") VASS標準PLC工位時序控制要點
VASS標準PLC工位時序控制要點
VASS標準PLC工位時序控制要點
1.順序塊 順序控制
2.功能塊FB 夾具控制功能塊,先導(dǎo)閥控制功能塊,機器人功能塊.變頻器控制.
3.功能FC 工位的主調(diào)用塊,主要調(diào)用夾具功能塊,先導(dǎo)閥功能塊,模式控制轉(zhuǎn)換塊,調(diào)用順序塊.
4.順序塊的前提條件FC
控制程序編寫條件: FC11,FC12,FC13都已編寫完成,硬件組態(tài)已經(jīng)完成.
1.共享DB塊中建立各夾具和機器人及變頻器的控制區(qū)域.
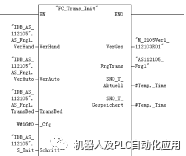
控制焊接機器人在DB塊中需要調(diào)用 UDT400"ST_PG"/UDT381"STB_PG"/UDT 380"ST_PG"
控制夾具在DB塊中需要調(diào)用UDT580"STB_Ventil"
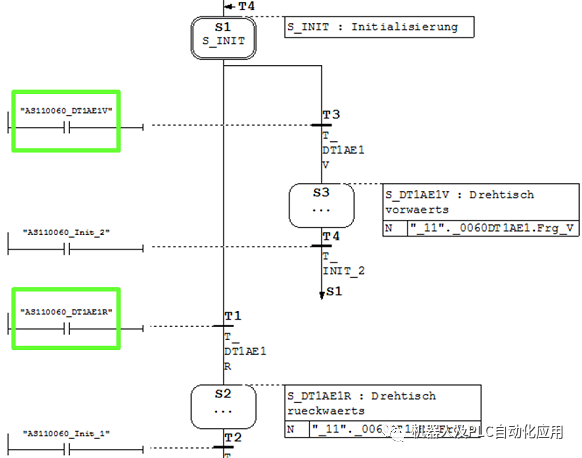
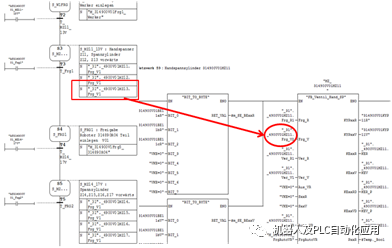
2.編寫順序塊的要求:
T條件只有一個激活信號。在對應(yīng)的FC里編寫T的條件控制。
通過FC641和FC640控制順序塊的跳步前提。
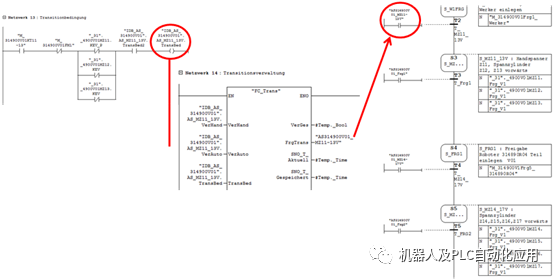
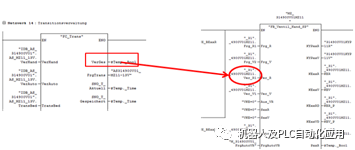
FC641
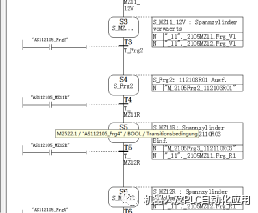
“FC_Trans”不在內(nèi)部通過組態(tài)位分析其是否是排除步。如果選擇了該訪問請求,則對于排除步執(zhí)行停止 (MOP_HALT = True),條件是該步處于激活狀態(tài),且滿足轉(zhuǎn)換條件。
如果出于任何原因或由于故障而不滿足轉(zhuǎn)換條件,則對于組態(tài)的延時 (TUe_S) 之后的訪問請求執(zhí)行停止。(MOP_Halt = True)
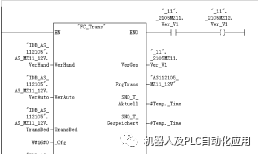
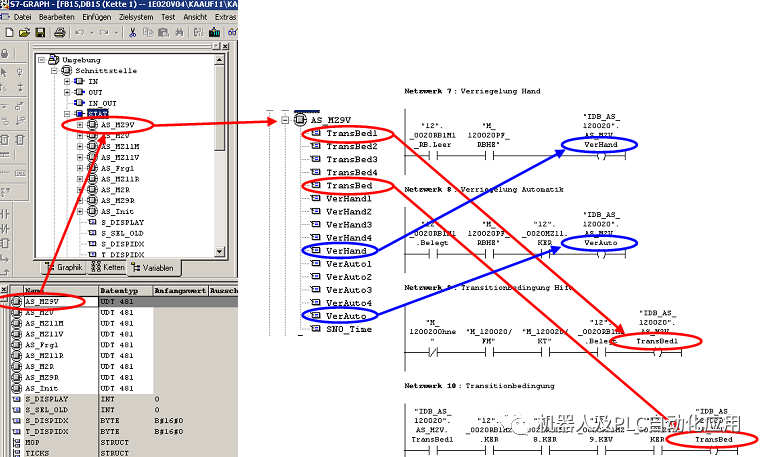
該塊根據(jù)輸入變量 "VerAuto" 和 "VerHand"(具體視已經(jīng)選擇的模式(手動或自動))生成輸出 "VerGes"。在自動模式中,如果存在同步錯誤,輸出 "VerGes" 將被阻塞。
收到來自"SK_Verwaltung" 的同步請求后,先將全部步設(shè)置成 FALSE ,再設(shè)置其轉(zhuǎn)換條件已被滿足的步。
轉(zhuǎn)換條件由聯(lián)鎖條件“自動”(Automatic) 和輸入 "FrgTrans"的轉(zhuǎn)換條件組成。
順序錯誤將會禁用順序檢索。在自動模式中時,若存在同步錯誤,也會禁用輸出 "VerGes" 。
如果在同步中發(fā)現(xiàn)了多個步,將對第一個步進行同步。此時輸出可以適用于多個步的某條錯誤消息。
輸入 "Cfg" 用于設(shè)置特殊功能:
- "Cfg Bit 00" 用于將某個步定義成等待步,也就是說, "Halt" 或 "Freigabe" [enable] 立即訪問反饋信號。
- "Cfg Bit 01" 用于定義在內(nèi)部不允許“停止”(Halt) 的某個步,也就是說,順序在滿足某個轉(zhuǎn)換條件的情況下收到訪問請求或停機請求后也不停止執(zhí)行。
FC640
該模塊根據(jù)輸入變量 "VerAuto" 和 "VerHand"(具體視選擇的運行模式(手動或自動)而定)產(chǎn)生輸出 "Verges"。在自動模式中,如果碰到同步錯誤,輸出 "Verges' 將被鎖定
收到來自 "SK_Verwaltung" 的同步請求時,先將步全部設(shè)置成 FALSE ,再設(shè)置其轉(zhuǎn)換條件已被滿足的步。
轉(zhuǎn)換條件由聯(lián)鎖條件“自動”(Automatic) 和輸入 "FrgTrans" 的轉(zhuǎn)換條件組成。
出現(xiàn)順序錯誤時,將禁止繼續(xù)執(zhí)行該順序。此外,還將輸出 "Verges" 鎖定到自動模式的某個同步錯誤中。
如果在同步中發(fā)現(xiàn)了多個步,將對第一個步進行同步。發(fā)出能夠適用于多個步的某個錯誤消息。
輸入"Cfg" 有助于設(shè)置某些特殊功能:
? "Cfg Bit 00" 可將某個步定義為等待步,即,立即訪問“ 停止”(stop) 或“釋放”(release)等響應(yīng)。
? "Cfg Bit 01" 定義不允許“停止”的某個步,即,對于某個訪問請求或維護請求,即使已經(jīng)滿足轉(zhuǎn)換條件也不停止該順序。
在順序塊的靜態(tài)變量里建立每一個步的狀態(tài)控制變量格式是UDT481
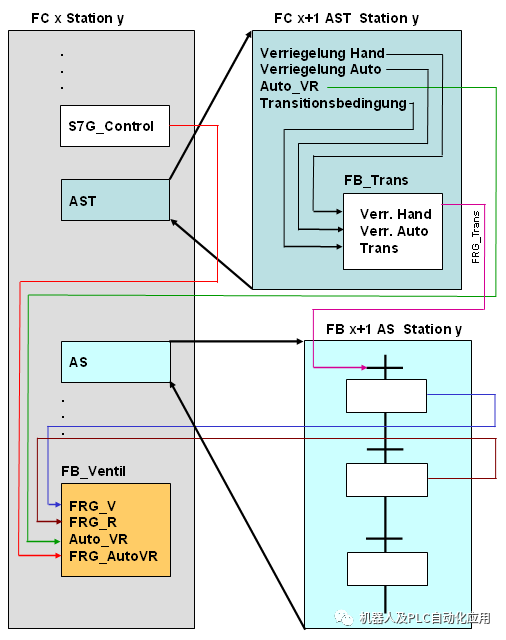
在FC_ST功能的作為工位設(shè)備主控制塊.
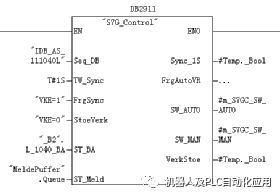
調(diào)用順序監(jiān)控塊:FB642
“S7G_Control”塊負責基于順序控制的步序控制器管理。
對于每種順序控制,必須調(diào)用此塊一次。
此塊負責執(zhí)行以下功能:
在將操作系統(tǒng)模式從自動切換為手動時,此塊用于同步步序控制器。如果它不在唯一定義的狀態(tài),則此塊設(shè)置屬于該順控器的系統(tǒng)組件的自動回撤權(quán)限。
在激活的“自動”(Automatic) 操作模式下,將會輸出所定義的步序控制器保持權(quán)限,除非這是一個排除步驟。
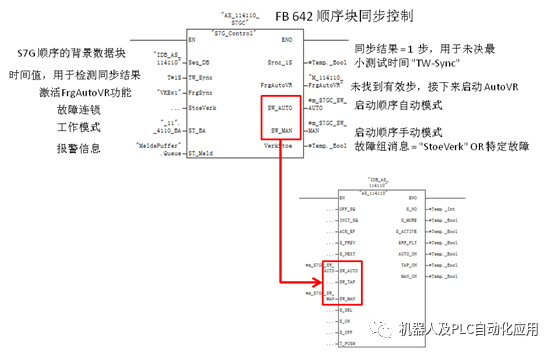
該函數(shù)塊 (FB) 用于:
? 在手動模式中對順序進行自動跟蹤。
這用于對控制程序進行同步。
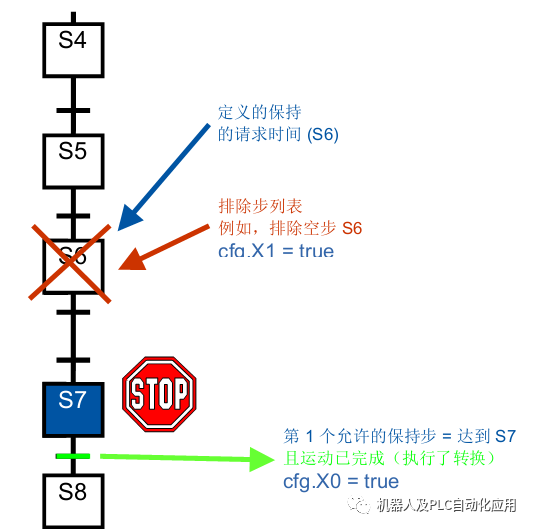
? 在步 x (Sx) 針對性地暫停順序塊。
僅當自動模式 = “ 已激活”(active) 且 Sx = “ 非排除步”(No exclusion step) 時。
如果到達了停機步, S7-GRAPH 順序?qū)⑼V箞?zhí)行 (MOP.HALT)。
該塊通常采用專用背景數(shù)據(jù)塊進行訪問。
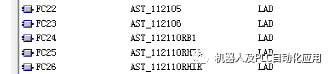
調(diào)用FC _AST 用于順序塊條件塊

調(diào)用順序塊
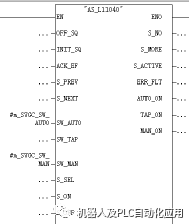
實現(xiàn)工位順序控制.實現(xiàn)夾具或電機及機器人的啟動條件.
設(shè)備控制的連鎖條件:
責任編輯:lq
-
機器人
+關(guān)注
關(guān)注
213文章
29475瀏覽量
211529 -
plc
+關(guān)注
關(guān)注
5030文章
13703瀏覽量
472057 -
變量
+關(guān)注
關(guān)注
0文章
614瀏覽量
28820
原文標題:VASS的PLC順序控制程序的使用
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
PLC智能網(wǎng)關(guān)與PLC遠程維護平臺有哪些聯(lián)系
plc遠程控制模塊是什么
不需要點表的 PLC 工業(yè)網(wǎng)關(guān) 在印刷 / 包裝行業(yè)的實施案例

基于“不需要點表的工業(yè)網(wǎng)關(guān)”上PLC、CNC、SCADA 數(shù)據(jù)采集解決方案
“不需要點表的工業(yè)網(wǎng)關(guān)”的 PLC 數(shù)據(jù)采集解決方案

plc控制屬于什么控制方式
電源時序器屬于控制繼電器嗎
電源時序器的原理及使用方法是什么
輕松實現(xiàn)復(fù)雜的電源時序控制

PLC對工業(yè)控制的影響
PLC的脈沖控制與總線控制的區(qū)別
plc可以進行運動控制嗎
氣密性檢測儀:單工位與多工位之間的區(qū)別






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論