") PCB線路板焊接需要注意哪一些點(diǎn)
PCB線路板焊接需要注意哪一些點(diǎn)
1. 電烙鐵的選擇
電烙鐵的功率應(yīng)由焊接點(diǎn)的大小決定,焊點(diǎn)的面積大,焊點(diǎn)的散熱速度也快,所以選用的電烙鐵功率也應(yīng)該大些。一般電烙鐵的功率有20W 25W 30W 35W 50W 等等。在制作過程中選用30W左右的功率比較合適。
電烙鐵經(jīng)過長(zhǎng)時(shí)間使用后,烙鐵頭部會(huì)生成一層氧化物,這時(shí)它就不容易吃錫,這時(shí)可以用銼刀銼掉氧化層,將烙鐵通電后等烙鐵頭部微熱時(shí)插入松香,涂上焊錫即可繼續(xù)使用,新買來的電烙鐵也必須先上錫然后才能使用。
2. 焊錫和助焊劑
選用低熔點(diǎn)的焊錫絲和沒有腐蝕性的助焊劑,比如松香,不宜采用工業(yè)焊錫和有腐蝕性的酸性焊油,最好采用含有松香的焊錫絲,使用起來非常方便。
3. 焊接方法
元件必須清潔和鍍錫,電子元件保存在空氣中,由于氧化的作用,元件引腳上附有一層氧化膜,同時(shí)還有其它污垢,焊接前可用小刀刮掉氧化膜,并且立即涂上一層焊錫(俗稱搪錫),然后再進(jìn)行焊接。經(jīng)過上述處理后元件容易焊牢,不容易出現(xiàn)虛焊現(xiàn)象。
焊接的溫度和焊接的時(shí)間
焊接時(shí)應(yīng)使電烙鐵的溫度高于焊錫的溫度,但也不能太高,以烙鐵頭接觸松香剛剛冒煙為好。焊接時(shí)間太短,焊點(diǎn)的溫度過低,焊點(diǎn)融化不充分,焊點(diǎn)粗糙容易造成虛焊,反之焊接時(shí)間過長(zhǎng),焊錫容易流淌,并且容易使元件過熱損壞元件。
焊接點(diǎn)的上錫數(shù)量
焊接點(diǎn)上的焊錫數(shù)量不能太少,太少了焊接不牢,機(jī)械強(qiáng)度也太差。而太多容易造成外觀一大堆而內(nèi)部未接通。焊錫應(yīng)該剛好將焊接點(diǎn)上的元件引腳全部浸沒,輪廓隱約可見為好。
注意烙鐵和焊接點(diǎn)的位置
初學(xué)者在焊接時(shí),一般將電烙鐵在焊接處來回移動(dòng)或者用力擠壓,這種方法是錯(cuò)誤的。正確的方法是用電烙鐵的搪錫面去接觸焊接點(diǎn),這樣傳熱面積大,焊接速度快。
4.焊接后的檢查
焊接結(jié)束后必須檢查有無漏焊、虛焊以及由于焊錫流淌造成的元件短路。虛焊較難發(fā)現(xiàn),可用鑷子夾住元件引腳輕輕拉動(dòng),如發(fā)現(xiàn)搖動(dòng)應(yīng)立即補(bǔ)焊。
責(zé)任編輯:ct
-
pcb
+關(guān)注
關(guān)注
4356文章
23438瀏覽量
407152 -
線路板
+關(guān)注
關(guān)注
23文章
1251瀏覽量
48084 -
華強(qiáng)pcb線路板打樣
+關(guān)注
關(guān)注
5文章
14629瀏覽量
43767
發(fā)布評(píng)論請(qǐng)先 登錄
線路板立碑是什么?捷多邦一文帶你全面了解
定制PCB線路板,這些注意事項(xiàng)你不可不知!
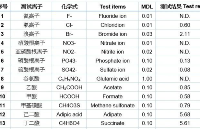
PCB線路板離子污染度的檢測(cè)技術(shù)與報(bào)告規(guī)范
工業(yè)控制線路板設(shè)計(jì)要點(diǎn)
無鹵素PCB線路板具有的特殊特性

盲埋孔PCB線路板的注意事項(xiàng)
雙面線路板與單面板焊接smt貼片加工大不同:工藝流程深度解析
生產(chǎn)HDI線路板需要解決的主要問題
SMT貼片線路板設(shè)計(jì)注意事項(xiàng)
PCBA板與傳統(tǒng)線路板區(qū)別
D類功放輸出的LC電路的電感選型的時(shí)候需要注意哪些參數(shù)?
hdi線路板生產(chǎn)工藝流程
PCB線路板高頻板與高速板的區(qū)別





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論