性。為克服此局限性,研究者開發出可在大氣環境中進行的反應空氣釬焊(Reactive Air Brazing,RAB)技術。RAB技術采用的釬焊填充金屬主要由貴金屬(如Ag、Ag-Pd合金)和金屬氧化物(如CuO、V2O5、Nb2O5、SiO2和Al2TiO5)構成,從而賦予接頭良好的抗氧化性能。在RAB過程中,金屬氧化物能夠附著于陶瓷基底表面并與之反應,通過熔融填充金屬與界面的協同作用增強陶瓷基底的潤濕性。同時,貴金屬的優良延展性有助于緩解接頭內部熱應力,而金屬氧化物的加入則有助于減少接頭與陶瓷基體間由CTE差異引發的殘余應力。
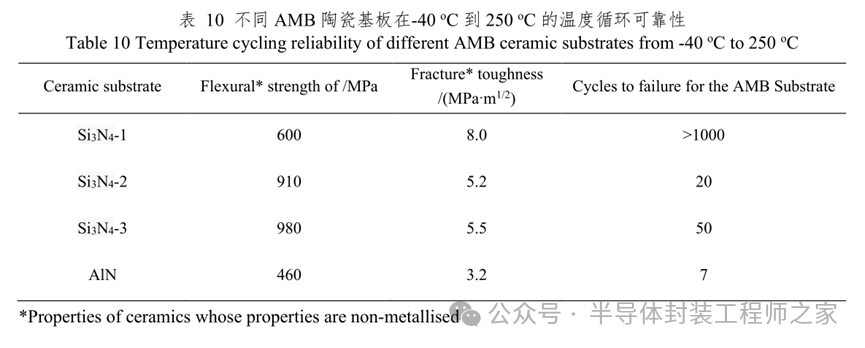
高溫釬焊工藝中,由于銅箔、焊料與陶瓷基板間CTE的不匹配,導致金屬化基板內部積累殘余應力,且該應力的大小與銅層、焊料及其反應層的厚度直接相關,通常隨著厚度增加,殘余應力相應增大。為緩解這一問題,研究者采取了若干策略,如在焊料中添加改性粒子以調和CTE的匹配性,或采用激光在陶瓷表面預置溝槽后再進行釬焊,這些方法都能在降低殘余應力的同時增強接頭強度。同時,CTE不匹配還會顯著削弱AMB陶瓷基板的溫度循環可靠性,可通過優化焊料配方進行改善。此外,陶瓷材料的韌性在溫度循環可靠性中起著關鍵作用。Miyazaki等人通過對不同性能的陶瓷制備的AMB陶瓷基板進行溫度循環(-40°C至250°C)可靠性實驗,結果如表10所示。其中抗彎強度為600 MPa、韌性為8.0 MPa·m1/2的Si3N4基板金屬化后循環1000次依然保持完好,而抗彎強度雖然為980 MPa但韌性降為5.5 MPa·m1/2的Si3N4基板金屬化后經50次溫度循環就發生失效,以及韌性更低的AlN基板金屬化后僅經7次循環就失效。由此得出結論,在評估溫度循環可靠性時,陶瓷材料的韌性相較于抗彎強度更為敏感,因此,在滿足強度的同時選用高韌性的陶瓷基板更契合AMB工藝的需求。
伴隨新能源汽車技術向800 V電壓平臺的轉型升級,主驅逆變器功率模塊正逐步由硅基模塊轉向SiC模塊,與此相適應,其支撐基板也由DBC陶瓷基板轉為AMB-Si3N4基板,由此推動了AMB-Si3N4基板市場需求的持續增長。參考2022年QYresearch的研究報告,當年全球AMB陶瓷基板市場的銷售額已達到4.33億美元,預計至2029年市場規模將躍升至28.72億美元,對應年復合增長率為26.0 %,凸顯出AMB陶瓷基板在市場上的強勁增長趨勢。
AMB工藝具有設備、工藝簡單、高可靠性、不受陶瓷基板限制等優點,是在大功率器件的應用中最具發展潛力的金屬化工藝。然而,鑒于大功率電子器件行業的快速發展,對AMB的力學性能和長期運行可靠性提出了更高的標準,因此需要對其進行持續優化和提升。同時,AMB陶瓷基板與DBC陶瓷基板一樣面臨線路精度不足的技術瓶頸,若能開發新技術使其線路精度與DPC工藝相媲美,AMB陶瓷基板將有望在未來替代其他同類基板,展現出巨大的應用潛力。
3.4 LAM工藝
LAM工藝通過激光束對含鋁陶瓷基板進行選擇性照射,被照射的陶瓷材料還原成活化的金屬原子,隨后將其浸入含Cu2+的化學鍍液中,活化原子促使Cu2+還原并沉積在被照射的區域,形成金屬線路圖案。
化學鍍是一種無需外加電流的自催化氧化還原過程,通過溶液中的化學還原劑將金屬離子還原為固體金屬,而這一還原過程的能量驅動來自于溶液中的化學還原劑。通常鍍液中的金屬難以自發還原,通常需要催化劑作為中間媒介,以降低金屬成核的活化能。一旦催化劑顆粒成功沉積在基底表面,即可觸發大范圍的金屬沉積。
LAM工藝常用含鋁基板進行加工,因為激光照射后可以形成活化的Al原子。但Al原子的催化性能并不理想,需要其它的催化劑來提高沉積效率。Bindra等人的研究表明,Pd和Pt在堿性介質中具有優異的催化性能。盡管Pd基催化劑在選擇性活化方面存在局限性,但Pd因其出色的催化活性而被LAM工藝優先選用。因此,通常先在陶瓷基板上涂覆一層PdCl2,激光照射后,PdCl2會分解成PdO和單質Pd,二者均可作為化學鍍銅的有效催化劑。
當前,LAM工藝在學術研究中主要關注提高線路精度和增強可靠性兩個核心問題。激光照射產生的熱效應會形成熱影響區,熱影響區也會形成少量的活化金屬,導致線路增寬。為此,相較于納秒激光,采用皮秒激光可以更精確地聚焦能量,形成狹窄而深入的活化區域,從而同步提高線路精度和金屬層的結合強度。此外,Lv等人在激光照射后利用王水(硫酸與硝酸體積比為3:1的混合溶液)選擇性溶解熱影響區內的活化原子后,再進行化學鍍,有效減小了線路寬度。關于可靠性方面,DeSilva等人發現,沉積銅層在500 oC退火處理后,其附著力可從初始的約15 MPa顯著提升至48 MPa。
LAM工藝設計對激光參數、陶瓷基板特性和電鍍工藝參數具有高度敏感性,盡管該技術結合了電鍍銅的成本優勢和LAM工藝的高線路精度的特點,但高昂的激光設備成本和化學鍍帶來的環境污染問題仍然是限制其進一步普及的重要原因。盡管面臨這些挑戰,LAM技術仍在不斷發展中,其在未來的應用前景仍值得期待。
3.5 TPC工藝
TPC技術利用絲網印刷工藝,在潔凈陶瓷基板上涂覆粘性漿料,經歷干燥后疊加印刷銅漿,并經再次干燥和燒結處理,可形成厚度介于5至50μm的金屬膜層。對于需要更厚銅層的應用場合,須重復進行多次印刷、干燥及燒結。TPC工藝通過消除濕法刻蝕過程,能夠直接在陶瓷基板上印刷金屬線路,有效降低了金屬漿料的消耗。此外,通過對絲網印刷參數的精細化調控,TPC工藝能夠實現不同厚度的金屬圖案。
TPC工藝中,金屬層與陶瓷基板的結合強度與燒結溫度緊密相關。當燒結溫度超過925 oC時,金屬層與基板間的附著力低于10 N/mm2,而在適宜的燒結條件下,附著力可提升至30 N/mm2。值得一提的是,與DBC陶瓷基板相比,TPC陶瓷基板在溫度循環可靠性方面展現出顯著優勢,其循環次數遠超DBC陶瓷基板,且不依賴于特定的基板類型。然而,印刷的金屬層內部存在的孔隙和雜質問題導致金屬層電阻增大,這是TPC技術有待解決的關鍵問題之一。
盡管面臨電阻增加與燒結工藝優化的挑戰,鑒于TPC陶瓷基板在基板可靠性方面的突出優勢,其在眾多領域中仍展現出廣泛的潛在應用前景。為進一步推進TPC技術的應用,有必要繼續探索和解決其電阻過高和燒結工藝繁瑣等相關問題。
4結論與展望
本文綜合評析了電子封裝中的平面陶瓷基板及其金屬化技術的研究進展與特性。結果顯示,Al2O3基板因熱導率和強度局限,適用于低功耗場合;SiC基板盡管熱導率優越,但強度低、介電常數高,尚存改進空間;AlN基板熱導率高,但力學性能有待提升;Si3N4基板熱導率潛力大,盡管嘗試多種辦法制備,但實際熱導率偏低。后三者的熱導率提升的關鍵在于控制晶格氧缺陷、第二相含量、晶粒尺寸等要素,可采取親氧添加劑、高溫燒結、延長燒結或熱處理時間以及采用多步燒結等方式優化。
關于金屬化工藝,DPC工藝實現了高精度線路,但受限于線路薄、高昂的設備成本及環境污染;DBC工藝簡易,但面臨溫度循環可靠性性差和孔隙問題;AMB工藝展現出優秀的溫度循環可靠性,應用前景廣泛,當前核心在于開發新焊料、強化接頭強度與可靠性;LAM工藝也具有高線路精度的優勢,但設備成本較高且也存在環境污染的風險;TPC工藝雖簡單可靠,但受限于高電阻和厚銅層制備過程繁瑣。
未來發展趨勢上,建議首先運用人工智能優化高熱導陶瓷的成分設計與工藝流程,提升效率;其次,針對現有高熱導陶瓷高溫燒結難題,開發適于工業化規模生產的低溫快速燒結技術。上述的基板中,Si3N4基板具備最大的發展潛力,需攻關提升其實測熱導率至60 %理論最大值以上,同時保持高強度和韌性。此外,DPC和LAM工藝需研發技術以增加線路厚度,探討化學替代法降低成本;DBC和AMB工藝需研發更高精度的刻蝕技術;TPC工藝則需革新材料和工藝以降低電阻及簡化工藝流程。
總之,期望未來能研制出具備高導熱、高強度、高韌性、低CTE以及低介電常數的陶瓷基板,結合厚線路的DPC工藝或高線路精度的AMB工藝,有效滿足大功率器件的各種封裝需求。
-
晶體管
+關注
關注
77文章
9979瀏覽量
140645 -
功率器件
+關注
關注
42文章
1909瀏覽量
92148 -
電子封裝
+關注
關注
0文章
83瀏覽量
11064 -
陶瓷基板
+關注
關注
5文章
234瀏覽量
11736
原文標題:電子封裝陶瓷基板及其金屬化工藝
文章出處:【微信號:wc_ysj,微信公眾號:旺材芯片】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
平面全屬化封裝技術
為什么你需要一塊DPC陶瓷基板
陶瓷封裝基板——電子封裝的未來導向
什么是陶瓷金屬化?斯利通來告訴你!
了解金屬化陶瓷基板無銀AMB銅技術粘合的高度可靠性





 工商網監
工商網監
評論