") 塑封SIP集成模塊封裝可靠性分析
塑封SIP集成模塊封裝可靠性分析

共讀好書
劉文喆 陳道遠 黃煒
(中國電子科技集團公司)
摘要:
塑封器件具有體積小、成本低的優(yōu)點,逐步替代氣密性封裝器件,廣泛地應用于我國軍用產(chǎn)品中。軍用塑封SIP(System In Package)產(chǎn)品集成度高、結(jié)構(gòu)復雜、可靠性要求高等特點,對塑封工藝帶來了挑戰(zhàn),目前國內(nèi)工業(yè)級塑封產(chǎn)品不能完全滿足軍用可靠性要求,工業(yè)級塑封產(chǎn)品常在嚴酷的環(huán)境應力試驗下表現(xiàn)出失效。本文針對工業(yè)級塑封 SIP 器件在可靠性試驗過程中出現(xiàn)的失效現(xiàn)象進行分析研究,通過超聲檢測、芯片切面分析等手段,結(jié)合產(chǎn)品應力試驗結(jié)果,分析導致塑封產(chǎn)品失效的關鍵原因,并針對失效機理提出優(yōu)化改進方案。
引言
塑封器件具有體積小,重量輕,成本低,電性能指標優(yōu)良等優(yōu)點,在軍用電子元器件領域應用日益廣泛[1] 。
塑封器件分層是其典型的故障模式,封裝材料熱膨脹系數(shù)的不同以及被粘接材料表面能低,是造成塑封電路分層的內(nèi)部原因。在塑封器件失效案例中因塑封分層導致的失效是比較隱蔽、不易被發(fā)現(xiàn)的,但其對塑封器件長期可靠性帶來了較大隱患,例如塑封器件分層后水汽進入內(nèi)部,對芯片的鋁電極產(chǎn)生腐蝕,導致電極開路失效。
本文選取一款復雜結(jié)構(gòu)塑封 SIP(System In Pack-age)產(chǎn)品,其較常規(guī)塑封單片電路結(jié)構(gòu)更為復雜,內(nèi)部器件類型多樣、器件尺寸及高度不一致等因素對其塑封工藝帶來極大挑戰(zhàn)。本文采用多樣品多應力條件試驗驗證的方式,分析影響塑封 SIP 繼承模塊封裝可靠性的關鍵環(huán)境因素,通過對環(huán)境進行特殊的控制和工藝優(yōu)化可以解決塑封分層問題,為塑封器件的可靠應用提供有效支撐。
1 產(chǎn)品簡介
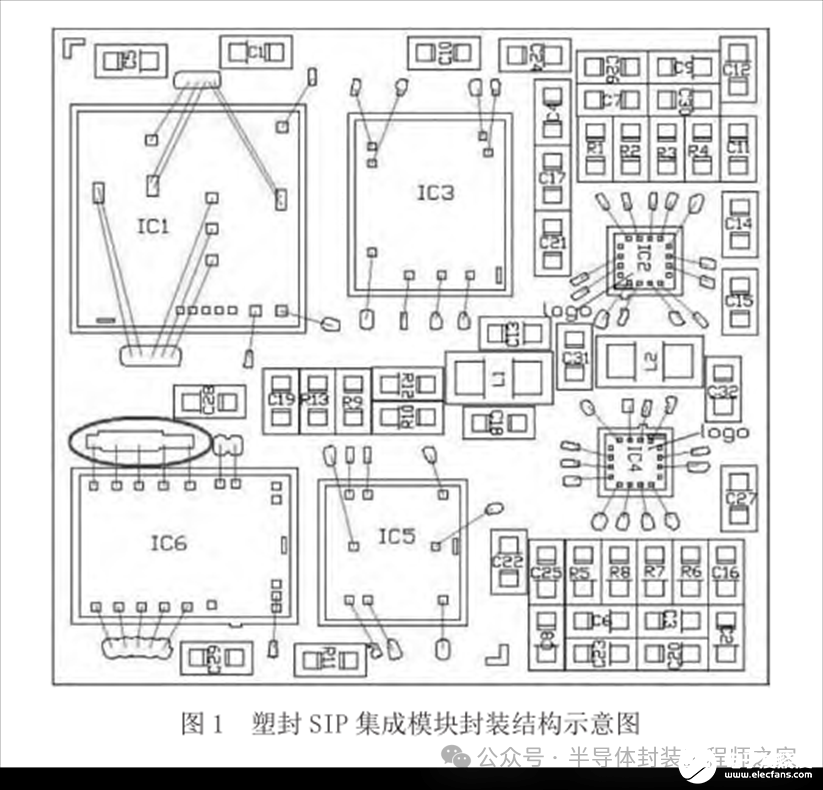
該款塑封 SIP 集成模塊由 6 款芯片、3 款無源器件和有機基板組成,無源器件包括電阻、電容和磁珠,采用塑封工藝進行封裝。其封裝結(jié)構(gòu)圖如圖 1 所示。
為達到軍用塑封產(chǎn)品可靠性指標,該款塑封 SIP 集成模塊產(chǎn)品需經(jīng)歷的可靠性環(huán)境試驗包括溫度循環(huán)、預處理(烘焙、濕浸、回流焊、清洗、烘干等)、高溫貯存、強加速穩(wěn)態(tài)濕熱(H AST)。
2 失效原因分析
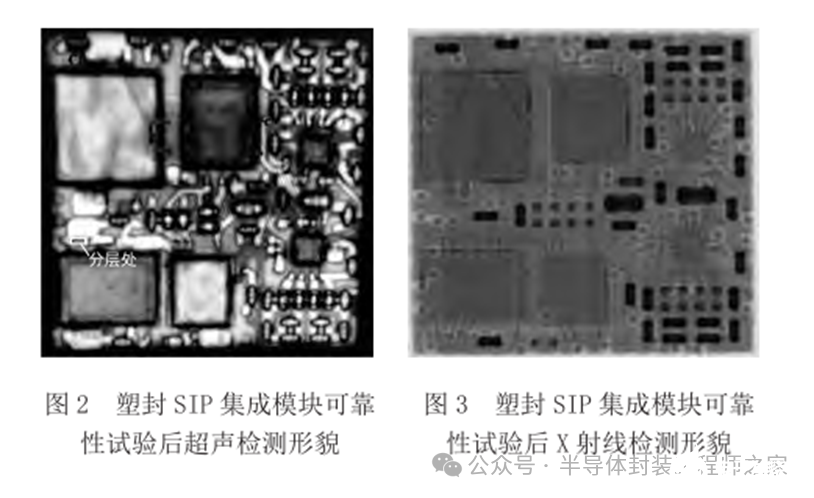
該產(chǎn)品經(jīng)歷烘焙(125 ℃,24 h)、濕浸(60 ℃,60 % RH ,40 h)、回流焊(3次)、溫度循環(huán)(-40 ℃/60 ℃,5 次)并常溫烘干后,分兩組分別進行溫度循環(huán)(-55 ℃ /150 ℃,100 次)、強加速穩(wěn)態(tài)濕熱(H A ST)(130 ℃ /85 % RH ,96 h)試驗,試驗后采用超聲檢測方法檢測塑封結(jié)構(gòu)變化情況。檢測結(jié)果顯示所有試驗樣品均出現(xiàn)塑封分層現(xiàn)象,分層區(qū)域為 IC6 鍵合焊盤處,如圖 1、2 標記處所示。
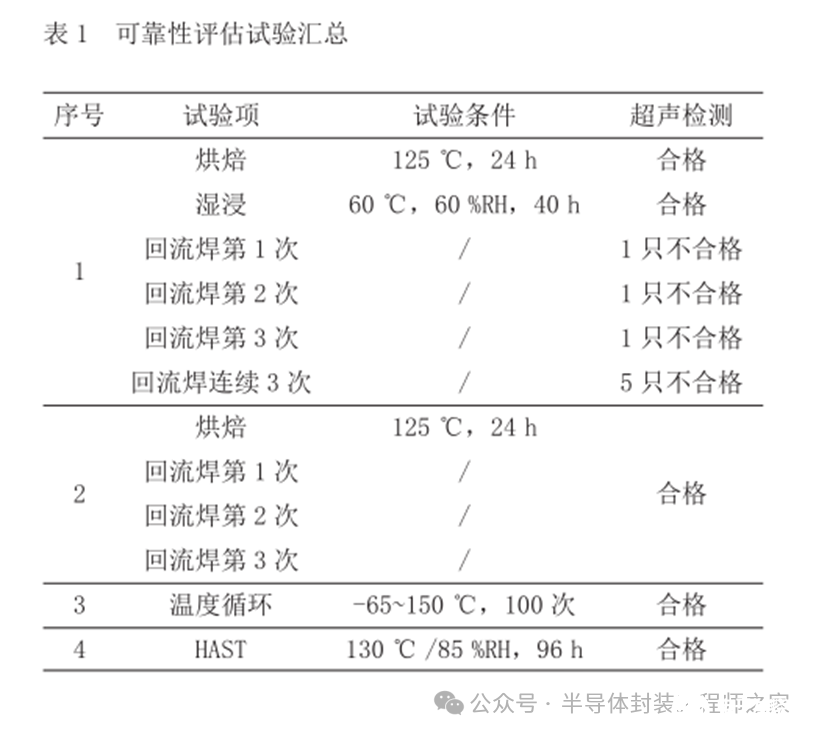
對故障件進行 X 射線檢測,未發(fā)現(xiàn)明顯異常,形貌如圖 3 所示。因此,采用破壞性切片分析的手段,對超聲檢測不合格區(qū)域進行定位,切片形貌可明顯觀察到基板上鍵合焊盤處與塑封料間存在分層,分層程度輕微,高度在 1 μm 以內(nèi),形貌如圖 4 所示。

試驗過程中產(chǎn)品經(jīng)歷一定的溫度、濕度影響,為評估影響塑封器件分層的關鍵因素,對該款塑封 SIP 集成模塊結(jié)構(gòu)設計、封裝工藝、經(jīng)歷應力條件進行分析排查。
2.1 結(jié)構(gòu)設計
該款塑封 SIP 集成模塊外形尺寸為 10 m m ×10 m m×1.8 m m ,選用QFN48塑封封裝實現(xiàn),采用6層有機基板,芯片與基板的互聯(lián)采用 25 μm 金絲球焊,實現(xiàn)內(nèi)部各個器件的連接和信號扇出。
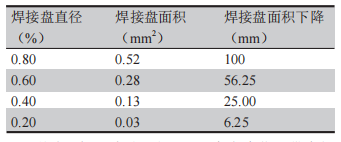
分層處焊盤上 5 個鍵合點屬于同一電源網(wǎng)絡,焊盤設計時按照區(qū)域方式設計,區(qū)域?qū)挾葹?1.5 m m *0.2 m m ,如圖 1 標記處所示,為該模塊中面積最大的焊盤。該區(qū)域焊盤塑封料與鍵合區(qū)域間的接觸面較大,焊盤接觸面材料為 Au 較為光滑,易形成空洞,與塑封料間附著力減小,引起接觸面塑封分層,且金屬與塑封料之間的界面面積越大,分層的可能性越大。
該款結(jié)構(gòu)設計焊盤面積偏大,與塑封料界面處存在一定分層的風險。
2.2 封裝工藝
該款塑封 SIP 集成模塊選用 SUM ITOM O G760L 塑封料進行封裝,該塑封料為行業(yè)內(nèi)主流材料。基板選用M GC 材料基板,該基板材料成熟,為通用大批量基板材料。
在材料選型及封裝過程控制上不存在風險。
2.3 應力條件分析
為判斷預處理中濕浸試驗(濕度應力)、回流焊試驗(溫度應力)、溫度循環(huán)(溫度應力)、強加速穩(wěn)態(tài)濕熱(溫濕度應力) [2] 分別對該款塑封 SIP 集成模塊超聲檢測分層的影響,選取合格樣品,分組進行可靠性評估試驗,每分組 5 只樣品,試驗條件及結(jié)果如表 1所示。
上述試驗結(jié)果顯示,第2分組試驗條件不進行濕浸,烘焙后直接投入回流焊,隨后進行超聲檢測,檢測結(jié)果顯示超聲無分層情況,表明分層主要受濕浸試驗影響,塑封材料吸附了水汽,在回流焊過程中受高溫影響,水汽加速釋放,導致塑封料與金屬接觸面分層。
3 失效機理分析
塑封器件是以樹脂類聚合物為材料封裝的器件,由于塑封料與焊盤及基板材料的熱膨脹系數(shù)不完全一致,熱應力作用下塑封器件內(nèi)不同材料的連接處會產(chǎn)生應力集中,應力水平超過其中任何一種封裝材料的屈服強度或斷裂強度導致器件分層;同時,樹脂類材料本身并非致密具有吸附水汽的特性,封裝體與引線框架的粘接界面等處也會引入濕氣進入塑封器件,塑封器件中水汽含量過高時會引起塑封料與基板界面上的樹脂離解,即溫度、濕度應力會導致塑封器件分層。
4 糾正措施建議
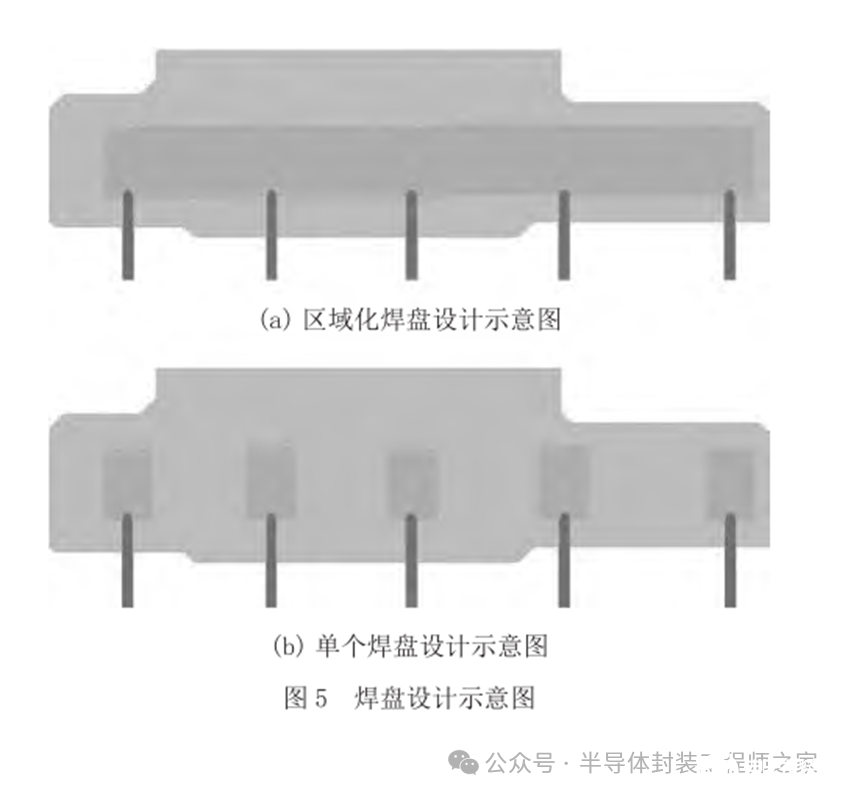
為避免較大面積焊盤經(jīng)歷環(huán)境試驗后出現(xiàn)的塑封器件分層情況,建議改進焊盤設計,將原區(qū)域化設計焊盤(圖5(a))優(yōu)化為單個焊盤設計(圖 5(b)),優(yōu)化后單個焊盤尺寸為 0.15 m m ×0.1 m m ,由該款塑封 SIP 集成模塊中其余較小面積焊盤試驗后均無分層情況可以判斷,該優(yōu)化方案可行。
結(jié)合本次產(chǎn)品失效情況,提出如下塑封產(chǎn)品結(jié)構(gòu)可靠性設計注意事項:
塑封器件分層不僅與塑封原材料選擇、工藝控制相關,與器件結(jié)構(gòu)設計也息息相關。在高可靠性塑封產(chǎn)品結(jié)構(gòu)設計時,考慮產(chǎn)品電性能基礎上,需加強可靠性設計,盡量避免使用較大面積整體區(qū)域化焊盤設計。當塑封料附著于較大面積整體區(qū)域化焊盤時,粘接力下降,經(jīng)歷溫、濕度應力試驗后易出現(xiàn)輕微分層形貌,對產(chǎn)品長期使用可靠性產(chǎn)生影響。
5 結(jié)論
面對復雜結(jié)構(gòu)的塑封模塊產(chǎn)品設計,其可靠性與塑封原材料選擇、工藝控制、器件結(jié)構(gòu)設計均相關[3] ,較大面積區(qū)域設計將降低產(chǎn)品可靠性,在經(jīng)歷一定溫度、濕度應力試驗后表現(xiàn)出分層,甚至直接引起產(chǎn)品失效。在高可靠性產(chǎn)品結(jié)構(gòu)設計時,需考慮結(jié)構(gòu)設計的可靠性。
審核編輯 黃宇
-
SiP
+關注
關注
5文章
526瀏覽量
106467 -
封裝
+關注
關注
128文章
8679瀏覽量
145485 -
集成模塊
+關注
關注
0文章
51瀏覽量
12592
發(fā)布評論請先 登錄
提升功率半導體可靠性:推拉力測試機在封裝工藝優(yōu)化中的應用

網(wǎng)課回放 I 升級版“一站式” PCB 設計第三期:原理圖完整性及可靠性分析

提供半導體工藝可靠性測試-WLR晶圓可靠性測試
電機微機控制系統(tǒng)可靠性分析
IGBT的應用可靠性與失效分析

聚焦塑封集成電路:焊錫污染如何成為可靠性“絆腳石”?

從IGBT模塊大規(guī)模失效爆雷看國產(chǎn)SiC模塊可靠性實驗的重要性
集成電路前段工藝的可靠性研究
IGBT模塊封裝:高效散熱,可靠性再升級!

半導體集成電路的可靠性評價
芯片封裝可靠性測試詳解

航空發(fā)動機轉(zhuǎn)子系統(tǒng)可靠性分析的最新進展
塑封器件絕緣失效分析

UPS電源的安全性和可靠性分析
PCB高可靠性化要求與發(fā)展——PCB高可靠性的影響因素(上)





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論