") 微電子封裝切割熔錫失效分析及對策
微電子封裝切割熔錫失效分析及對策
共讀好書
方欣
華潤安盛科技有限公司
摘要:
熔錫是微電子封裝QFN(QuadFlat No-leads Package,方形扁平無引腳封裝)產(chǎn)品在切割生產(chǎn)過程中的核心質(zhì)量不良,是導(dǎo)致產(chǎn)品可焊性失效的關(guān)鍵風(fēng)險點。本文針對QFN 封裝產(chǎn)品的切割生產(chǎn)過程進(jìn)行熔錫失效的原因分析和對策探討。
0 引言
QFN 封裝切割的工藝特點是通過高速旋轉(zhuǎn)的切割刀片將整條料片切割分離成單顆的產(chǎn)品。在切割生產(chǎn)過程中,刀片和產(chǎn)品本身容易受到切削高溫的影響,使產(chǎn)品引腳表面的錫層發(fā)生異常熔化,這一現(xiàn)象通常稱為切割熔錫。由于熔錫不良會導(dǎo)致產(chǎn)品可焊性失效,這在微電子封裝生產(chǎn)過程中屬于嚴(yán)重的質(zhì)量不良。因此,解決QFN 產(chǎn)品的切割熔錫問題顯得非常重要,本文著重分析微電子QFN 封裝產(chǎn)品在切割過程中的熔錫成因和探討其控制方法。
1 切割熔錫的成因
1.1 QFN 切割工藝簡述
通常,QFN 產(chǎn)品在封裝后道的工藝流程如下:
塑封→電鍍→后烘→打印→切割
其中,QFN 封裝產(chǎn)品切割工藝如圖1 所示,整條料片通過刀片旋轉(zhuǎn)切割分離成單顆的產(chǎn)品。切割移動過程中,刀片表面和產(chǎn)品表面錫層同時采用冷卻水進(jìn)行噴射降溫處理,以降低刀片和產(chǎn)品所產(chǎn)生的切削高溫,避免產(chǎn)品造成切割熔錫等質(zhì)量不良。

1.2 切割熔錫失效的成因及特征
(1)當(dāng)傳遞到產(chǎn)品切割面的切削溫度高于純錫的熔點溫度232℃時,QFN 封裝產(chǎn)品切割面的引腳則有熔錫的風(fēng)險;
(2)當(dāng)傳遞到產(chǎn)品切割面的切削溫度低于純錫的熔點溫度232℃時,QFN 封裝產(chǎn)品切割面的引腳則沒有熔錫的風(fēng)險。
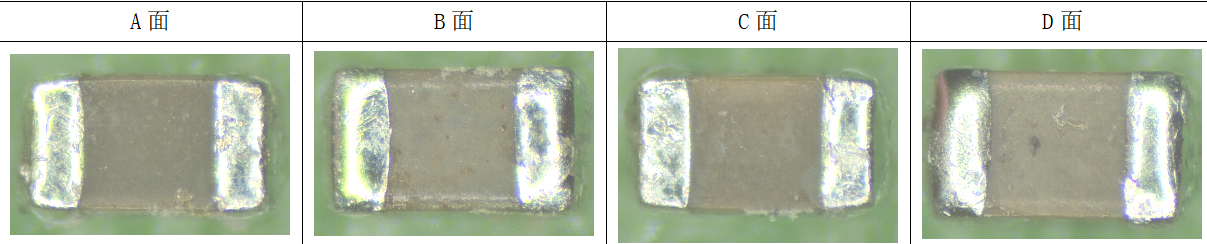
根據(jù)成因分析可知,切割熔錫失效主要是由于切割刀片傳遞到產(chǎn)品引腳表面錫層的溫度超過了純錫的熔點。根據(jù)熔錫位置不同,QFN 封裝產(chǎn)品切割熔錫失效有兩種特征:
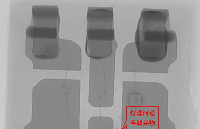
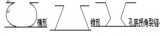
如圖2,產(chǎn)品引腳錫層產(chǎn)生局部的熔錫失效:

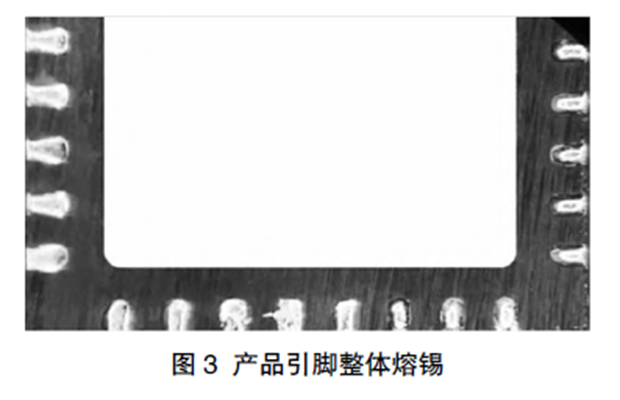
如圖3,產(chǎn)品引腳錫層產(chǎn)生整體的熔錫失效:
1.3 熔錫失效的不良后果
在QFN 封裝產(chǎn)品從整條料片切割成單顆產(chǎn)品的生產(chǎn)過程中,當(dāng)切削所釋放出來的溫度高于產(chǎn)品錫層熔點時,產(chǎn)品引腳表面的錫層會產(chǎn)生熔化。這樣會造成引腳錫層脫落、銅層裸露氧化的現(xiàn)象,使產(chǎn)品在PCB 板、電路板等焊接應(yīng)用的過程中,產(chǎn)生引腳虛焊、脫焊、短路等可焊性失效的質(zhì)量異常。
綜上所述,切割熔錫失效將直接造成產(chǎn)品可焊性失效的問題,這在電子元器件生產(chǎn)應(yīng)用中是重要的質(zhì)量隱患。因此,控制切割熔錫是微電子QFN 封裝生產(chǎn)的一個關(guān)鍵點,我們從切割工藝設(shè)計和設(shè)備應(yīng)用的角度來實驗分析,針對影響切割熔錫的風(fēng)險因素進(jìn)行相應(yīng)的對策探討。
2 切割熔錫的風(fēng)險點分析
如表1 所示,通過人、機(jī)、料、法、環(huán)五個維度來分析整體料片切割成單顆產(chǎn)品的過程,識別出QFN封裝切割過程中的熔錫風(fēng)險點。

從分析可知,切割熔錫的過程風(fēng)險因素中,人員方面、設(shè)備本身、生產(chǎn)工藝方法、生產(chǎn)環(huán)境所造成產(chǎn)品切割熔錫的風(fēng)險低,基本不會產(chǎn)生切割熔錫的問題。料片、切割刀片產(chǎn)生切割熔錫的風(fēng)險中等,在其選型方面,應(yīng)遵循料片和刀片材料在常規(guī)的切割工藝條件下,本身不會造成切割熔錫這一原則。而設(shè)備噴嘴、供給冷卻水直接作用于料片和刀片的表面,是切割熔錫的高風(fēng)險因素,也是解決和控制切削高溫造成切割熔錫的關(guān)鍵點。我們著重對噴嘴和冷卻水這兩個因素進(jìn)行分析和探討。
3 冷卻水的影響
3.1 冷卻水的溫度過高
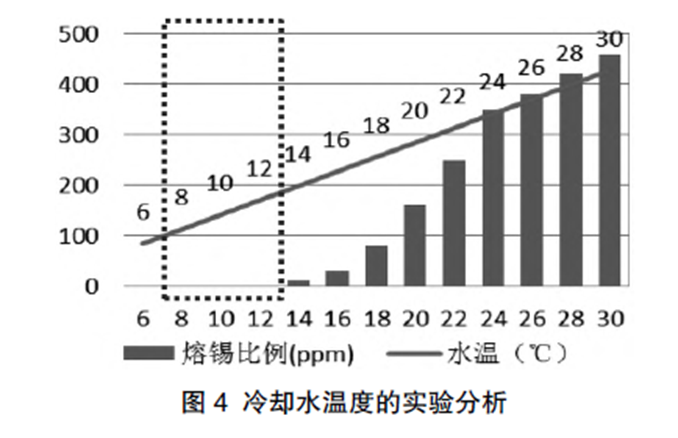
冷卻水溫度是影響切割熔錫失效的關(guān)鍵因素,在產(chǎn)品切割過程中,控制切割冷卻水的溫度至關(guān)重要。如圖4 所示,為冷卻水溫度對產(chǎn)品熔錫的影響趨勢分析。由批量生產(chǎn)驗證數(shù)據(jù)得知,隨著冷卻水溫度的升高,產(chǎn)品熔錫的風(fēng)險比例越高,熔錫數(shù)量也逐步增加;而水溫越低,產(chǎn)品熔錫的風(fēng)險越小,熔錫的比例越少。結(jié)合廠務(wù)動力成本和產(chǎn)品品質(zhì)來綜合考慮,切割冷卻水的輸出溫度控制在10±2℃,能夠有效降低切割熔錫的風(fēng)險,且較為經(jīng)濟(jì)合理。
3.2 冷卻水的流量過小
3.2.1 冷卻水流量的區(qū)間控制
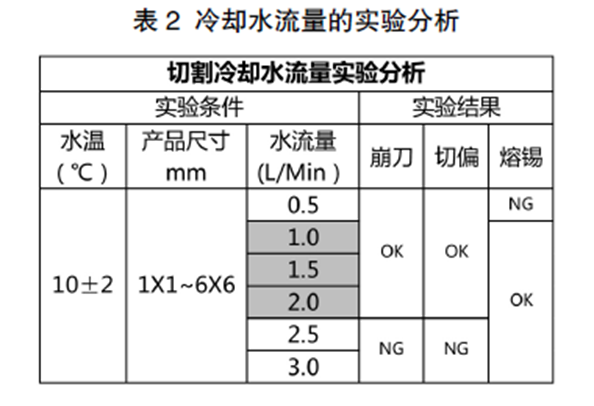
如表2 所示,在水溫條件穩(wěn)定的情況下,采用大小不同的水流量進(jìn)行產(chǎn)品切割實驗分析。從數(shù)據(jù)分析可以看出,異常的水流量大小,會產(chǎn)生刀片崩刀、切割偏移、切割熔錫等質(zhì)量不良。當(dāng)切割冷卻水流量過小時,切割刀片所產(chǎn)生的高溫不能及時降低而傳遞到產(chǎn)品引腳的錫層面,導(dǎo)致切割熔錫的問題。理論上,切割冷卻水流量越大其冷卻效果越好,在實際應(yīng)用過程中,應(yīng)綜合考慮如水流量過大容易造成刀片崩刀、產(chǎn)品位移切偏等不良因素。從實驗結(jié)果可知,切割冷卻水流量控制在1.0-2.0L/Min 這一區(qū)間相對穩(wěn)定可靠。
3.2.2 冷卻水流量的穩(wěn)定性控制
如上述分析可知,噴嘴出水流量的大小會影響到切割熔錫失效的比例,因此冷卻水流量輸出的穩(wěn)定性也是非常關(guān)鍵的一個控制點。在實際應(yīng)用過程中,水流量穩(wěn)定性控制可從動力供給和設(shè)備裝置兩方面來考慮。動力供給方面,可優(yōu)先選用潔凈度等級高于普通自來水的純水,并在設(shè)備冷卻水的進(jìn)水口安裝過濾器裝置來提高冷卻水水質(zhì)的穩(wěn)定性。而設(shè)備裝置方面,可采用電子流量計控制的設(shè)計方式來輸出冷卻噴射水的水流量,通過設(shè)定輸出目標(biāo)值,自動監(jiān)測和自動識別補(bǔ)償實際出水供給的水流量大小。相比較傳統(tǒng)的機(jī)械流量計而言,電子流量計能夠自動調(diào)節(jié)控制,自動修復(fù)水流波動、管路堵塞等供給不穩(wěn)定的因素,可提前預(yù)防水流量異常的問題,提升冷卻系統(tǒng)的穩(wěn)定性。
4 噴嘴的影響
噴嘴是切割冷卻水的傳輸裝置,它將切割冷卻水均勻地噴射到刀片和產(chǎn)品的表面,使刀片和產(chǎn)品在切割過程中的有限空間實現(xiàn)快速降溫。針對噴嘴的設(shè)計應(yīng)用,應(yīng)從噴嘴冷卻的均勻性、噴射的覆蓋面積、排屑的有效性這三個方面來考慮,以避免產(chǎn)品切割熔錫的風(fēng)險。
4.1 噴嘴的功能結(jié)構(gòu)設(shè)計
實際應(yīng)用中,刀片兩側(cè)的刃口通常需要實現(xiàn)瞬間降溫,以滿足各種QFN 產(chǎn)品尺寸、材料類別的加工需求。特別是在切割有特殊工藝要求、熔錫敏感的產(chǎn)品時,提升刀片和產(chǎn)品的冷卻效果尤為重要。
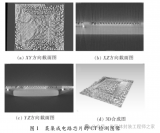
如圖5 所示,在A 點部位設(shè)計90°垂直于刀片表面的噴嘴裝置,可提升噴嘴傳輸冷卻水的有效性,使冷卻水有效地作用于刀片,起到良好的刀片冷卻效果。同時,還可在B 點部位設(shè)計帶有60°扇形角度的產(chǎn)品噴嘴裝置,這樣能夠?qū)Ξa(chǎn)品的引腳表面及切割槽深度同步進(jìn)行噴射冷卻。這樣的設(shè)計方式提高了產(chǎn)品切割的排屑能力,且大幅度提升了設(shè)備冷卻系統(tǒng)的兼容能力,降低了切割熔錫的風(fēng)險。

如表3 所示,從噴嘴功能設(shè)計實驗分析的結(jié)果可以看出:實驗4,在A 部位的刀片區(qū)域、B 部位的產(chǎn)品切割區(qū)域采用雙路冷卻水噴嘴裝置的設(shè)計,其降溫冷卻效果明顯,質(zhì)量控制最為穩(wěn)定,產(chǎn)品沒有切割熔錫不良的問題。而實驗1、2、3,不采用冷卻噴嘴裝置或采用單一的噴嘴功能設(shè)計,產(chǎn)品的冷卻效果均存在一定的局限性,在切割特定產(chǎn)品或特殊工藝條件下,均有切割熔錫的質(zhì)量不良。

從實驗結(jié)果得知,設(shè)備噴嘴采用雙路冷卻的功能設(shè)計,能夠提升切割不同產(chǎn)品的兼容能力,提升切割效率,減少切割熔錫失效的風(fēng)險。
4.2 噴嘴口的形狀設(shè)計
噴嘴的噴射口采用不同的形狀設(shè)計,其作用效果有很大差別。如表4 所示,切割冷卻噴嘴的噴射口采用3 種不同的形狀設(shè)計,其冷卻效果和熔錫風(fēng)險明顯不同。具體如下:
1、采用聯(lián)排孔形狀的設(shè)計方式,噴射出水為圓柱形狀。該形狀設(shè)計的噴水集中作用于刀片局部的固定區(qū)域,刀片局部面積受到水壓的沖擊力較大。在實際應(yīng)用中,其崩刀風(fēng)險高,且噴射覆蓋的面積小,整體的冷卻效果差,熔錫的風(fēng)險高。
2、采用“一”字形狀的設(shè)計,噴射出水為直線形狀。整體的冷卻效果比聯(lián)排孔設(shè)計好,噴射覆蓋面積、崩刀和熔錫風(fēng)險有明顯的改善。
3、采用“I”字形狀的設(shè)計,噴射出水為扇面形狀。該結(jié)構(gòu)形狀設(shè)計的噴嘴呈扇形霧狀的形態(tài)噴射,因此降低了水壓對于產(chǎn)品和刀片的沖擊力,減少了切偏和崩刀的風(fēng)險。同時,出水呈扇面形狀噴射,其噴射覆蓋面積廣,能夠?qū)⒗鋮s水有效地噴射到刀片和產(chǎn)品所需降溫的全部區(qū)域,這樣就大幅度地提升了冷卻效果,產(chǎn)品熔錫風(fēng)險則明顯降低。

通過實驗對比,刀片冷卻噴嘴采用“I”字形狀的結(jié)構(gòu)設(shè)計,其實用性最好。應(yīng)用到實際生產(chǎn)中,能夠有效降低切割熔錫等質(zhì)量隱患,從而提升QFN 封裝切割的穩(wěn)定性。
5 切割熔錫失效的管控
針對切割熔錫的控制,可以從廠務(wù)動力供給布局、產(chǎn)品工藝流程管控、設(shè)備功能結(jié)構(gòu)設(shè)計等方面來考慮。
1、建立廠務(wù)動力車間,采用冷水機(jī)等制冷設(shè)備將常溫的切割水降低到切割工藝所需的水溫。盡可能縮短冷卻水輸入和輸出管道的距離,并采用隔熱保溫棉包裹,減少水溫在傳輸過程中的熱量消耗,確保冷卻水的供給溫度穩(wěn)定且可控制。
2、建立新產(chǎn)品、新材料的風(fēng)險評估流程。根據(jù)產(chǎn)品生產(chǎn)評估結(jié)果,將切割參數(shù)、工藝條件、生產(chǎn)要求等制定標(biāo)準(zhǔn)作業(yè)流程。針對核心風(fēng)險點進(jìn)行分級授權(quán)管控,避免量產(chǎn)時造成切割熔錫失效。
3、在設(shè)備設(shè)計層面,將應(yīng)用穩(wěn)定的噴嘴機(jī)構(gòu)等備件圖紙進(jìn)行標(biāo)準(zhǔn)化。同步上傳系統(tǒng)存檔并更新到設(shè)備技術(shù)協(xié)議,為后續(xù)新購設(shè)備提供技術(shù)參考。
4、影響切割熔錫的核心備件,如刀架噴嘴、刀片等,建立安裝調(diào)試和維護(hù)技能培訓(xùn)指導(dǎo)書,培訓(xùn)工程技術(shù)人員,提高設(shè)備切割熔錫的管控能力。
5、冷卻水輸出設(shè)備、傳輸管路、過濾裝置、噴嘴裝置等硬件設(shè)施,制定預(yù)防性維護(hù)要求和管理周期。定期對影響切割熔錫的部件進(jìn)行數(shù)據(jù)跟蹤、功能檢查,定期維護(hù)保養(yǎng)及更換。
6 結(jié)束語
微電子封裝QFN 產(chǎn)品的外形結(jié)構(gòu)緊湊,體積小、重量輕、電性能和散熱性好,因此多應(yīng)用于集成度相對較高的高端電子產(chǎn)品中。根據(jù)其方形扁平的形狀特點,整條料片分離成單顆的電路產(chǎn)品,通常采用效率高、成本低的切割工藝。本文是基于切割工藝生產(chǎn)中的切割熔錫失效現(xiàn)狀,從實際應(yīng)用和設(shè)計的角度給予分析和對策探討,以供參考。
歡迎掃碼添加小編微信

掃碼加入知識星球,領(lǐng)取公眾號資料

-
封裝
+關(guān)注
關(guān)注
128文章
8474瀏覽量
144747
發(fā)布評論請先 登錄
電子元器件失效分析與典型案例(全彩版)
HDI板激光盲孔底部開路失效原因分析
封裝失效分析的流程、方法及設(shè)備
高密度封裝失效分析關(guān)鍵技術(shù)和方法
芯片失效分析的方法和流程
EBSD失效分析策略
芯片的失效性分析與應(yīng)對方法

FIB技術(shù):芯片失效分析的關(guān)鍵工具
芯片制造工藝流程.圖文詳解.一文通
微電子封裝中助焊劑的分析及激光焊錫技術(shù)的應(yīng)用

離子束拋光在微電子封裝失效分析領(lǐng)域的應(yīng)用





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論