") 正運(yùn)動(dòng)技術(shù)CAD導(dǎo)圖軟件配合控制器的使用方法
正運(yùn)動(dòng)技術(shù)CAD導(dǎo)圖軟件配合控制器的使用方法
CAD具有繪圖效率高,速度快,精度高,便于交流等優(yōu)點(diǎn),所以,得到了廣泛的應(yīng)用。CAD伴隨著整個(gè)PC基礎(chǔ)工業(yè)的突飛猛進(jìn),正迅速而深刻地影響著設(shè)計(jì)和繪圖的基本方法。
在運(yùn)動(dòng)控制領(lǐng)域,CAD導(dǎo)圖軟件可以根據(jù)導(dǎo)入的圖形文件自動(dòng)生成加工代碼,其代碼發(fā)送給控制器之后,便能控制軸運(yùn)動(dòng)出與圖形相同的軌跡。正運(yùn)動(dòng)技術(shù)這篇文章,主要介紹CAD導(dǎo)圖軟件操作方法及基本技巧,希望對(duì)相關(guān)工作人員提供幫助。
01 準(zhǔn)備工作
一、材料準(zhǔn)備
1.硬件
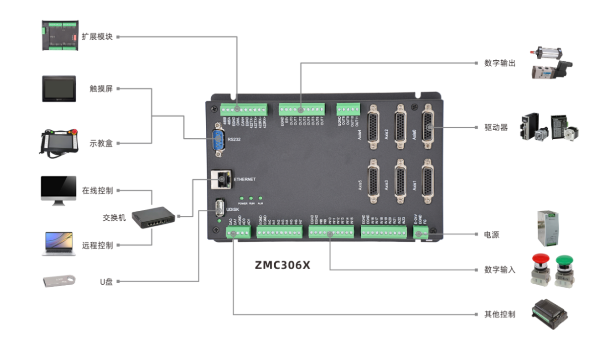
A.ZMC306X控制器一臺(tái)。
B.電腦一臺(tái)。
C.帶屏蔽層網(wǎng)線一根。
D.24V直流電源一個(gè)。
E.伺服驅(qū)動(dòng)器+電機(jī)若干。
F.接線端子與連接線若干。
2.軟件
A.ZDevelop V3.10版本控制器編程軟件。
B.ZmotionCAD V1.0導(dǎo)圖工具。
均從正運(yùn)動(dòng)技術(shù)官網(wǎng)www.zmotion.com.cn下載壓縮包,解壓后直接運(yùn)行應(yīng)用程序,無(wú)需安裝。
二、硬件接線
控制器接線:
舉例使用脈沖型控制器ZMC306X,若用總線型控制器,請(qǐng)選擇帶EtherCAT總線接口型號(hào)。
A.主電源:將控制器主電源接線端子上的E+24V端子接入24V直流電源正極,將EGND端子接入24V直流電源負(fù)極。
B.以太網(wǎng)EtherNET端口接線:使用一根網(wǎng)線將控制器的EtherNET端口與電腦的以太網(wǎng)口相連。
C.驅(qū)動(dòng)器與控制器接線:將脈沖型驅(qū)動(dòng)器按要求接入到脈沖軸接口上。
02 導(dǎo)圖流程
一、使用基本流程
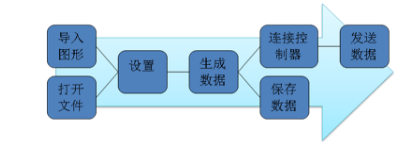
在正運(yùn)動(dòng)官方網(wǎng)站(www.zmotion.com.cn)下載CAD導(dǎo)圖軟件,打開(kāi)軟件后,導(dǎo)入圖形(.dxf、.plt、.ai)或打開(kāi)文件(導(dǎo)圖軟件生成的.zmo文件),軟件自動(dòng)生成加工數(shù)據(jù),若不滿意自動(dòng)加工數(shù)據(jù),可自定義設(shè)置后再刷新數(shù)據(jù),重新生成加工軌跡數(shù)據(jù),數(shù)據(jù)達(dá)到要求后可直接發(fā)送數(shù)據(jù)到控制器運(yùn)行,或保存數(shù)據(jù)到磁盤,應(yīng)用在其他場(chǎng)景。
可使用ZDevelop軟件連接到控制器監(jiān)控運(yùn)行效果。
注意此軟件不支持更改圖形。
二、導(dǎo)入圖形文件
按文件菜單下選擇“導(dǎo)入”,執(zhí)行導(dǎo)入文件操作,打開(kāi)導(dǎo)入對(duì)話框,軟件支持三種格式圖形文件導(dǎo)入,分別為.dxf文件、.plt文件、.ai文件。
1.導(dǎo)入的文件為dxf文件,軟件自動(dòng)對(duì)圖形的數(shù)據(jù)進(jìn)行排序,排序完成后在圖形界面自動(dòng)生成加工圖形,如果您對(duì)軟件自動(dòng)生成的加工圖形順序不滿意,使用自定義運(yùn)動(dòng)軌跡功能進(jìn)行手工排序。
2.導(dǎo)入的文件為.plt格式,則需要先選擇繪圖單位,默認(rèn)為1016,如圖:軟件會(huì)根據(jù)輸入的繪圖單位自動(dòng)生成圖形。
3.導(dǎo)入的文件為.ai格式,軟件自動(dòng)把文件中的數(shù)據(jù)轉(zhuǎn)化為mm單位,再自動(dòng)生成圖形。
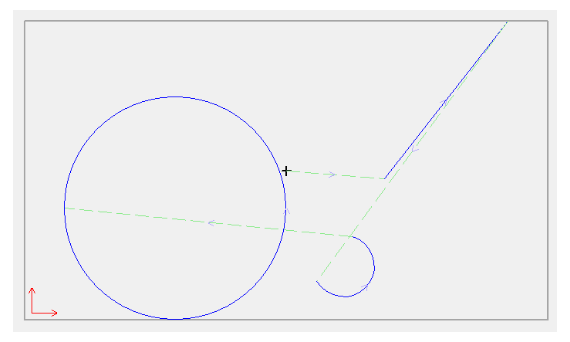
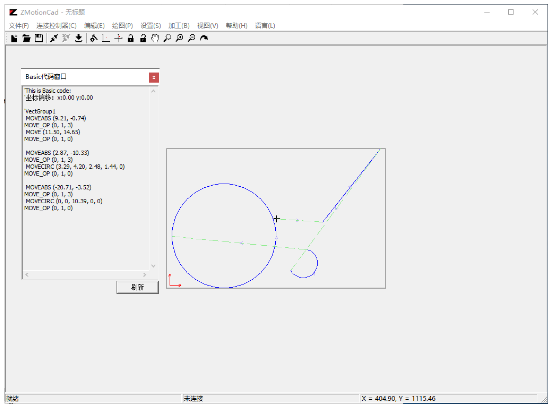
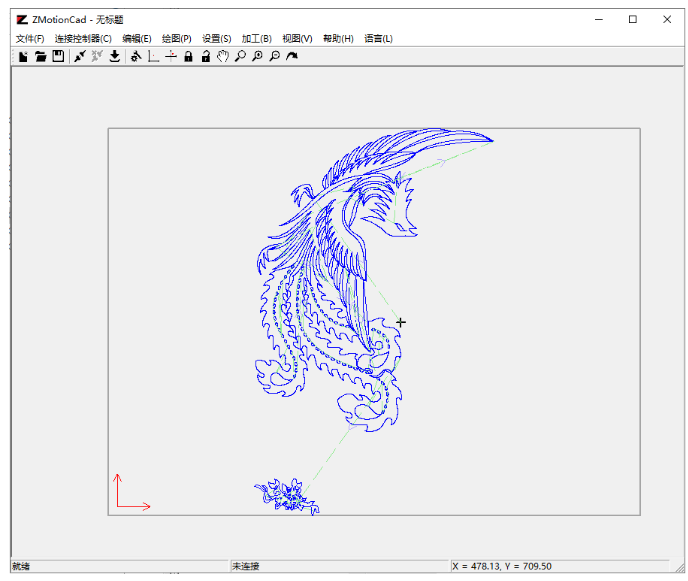
如下圖,藍(lán)色線條為要加工的軌跡,綠色線條為空走,箭頭表示加工的方向,中間的十字表示原點(diǎn)的位置。
軟件每次導(dǎo)入操作僅支持一個(gè)文件導(dǎo)入,若要導(dǎo)入多個(gè)文件,可以分多次導(dǎo)入操作進(jìn)行導(dǎo)入,生成的圖形會(huì)以疊加的方式顯示。
三、打開(kāi)文件
導(dǎo)入上述格式的文件,進(jìn)行編輯后,若要保存編輯的信息,保存的格式為.zmo文件類型。
zmo格式文件是正運(yùn)動(dòng)技術(shù)開(kāi)發(fā)的一種文件格式,是專門用來(lái)說(shuō)明運(yùn)動(dòng)軌跡及運(yùn)動(dòng)屬性的一種文件格式,默認(rèn)為絕對(duì)運(yùn)動(dòng)。
zmo文件除了保存了圖形文件的軌跡之外,還保存了用戶設(shè)置。
zmo格式文件是以對(duì)象和屬性的方式存儲(chǔ),對(duì)象中有各種屬性,屬性描述對(duì)象,用戶可手動(dòng)編輯。
四、設(shè)置(手動(dòng)調(diào)整)
用戶導(dǎo)入文件后,系統(tǒng)會(huì)把圖形根據(jù)算法自動(dòng)計(jì)算,得出加工軌跡代碼和加工順序,若用戶不滿意自動(dòng)的效果,可以手動(dòng)修改圖形的加工參數(shù)或順序。
(一)參數(shù)設(shè)置
在菜單欄“設(shè)置”打開(kāi)“參數(shù)設(shè)置”窗口,參數(shù)默認(rèn)設(shè)置如下圖,可自定義修改。
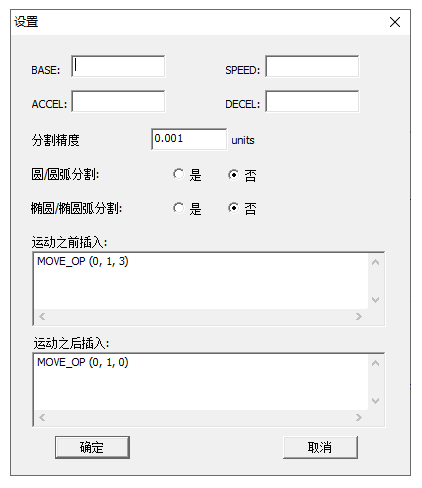
支持全局參數(shù)BASE、SPEED、ACCEL、DECEL的設(shè)置,指定軸號(hào)、軸加工速度等。
用戶可以設(shè)置分割的精度,當(dāng)分割精度設(shè)置為0時(shí),則表示不分割,使用系統(tǒng)默認(rèn)生成的數(shù)據(jù),可選是否需要分割圓/圓弧或橢圓/橢圓弧。
1.選擇“否”,則表示不分割所有的圓/圓弧或橢圓/橢圓弧。
如下圖,圖形未分割,圓的軌跡由一條圓弧指令得出。
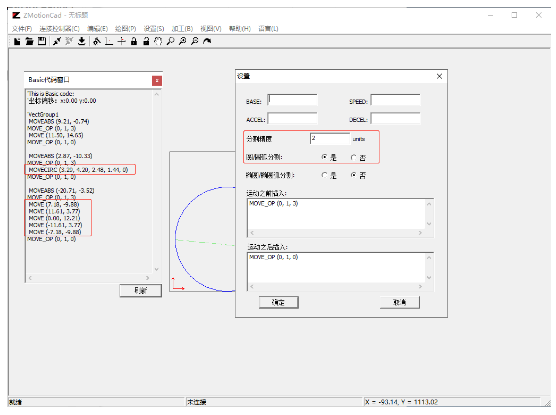
2.選擇“是”,則將弧線分割成若干小線段,精度為用戶設(shè)置的精度,如果設(shè)置的分割精度大于某段圓或圓弧半徑的1/2,則默認(rèn)跳過(guò)此段圖形(即不分割此段圖形);如果設(shè)置的分割精度大于某段橢圓或橢圓弧短軸,則默認(rèn)跳過(guò)此段圖形(即不分割此段圖形)。
如下圖,設(shè)置圓弧分割,分割精度為2units,大于小圓半徑的1/2,小圓不分割,大圓被分割成了五條直線段。
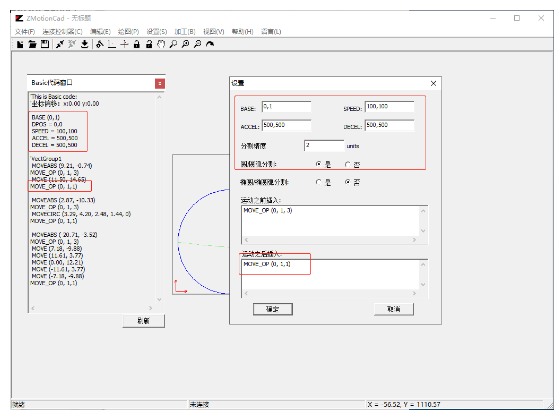
“運(yùn)動(dòng)之前插入”表示運(yùn)動(dòng)完一段,實(shí)軸之前需要插入的內(nèi)容,默認(rèn)為MOVE_OP(0,1, 3),“運(yùn)動(dòng)之后插入”表示運(yùn)動(dòng)完一段,實(shí)軸之后需要插入的內(nèi)容(即下一段圖形為空走或已結(jié)束),默認(rèn)為MOVE_OP(0,1,0)。設(shè)置前如上圖所示;設(shè)置后如下圖所示。
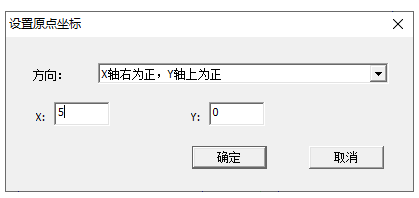
(二)原點(diǎn)設(shè)置
原點(diǎn)即為加工的起始點(diǎn),原點(diǎn)位置可自定義設(shè)置,生成的Basic代碼及Bin數(shù)據(jù)會(huì)根據(jù)原點(diǎn)的變化而改變。
在菜單欄“設(shè)置”打開(kāi)“設(shè)置原點(diǎn)坐標(biāo)”窗口,原點(diǎn)默認(rèn)XY的坐標(biāo)均為0,先選擇XY軸的正方向,再設(shè)置原點(diǎn)偏移量,設(shè)置完成后續(xù)所有指令參數(shù)絕對(duì)位置發(fā)生變化。
初始狀態(tài)原點(diǎn)為(0,0):
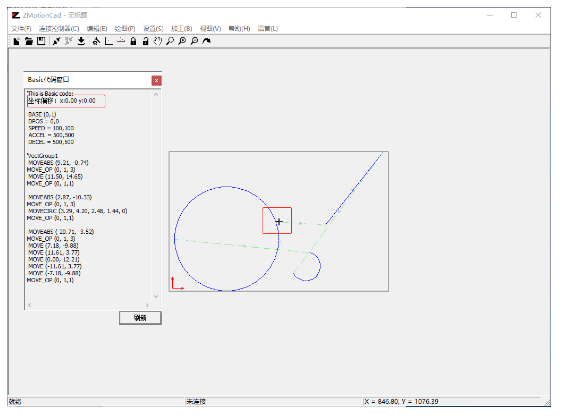
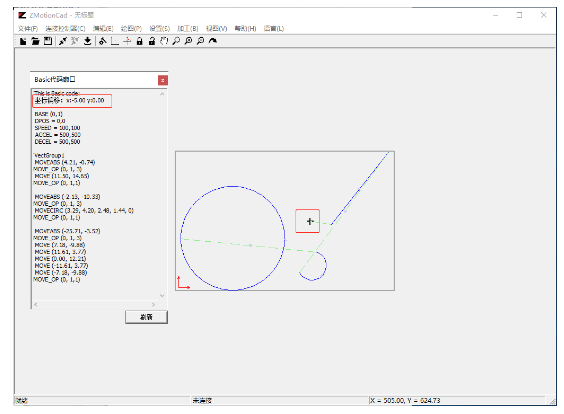
原點(diǎn)由(0,0)偏移為(5,0)后:
(三)自定義運(yùn)動(dòng)軌跡
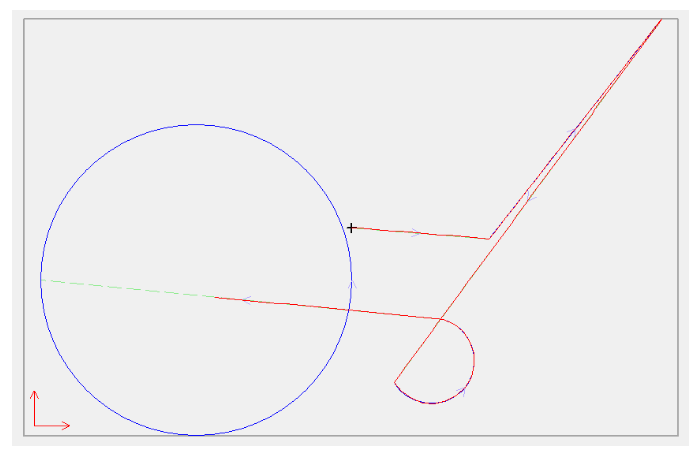
用戶導(dǎo)入dxf文件后,系統(tǒng)會(huì)把圖形根據(jù)算法自動(dòng)排序加工順序,若用戶不滿意,可以手動(dòng)修改圖形的順序。
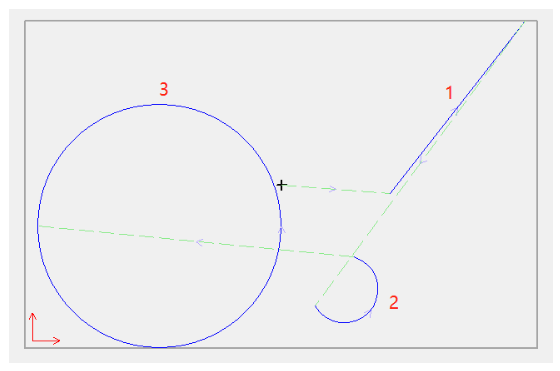
在菜單欄繪圖打開(kāi)“自定義運(yùn)動(dòng)軌跡”窗口,按照加工順序自動(dòng)編號(hào),初始默認(rèn)直線對(duì)應(yīng)編號(hào)1,小圓對(duì)應(yīng)編號(hào)2,大圓對(duì)應(yīng)編號(hào)3,通過(guò)改變編號(hào)順序自定義加工順序。
若當(dāng)前圖層數(shù)據(jù)不是dxf文件的圖形數(shù)據(jù),則不支持排序,排序窗口中的編號(hào)變?yōu)榭铡?/p>
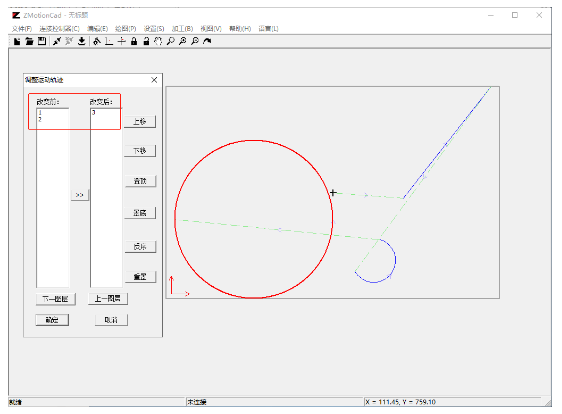
自定義軌跡調(diào)整方法:?jiǎn)螕舾淖兦熬庉嬁虻木幪?hào),對(duì)應(yīng)的線段會(huì)變紅色,雙擊改變前編輯框中的編號(hào),表示要改變此段圖形的順序,則此標(biāo)號(hào)會(huì)移動(dòng)到改變后編輯框,“>>”按鈕表示所有的圖形都重新編輯順序,在改變后編輯框中,可以選擇某一段圖形進(jìn)行上移、下移、置頂、置底操作,也可以點(diǎn)擊“反序”按鈕來(lái)顛倒改變后編輯框中圖形的順序,點(diǎn)擊重置按鈕可以重新編輯圖形的運(yùn)動(dòng)順序,編輯完成后點(diǎn)擊確定按鈕,系統(tǒng)會(huì)根據(jù)改變后編輯框從上到下、改變前編輯框上到下的順序重新排序。
初始軌跡加工順序:按如下箭頭所示123順序加工。
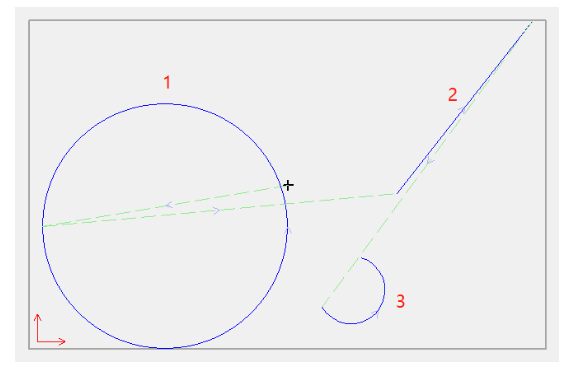
調(diào)整為312后的軌跡加工順序:
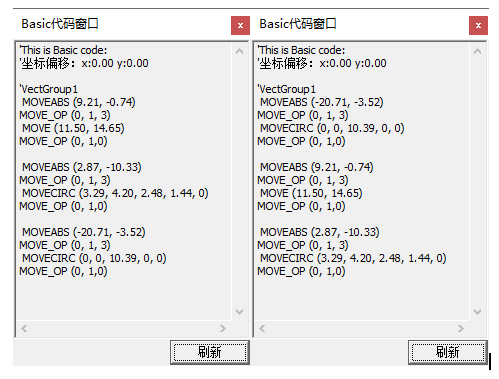
改變前后的basic代碼:
五、生成數(shù)據(jù)
導(dǎo)圖軟件在導(dǎo)入圖形或打開(kāi)zmo文件后,會(huì)自動(dòng)根據(jù)文件的數(shù)據(jù)及用戶的設(shè)置生成一些運(yùn)動(dòng)控制器需要的加工數(shù)據(jù),可在“視圖”的如下三個(gè)窗口中查看生成的數(shù)據(jù)。
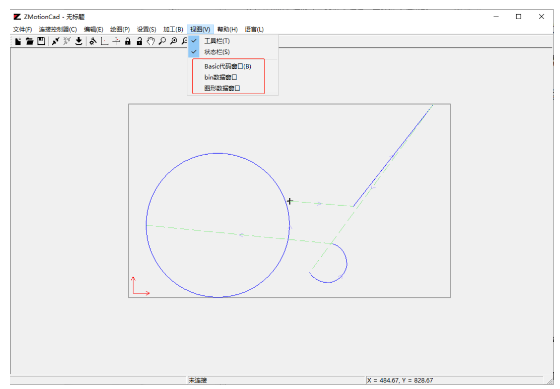
如下依此為上圖生成的數(shù)據(jù)Basic代碼窗口、bin數(shù)據(jù)窗口、圖形數(shù)據(jù)窗口。保存數(shù)據(jù)以如下三種形式保存。
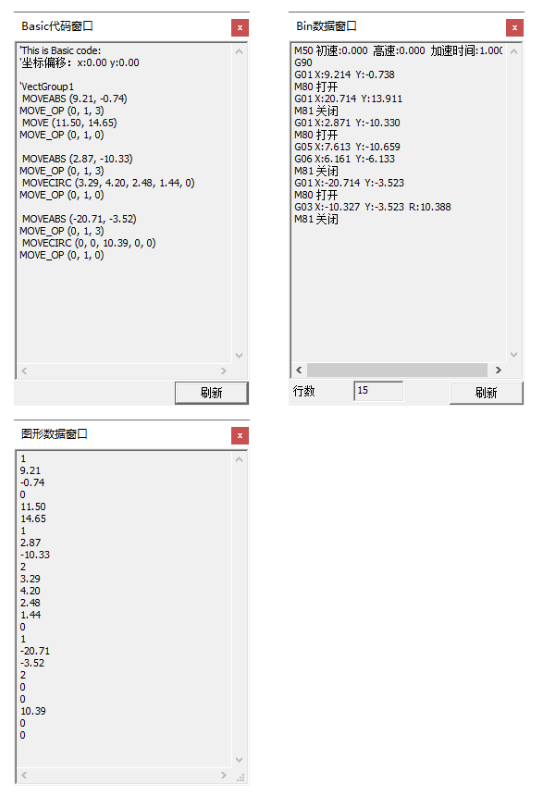
Bin數(shù)據(jù)窗口以G代碼的形式表示,下載到控制器使用時(shí),需要使用GSUB指令自定義G代碼子函數(shù),在GSUB內(nèi)使用basic指令自定義G代碼的功能,通過(guò)G代碼調(diào)用GSUB執(zhí)行。
語(yǔ)法:
GSUB label([char1] [,char2]…)
…
END SUB
例子:
RAPIDSTOP(2)
WAIT IDLE
GLOBAL coor_rel
coor_rel = 1 '1-相對(duì)位置模式,0-絕對(duì)位置模式
BASE(0,1,2,3) '選擇 X Y Z U,G01里面有指定,不能隨意修改
DPOS = 0,0,0,0
ATYPE=1,1,1,1 '脈沖方式步進(jìn)或伺服
UNITS = 100,100,100,100 '脈沖當(dāng)量,每MM100脈沖
SPEED = 200,200,200,200
ACCEL = 2000,2000,2000,2000
DECEL = 2000,2000,2000,2000
MERGE = ON '啟動(dòng)連續(xù)插補(bǔ)
CORNER_MODE = 2 '啟動(dòng)拐角減速
DECEL_ANGLE = 15 * (PI/180)
STOP_ANGLE = 45 * (PI/180)
TRIGGER
G91 '相對(duì)位置,調(diào)用GSUB
G01 X100 Y0 '運(yùn)動(dòng)軌跡
G01 X0 Y100
END
'自定義G代碼
GLOBAL GSUB G90() '絕對(duì)位置模式
TRACE "G90 entered"
coor_rel = 0
END SUB
GLOBAL GSUB G91() '相對(duì)位置模式
TRACE "G91 entered"
coor_rel = 1
END SUB
GLOBAL GSUB G01(X Y Z U) 'G01直線插補(bǔ)
TRACE "G01 entered, distance:" sub_para(0),sub_para(1),sub_para(2),sub_para(3)'調(diào)試輸出
IF coor_rel THEN
MOVE(sub_para(0),sub_para(1),sub_para(2),sub_para(3)) '相對(duì)位置
ELSE
LOCAL xdis, ydis, zdis, udis
IF sub_ifpara(0) THEN '判斷是否有參數(shù)傳入SUB
xdis = sub_para(0)
ELSE
xdis = dpos(0)
ENDIF
IF sub_ifpara(1) THEN
ydis = sub_para(1)
ELSE
ydis = dpos(1)
ENDIF
IF sub_ifpara(2) then
zdis = sub_para(2)
ELSE
zdis = dpos(2)
ENDIF
IF sub_ifpara(3) then
udis = sub_para(3)
ELSE
udis = dpos(3)
ENDIF
MOVEABS(xdis,ydis,zdis,udis) '絕對(duì)位置
ENDIF
END SUB
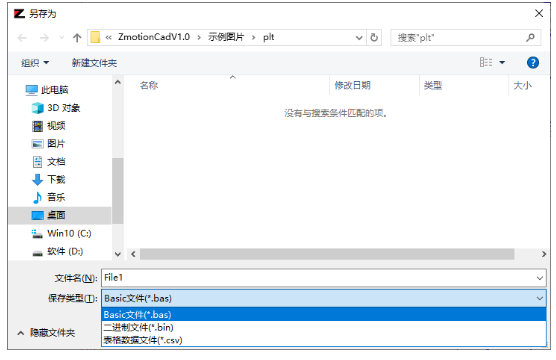
六、保存數(shù)據(jù)
生成的數(shù)據(jù)可導(dǎo)出保存,可導(dǎo)出三種類型的數(shù)據(jù),分別為Basic文件、二進(jìn)制文件和表格數(shù)據(jù)文件。
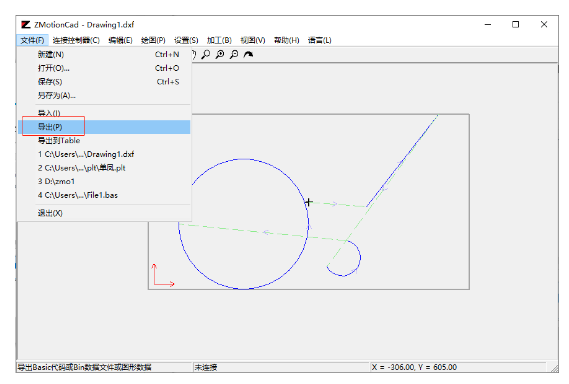
Basic文件、二進(jìn)制文件、表格數(shù)據(jù)文件分別對(duì)應(yīng)“視圖”窗口的Basic代碼窗口、bin數(shù)據(jù)窗口、圖形數(shù)據(jù)窗口。
七、連接控制器
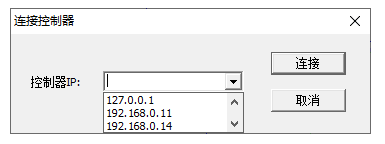
“連接”打開(kāi)“連接到控制器”窗口,自動(dòng)獲取可用控制器IP,在下拉列表選擇IP后連接即可。
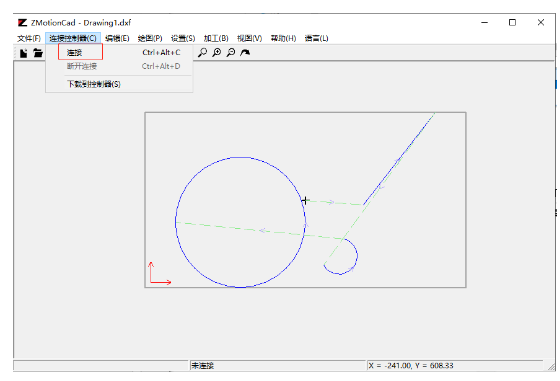
沒(méi)有控制器連接到仿真器使用,先打開(kāi)ZDevelop根目錄的仿真器,在下方窗口選擇IP地址127.0.0.1連接。
八、發(fā)送數(shù)據(jù)
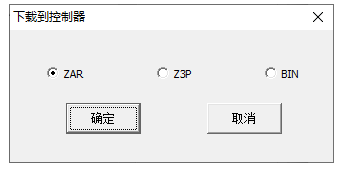
需要連接到控制器或仿真器之后才能發(fā)送數(shù)據(jù),打開(kāi)“下載到控制器”窗口,可以選擇zar或z3p或bin方式發(fā)送到控制器。
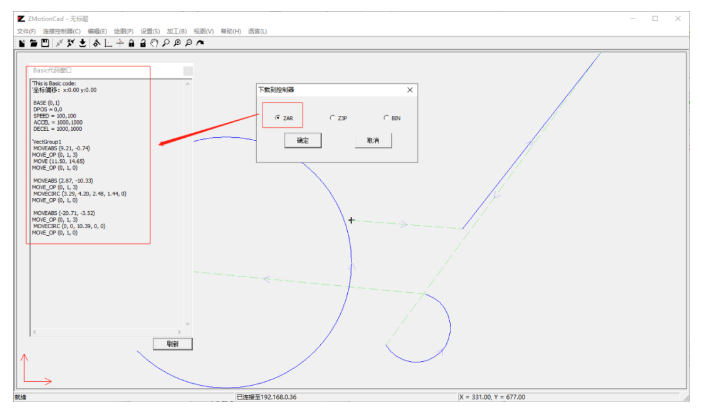
1.zar方式下載到控制器:需要先保存Basic文件到本地磁盤中(在同一目錄下自動(dòng)生成zar文件),然后系統(tǒng)自動(dòng)下載到控制器并立即運(yùn)行。
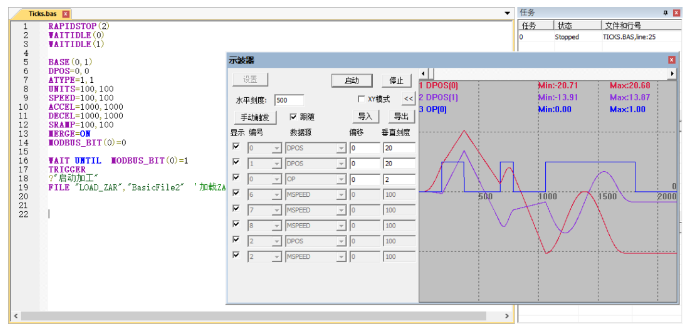
選擇zar下載方式后,自動(dòng)彈出Basic代碼窗口,將此段代碼以zar的形式下載到控制器。
確認(rèn)后彈出“另存為”窗口,輸入要保存的zar文件名稱“BasicFile2.zar”,保存完成彈出如下提示窗口,zar文件自動(dòng)下載到控制器運(yùn)行。

以zar方式下載到控制器運(yùn)行的效果如下圖,啟動(dòng)示波器采樣運(yùn)動(dòng)軌跡。下載前設(shè)置好軸參數(shù),zar文件看不到代碼。
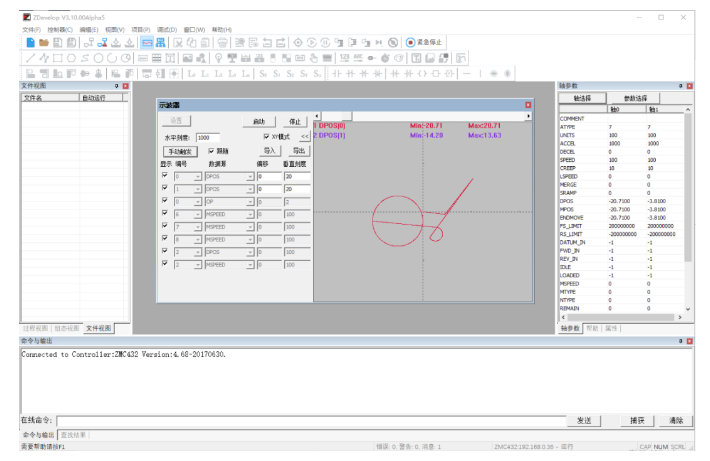
將basic窗口代碼復(fù)制到ZDevelop軟件內(nèi),下載到控制器運(yùn)行與上方zar文件效果一樣。
導(dǎo)圖軟件發(fā)送給控制器的數(shù)據(jù)只包含基本軸參數(shù)與運(yùn)動(dòng)軌跡,在ZDevelop軟件編輯好其他程序后,運(yùn)行file指令加載zar文件,就能開(kāi)始加工。
調(diào)用語(yǔ)法:FILE "LOAD_ZAR","BasicFile2" '從U盤中下載zar文件到控制器。
調(diào)用的zar文件代碼如下:
'This is Basic code:
'坐標(biāo)偏移:x:0.00 y:0.00
BASE (0,1)
DPOS = 0,0
SPEED = 100,100
ACCEL = 1000,1000
DECEL = 1000,1000
'VectGroup1
MOVEABS (9.21, -0.74)
MOVE_OP (0, 1, 3)
MOVE (11.50, 14.65)
MOVE_OP (0, 1, 0)
MOVEABS (2.87, -10.33)
MOVE_OP (0, 1, 3)
MOVECIRC (3.29, 4.20, 2.48, 1.44, 0)
MOVE_OP (0, 1, 0)
MOVEABS (-20.71, -3.52)
MOVE_OP (0, 1, 3)
MOVECIRC (0, 0, 10.39, 0, 0)
MOVE_OP (0, 1, 0)
2.z3p方式下載到控制器,則需要先保存z3p文件到本地磁盤中,然后需要輸入程序在控制器中的名稱,默認(rèn)為保存的文件名為"z3pFile5.z3p",再通過(guò)指令或三次文件工具加載z3p文件到控制器運(yùn)行。
將z3p文件保存在U盤中,使用FILE3_RUN指令以任務(wù)在程序中調(diào)用z3p文件運(yùn)行。
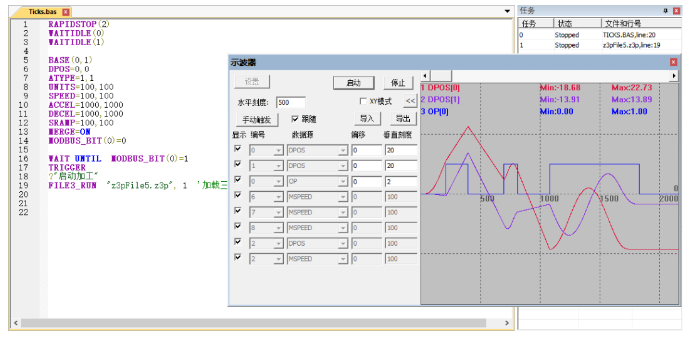
調(diào)用語(yǔ)法:FILE3_RUN "z3pFile5.z3p", 1 '以任務(wù)號(hào)1加載三次文件運(yùn)行
3.bin方式下載到控制器,輸入bin數(shù)據(jù)需要發(fā)送到的Flash塊號(hào),然后系統(tǒng)自動(dòng)根據(jù)輸入Flash的塊號(hào)發(fā)送bin數(shù)據(jù)到控制器的Flash。
注意:如果當(dāng)前沒(méi)有控制器連接,或此時(shí)正在模擬加工,則無(wú)法發(fā)送到控制器中。
也可以在“Basic代碼窗口”復(fù)制代碼后下載到控制器運(yùn)行,這種方式的好處是程序在ZDevelop軟件可見(jiàn),方便編輯調(diào)整。
03 軟件其他功能
一、模擬加工
模擬程序下載到控制器之后的運(yùn)行效果,即用可見(jiàn)的速度模擬路徑生成的過(guò)程,用紅色線條加工,在加工過(guò)程中,會(huì)鎖定圖像并且不能進(jìn)行導(dǎo)入、導(dǎo)出等操作,也不支持改變窗口的大小位置。
在加工過(guò)程中,按Esc鍵、解鎖按鈕或重畫按鈕可退出模擬加工。
二、導(dǎo)入多個(gè)文件
軟件每次導(dǎo)入操作僅支持一個(gè)文件導(dǎo)入,若要導(dǎo)入多個(gè)文件,可以分多次導(dǎo)入操作進(jìn)行導(dǎo)入,生成的圖形默認(rèn)會(huì)以疊加的方式顯示,加工時(shí)按順序依次加工完所有圖層的數(shù)據(jù)。如下圖,導(dǎo)入了兩個(gè)圖層,默認(rèn)顯示全部圖層。
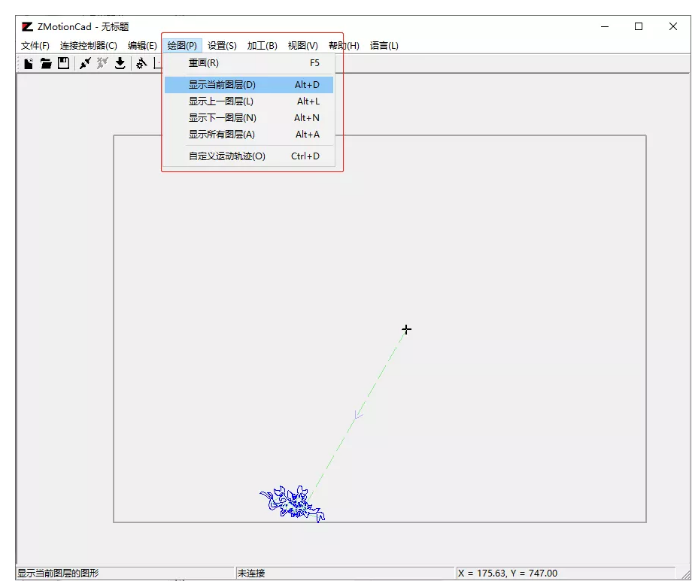
多個(gè)不同圖層之前的切換和顯示,通過(guò)“繪圖”切換,下圖為選擇“顯示當(dāng)前圖層”,此時(shí)只顯示出一個(gè)圖層。
點(diǎn)擊下一圖層表示切換到下一個(gè)圖層進(jìn)行編輯,點(diǎn)擊上一圖層表示切換到上一個(gè)圖層進(jìn)行編輯。
《正運(yùn)動(dòng)技術(shù)CAD導(dǎo)圖軟件配合控制器的使用方法》就講到這里。更多學(xué)習(xí)視頻及圖文詳解請(qǐng)關(guān)注我們的公眾號(hào)“正運(yùn)動(dòng)小助手”。
本文由正運(yùn)動(dòng)技術(shù)原創(chuàng),歡迎大家轉(zhuǎn)載,共同學(xué)習(xí),一起提高中國(guó)智能制造水平。文章版權(quán)歸正運(yùn)動(dòng)技術(shù)所有,如有轉(zhuǎn)載請(qǐng)注明文章來(lái)源。
-
運(yùn)動(dòng)控制器
+關(guān)注
關(guān)注
2文章
444瀏覽量
25143 -
運(yùn)動(dòng)控制
+關(guān)注
關(guān)注
4文章
638瀏覽量
33366 -
激光切割
+關(guān)注
關(guān)注
3文章
226瀏覽量
13192 -
正運(yùn)動(dòng)技術(shù)
+關(guān)注
關(guān)注
0文章
118瀏覽量
604
發(fā)布評(píng)論請(qǐng)先 登錄
激光振鏡運(yùn)動(dòng)控制器在大幅面激光薄膜切割的應(yīng)用 #正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器 #運(yùn)動(dòng)控制 #E

LabVIEW運(yùn)動(dòng)控制(五):EtherCAT運(yùn)動(dòng)控制器的心跳檢測(cè)功能 #正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器 #正運(yùn)動(dòng)
機(jī)器視覺(jué)運(yùn)動(dòng)控制一體機(jī)在數(shù)控CAD dxf導(dǎo)圖中的應(yīng)用

LabVIEW運(yùn)動(dòng)控制(三):EtherCAT運(yùn)動(dòng)控制器的高效加工指令自定義封裝 #正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器
運(yùn)動(dòng)緩沖在精密激光加工中的應(yīng)用 #正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器 #運(yùn)動(dòng)控制 #激光加工 #正運(yùn)動(dòng)

LabVIEW運(yùn)動(dòng)控制(二):EtherCAT運(yùn)動(dòng)控制器的多軸示教加工應(yīng)用(中) #正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器

LabVIEW運(yùn)動(dòng)控制(二):EtherCAT運(yùn)動(dòng)控制器的多軸示教加工應(yīng)用(上)#正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器
LabVIEW運(yùn)動(dòng)控制(一):EtherCAT運(yùn)動(dòng)控制器的SCARA機(jī)械手應(yīng)用 #正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器

開(kāi)放式激光振鏡運(yùn)動(dòng)控制器在Ubuntu+Qt下CAD圖形標(biāo)刻 #正運(yùn)動(dòng)技術(shù) #激光振鏡 #運(yùn)動(dòng)控制器

機(jī)器視覺(jué)運(yùn)動(dòng)控制一體機(jī)在智能磁驅(qū)輸送線的應(yīng)用#正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器 #正運(yùn)動(dòng)控制器

EtherCAT運(yùn)動(dòng)控制器配套用手持示教盒快速入門 #正運(yùn)動(dòng)技術(shù) #運(yùn)動(dòng)控制器 #示教盒 #正運(yùn)動(dòng)
正運(yùn)動(dòng)VPLC532E在汽車膠帶纏繞的開(kāi)放式CNC應(yīng)用# 運(yùn)動(dòng)控制器# 機(jī)器視覺(jué)# 運(yùn)動(dòng)控制系統(tǒng)# 正運(yùn)動(dòng)技術(shù)
EtherCAT運(yùn)動(dòng)控制器上位機(jī)開(kāi)發(fā)之Python+Qt(二):回零# 正運(yùn)動(dòng)技術(shù)# 運(yùn)動(dòng)控制器# 運(yùn)動(dòng)控制

EtherCAT運(yùn)動(dòng)控制器上位機(jī)之Python+Qt(一):鏈接與單軸運(yùn)動(dòng)# 正運(yùn)動(dòng)技術(shù)# 運(yùn)動(dòng)控制器






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論