") 塑料激光焊接的多場景應用
塑料激光焊接的多場景應用
塑料激光焊接相對于傳統(tǒng)塑料連接工藝在產品的物理性能、工藝、美學和性價比等方面具有優(yōu)勢,塑料連接工藝的設計思路正在向激光焊接轉變。塑料激光焊接在材料方面不僅針對足夠透光的材料,對上層材料為黑色或其他顏色材料通過物料改性均可以實現(xiàn)激光焊接。
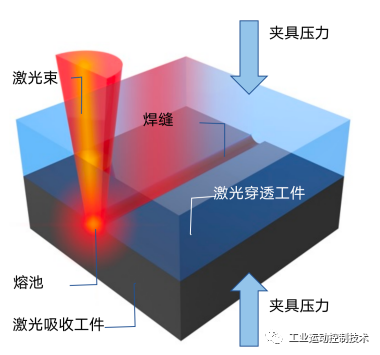
1、塑料激光焊接原理 最常用的激光焊接形式被稱為“激光透射焊接”。在熱塑性塑料的激光焊接過程中,首先將兩個待焊接塑料零部件通過機械夾具實現(xiàn)緊密貼合,然后激光穿透上層工件后,能量被下層工件表面吸收后使其熔化,然后熱量通過熱傳導的方式使上層材料熔化。 焊接過程中,局部的熱量使得材料膨脹并形成內部焊接壓力,這一壓力和外部機械夾具施加的壓力確保形成牢固穩(wěn)定的焊縫。幾乎所有的熱塑性和熱塑性彈性體都可以進行激光焊接,也包括有玻纖增強的塑料,焊縫強度通常達到或強于母材本體的強度。
2、常用塑料組合的互焊性能 激光適合于幾乎所有熱塑性塑料部件和熱塑性彈性體的焊接,即便是含有玻璃纖維或各種不同的材料也可以焊接。 激光焊接會受到兩種塑料相容性及熔融溫度差異性的影響,兩者相容性越好或熔融溫度越接近,越容易進行激光焊接工藝,并獲得更高質量的焊接強度;因此材料組合的光學屬性對于焊接過程至關重要,材料對激光的選擇性吸收和透過決定了兩層壓合工件的激光焊接的有效性。

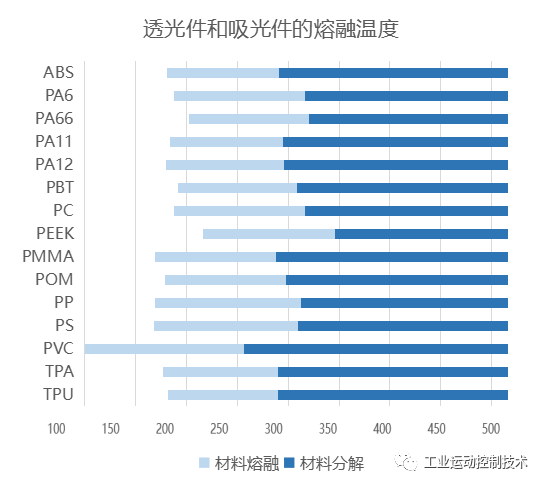
3、透光件和吸光件的熔融溫度 用于激光焊接的一般指熱塑性塑料,這類塑料的特點是可以隨著溫度的升高而進入熔融狀態(tài),而不改變材料本身的物理特性。吸光和透光材料需要有共同的熔融溫度交互區(qū)間,其是形成焊接的必要條件。 另外對于不同種材料的焊接,雖然有時同為可焊接,但定義為吸光件或透光件。由于熔融溫度的差異性,對激光工藝的選擇和參數(shù)的設定也可能有一定影響。
4、產品結構設計 透光件厚度D1要均勻,“無定形材料”理論上不做要求,“半結晶材料”建議≤2mm。焊接筋寬度D2<光斑直徑;還要對焊接筋寬度,產品自身的注塑偏差以及工裝配合偏差等因素來綜合考慮。
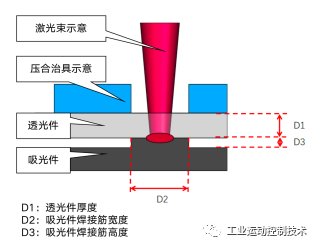
D2建議大于1mm,D3建議大于0.5mm。
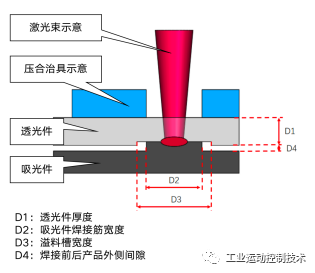
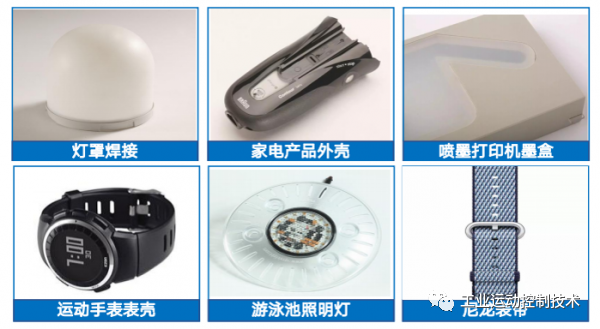
熔接塌陷位移可控,根據產品尺寸及材料特性不同,一般建議設定為0.25~0.6mm;要求D4>熔接塌陷位移。5、塑料激光焊接行業(yè)應用
汽車工業(yè)

醫(yī)療器械
6、準同步激光焊接系統(tǒng) 準同步激光焊接系統(tǒng),集激光器與運動焊接部件為一體,結構簡單緊湊、操作方便、安全穩(wěn)定。 該系統(tǒng)采用塑料專用激光器配振鏡高速掃描方式,可選配高精度塌陷值測量傳感器來精確控制焊接的塌陷值,在振鏡掃描范圍內可進行平面任意軌跡的焊接,可配通用夾具和特定的夾具進行多種產品的焊接。
-
激光
+關注
關注
20文章
3418瀏覽量
65785 -
機械
+關注
關注
8文章
1666瀏覽量
41406 -
焊接
+關注
關注
38文章
3396瀏覽量
60955
發(fā)布評論請先 登錄
激光焊接機:新能源動力電池焊接領域的“得力助手”
激光焊接技術在焊接渦輪風扇工藝中的特點

適用于多種焊接場景,激光焊縫跟蹤系統(tǒng)如何滿足不同需求

激光焊接技術在超薄材料焊接的應用案例

松盛光電激光塑料焊接的主要優(yōu)勢
激光焊接對比傳統(tǒng)焊接的優(yōu)勢和前景
多型號電池蓋帽焊接激光焊接機,電池鎳片激光焊接機

激光焊錫和激光焊接的原理區(qū)別

激光塑料焊接系統(tǒng)在PPS材料上的應用

激光焊接工藝有哪些?
激光焊接技術在焊接醫(yī)療心臟射頻消融導管的工藝應用

激光焊接技術在焊接醫(yī)療多股導絲的優(yōu)勢

塑料焊接機熔深對激光焊接質量有什么影響






 工商網監(jiān)
工商網監(jiān)
評論