") 交流點焊機 氣動式點凸焊機 汽車零部件點焊機
交流點焊機 氣動式點凸焊機 汽車零部件點焊機
交流點焊機 氣動式點凸焊機 汽車零部件點焊機








點焊機工作過程
(1)預壓階段——電極下降到電流接通階段,確保電極壓力壓緊工件,使工件間有適當壓力。
(2)焊接時間——焊接電流通過工件,產熱形成熔核。
(3)維持時間——切斷焊接電流,電極壓力繼續(xù)維持至熔核凝固到足夠強度。
(4)休止時間——電極開始提起到電極再次開始下降,開始下一個焊接循環(huán)。
為了改善焊接接頭的性能,有時需要將下列各項中的一個或多個加于基本循環(huán):
(1)加大預壓力以消除厚工件之間的間隙,使之緊密貼合。
(2)用預熱脈沖提高金屬的塑性,使工件易于緊密貼合、防止飛濺:凸焊時這樣做可以使多個凸點在通電焊接前與平板均勻接觸,以保證各點加熱的一致。
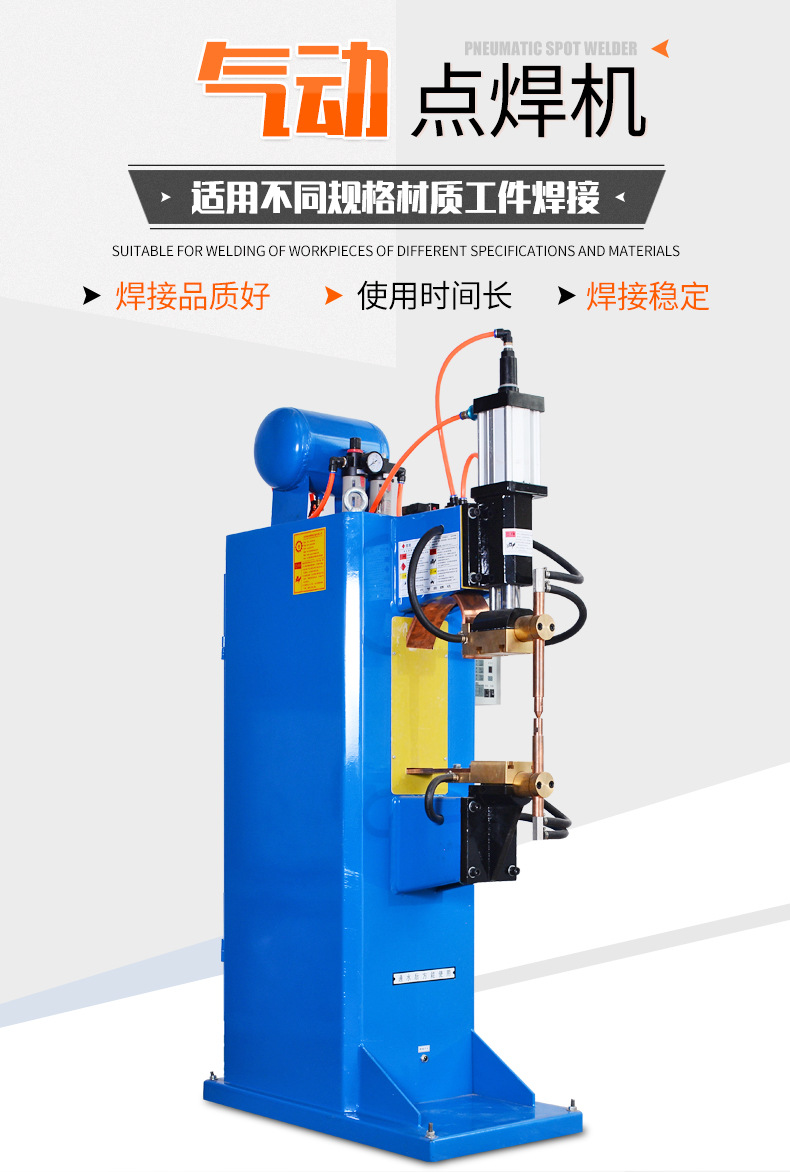
點焊機概述
點焊機系采用雙面雙點過流焊接的原理,工作時兩個電極加壓工件使兩層金屬在兩電極的壓力下形成一定的接觸電阻,而焊接電流從一電極流經另一電極時在兩接觸電阻點形成瞬間的熱熔接,且焊接電流瞬間從另一電極沿兩工件流至此電極形成回路,不傷及被焊工件的內部結構。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發(fā)燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規(guī)問題,請聯系本站處理。
舉報投訴
-
電阻焊
+關注
關注
2文章
91瀏覽量
11038 -
電阻點焊機
+關注
關注
0文章
21瀏覽量
7927
發(fā)布評論請先 登錄
相關推薦
熱點推薦
自動點焊機批發(fā)廠商:工業(yè)制造的高效之選
、提升生產效率的關鍵。 自動點焊機的優(yōu)勢凸顯 自動點焊機在工業(yè)生產中具有顯著的優(yōu)勢。首先,其高效性不言而喻。相比傳統(tǒng)的手工焊接,自動點焊機能夠實現連續(xù)、快速的焊接作業(yè),大大提高了生產效率。在汽
動力電池氣動點焊機:新能源汽車背后的“硬核”力量
在新能源汽車快速發(fā)展的當下,動力電池作為其核心部件,其生產制造的每個環(huán)節(jié)都至關重要。動力電池氣動點焊機作為關鍵設備,以高效、精準的焊接性能,為電池品質保駕護航。 動力電池
點焊機測量工具選擇與應用指南
點焊機在工業(yè)生產中的應用極為廣泛,尤其是在汽車制造、電子設備組裝等領域。為了確保焊接質量,對點焊機的參數進行精確測量至關重要。這不僅關系到產品的最終性能,還直接影響生產效率和成本控制。因此,合理選擇

精密氣動點焊機:高效焊接,品質之選
在當今制造業(yè)的快速發(fā)展中,焊接技術作為連接材料的關鍵環(huán)節(jié),其重要性不言而喻。為了滿足市場對高品質焊接產品的需求,我公司最新推出了精密氣動點焊機,這是一款集先進技術與精湛工藝于一身的高水平點焊機。該設備的設計靈感源自目前國外最先進
點焊機操作技巧與保養(yǎng)方法
點焊機在金屬加工行業(yè)中以其高效率和精確度著稱,因其迅速且準確的焊接性能而廣受歡迎,從而展現出巨大的市場潛力。隨著制造業(yè)的持續(xù)進步,點焊技術也在不斷演進,為了滿足多樣化的焊接需求,并擴大點焊機在各領
怎樣選擇適合自己的點焊機
隨著現代制造業(yè)的不斷發(fā)展,點焊機被越來越多人所熟知,點焊機因其高效、節(jié)能、操作簡便等優(yōu)點而被廣泛應用于多個領域,如汽車制造、電子電器、金屬加工、建筑建造等。選擇合適的點焊機對于保證產品
點焊機如何調時間和電流參數
點焊機是一種廣泛應用于金屬焊接領域的設備,其工作原理是通過瞬間大電流產生的高溫熔化金屬,實現金屬之間的連接。點焊機的性能和焊接質量很大程度上取決于時間和電流參數的設置。本文將介紹點焊機時間和電流參數
中頻點焊機電流的調節(jié)方法
中頻點焊機是一種廣泛應用于金屬焊接領域的設備,其工作原理是通過中頻電流產生的熱量使金屬接觸面熔化,從而實現金屬的連接。中頻點焊機的電流調節(jié)對于焊接質量具有重要影響。本文將介紹中頻點焊機電流的調節(jié)方法
中頻點焊機和交流點焊機的區(qū)別是什么
中頻點焊機和交流點焊機是兩種常見的點焊設備,它們在工作原理、性能特點、應用領域等方面存在一些區(qū)別。以下是對這兩種點焊機的比較: 工作原理 中頻點焊機
HD-2118微電腦高頻逆變點焊機動力圓柱點焊機數碼聚合物鋰電池碰焊機
HD-2118微電腦高頻逆變點焊機動力圓柱點焊機數碼聚合物鋰電池碰焊機






 工商網監(jiān)
工商網監(jiān)
評論