 電子發(fā)燒友App
電子發(fā)燒友App


應(yīng)用背景 ?
自科技發(fā)展以來(lái),鋰電池具有使用壽命長(zhǎng)、適應(yīng)性強(qiáng)以及能量高等優(yōu)點(diǎn),因此鋰電池在電子產(chǎn)品、交通工具等領(lǐng)域的應(yīng)用也越來(lái)越廣泛,由此衍生的鋰電池焊接等生產(chǎn)行業(yè)也在市場(chǎng)中迅速擴(kuò)張。 隨著市場(chǎng)競(jìng)爭(zhēng)地不斷增長(zhǎng),鋰電池焊接行業(yè)對(duì)精度要求也越來(lái)越高,本文主要介紹正運(yùn)動(dòng)運(yùn)動(dòng)控制器ZMC432的SS曲線可實(shí)現(xiàn)高精度焊接工藝的需求。 ZMC432可實(shí)現(xiàn)一臺(tái)控制器拖動(dòng)多臺(tái)電機(jī)的效果,滿足鋰電池焊接行業(yè)同時(shí)控制多軸多工位加工的需求。
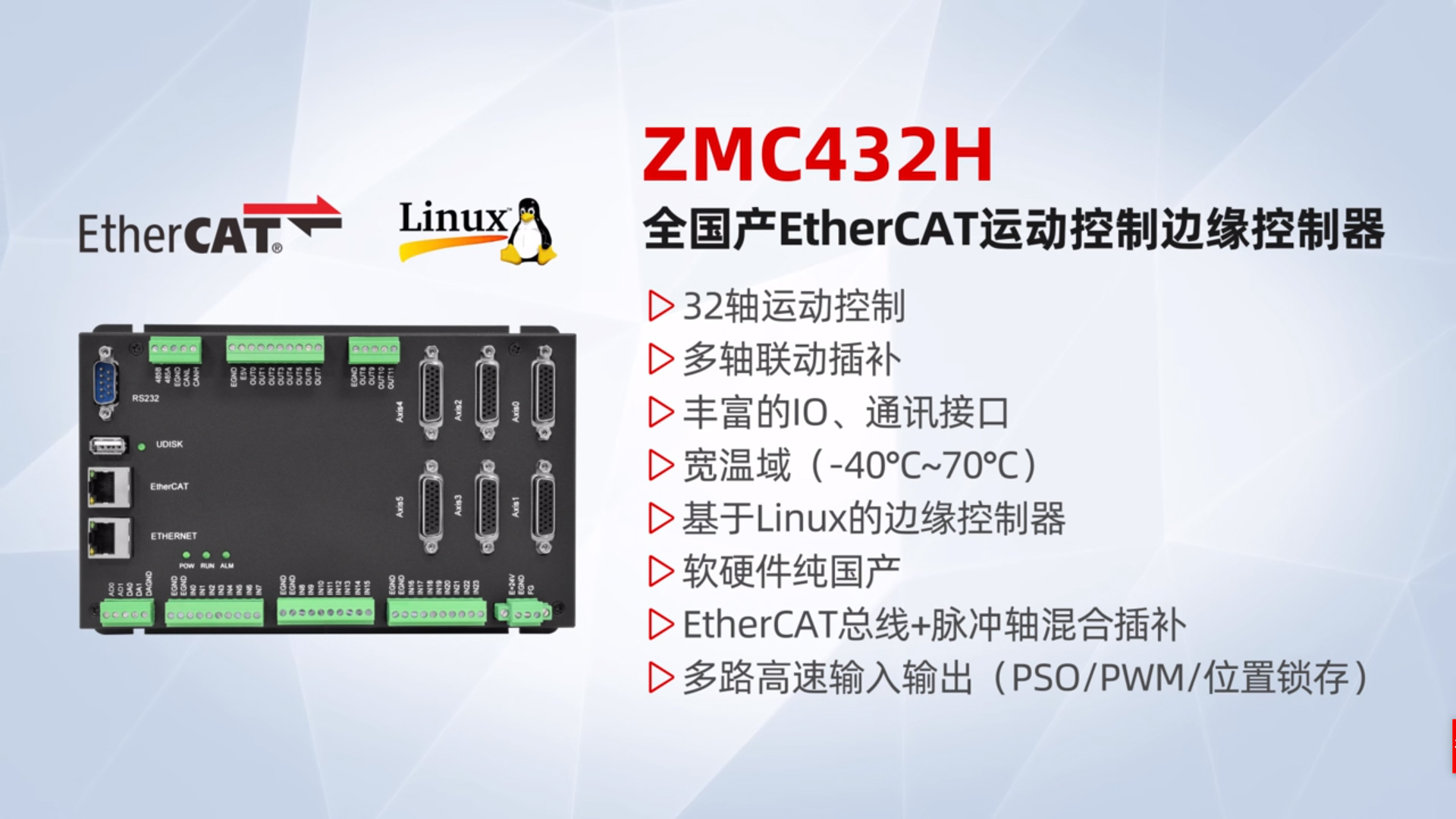
01 ZMC432功能簡(jiǎn)介 ?
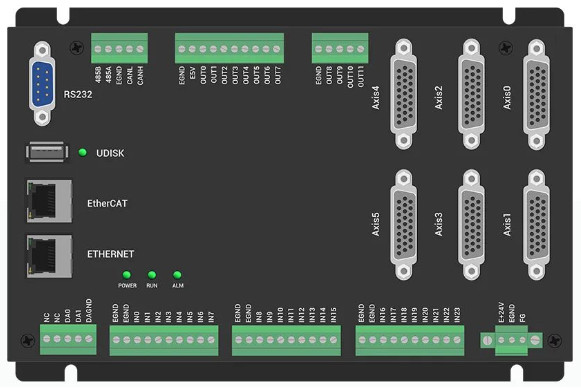
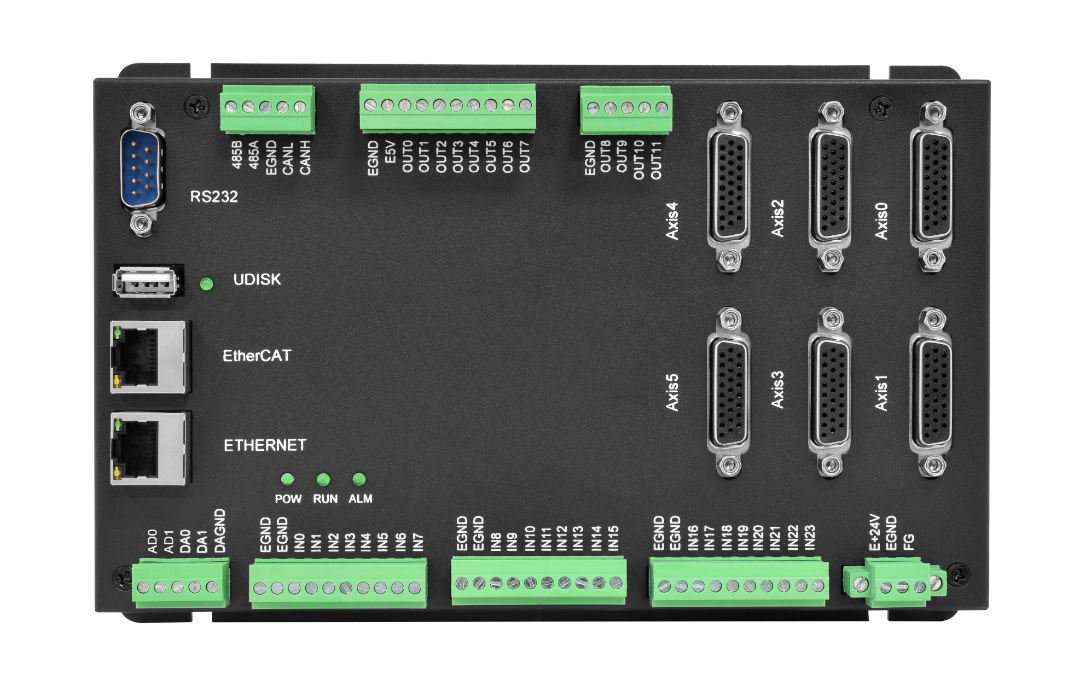
ZMC432是正運(yùn)動(dòng)推出的一款多軸高性能EtherCAT總線運(yùn)動(dòng)控制器,具有EtherCAT、EtherNET、RS232、CAN和U盤等通訊接口,ZMC系列運(yùn)動(dòng)控制器可應(yīng)用于各種需要脫機(jī)或聯(lián)機(jī)運(yùn)行的場(chǎng)合。 ZMC432最多可支持32軸運(yùn)動(dòng)控制,支持直線插補(bǔ)、任意圓弧插補(bǔ)、空間圓弧、螺旋插補(bǔ)、電子凸輪、電子齒輪、同步跟隨等功能。
?
ZMC432支持PLC、Basic、HMI組態(tài)三種編程方式。PC上位機(jī)API編程支持C#、C++、LabVIEW、Matlab、Qt、Linux、VB.Net、Python等接口。 ? ?
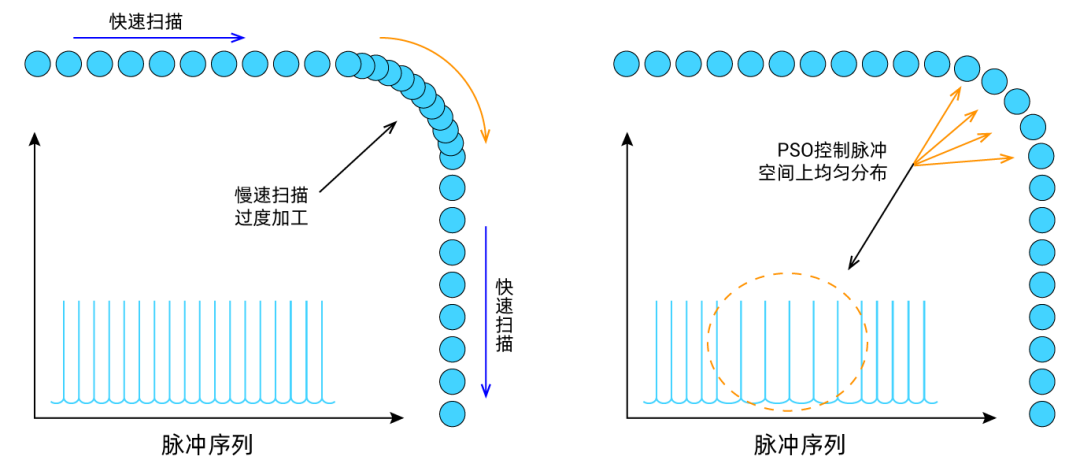
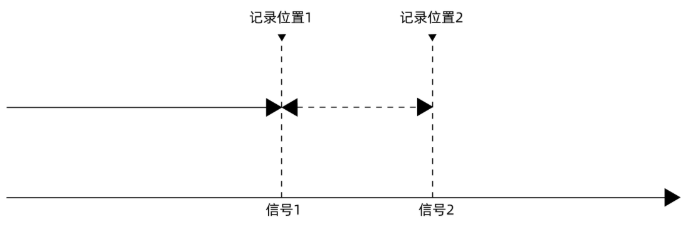
ZMC432內(nèi)置高精度PSO位置同步輸出功能,在加工圓角與曲線時(shí)即使進(jìn)行有減速調(diào)整,在高速加工的場(chǎng)合中也能控制激光輸出的等間距輸出。 實(shí)現(xiàn)PSO硬件比較輸出功能的命令主要有HW_PSWITCH2、MOVE_HWPSWITCH、HW_TIMER等。 ?
例如在做鋰電池焊接的圓角加工時(shí),在減速的同時(shí)能保證輸出間距恒定,同時(shí)結(jié)合SS曲線加工工藝增大了工藝柔性。既保證了加工效果,減少機(jī)械抖動(dòng),也最大限度地提高產(chǎn)能。
? ? 02 軸速度曲線
常見運(yùn)動(dòng)曲線分為梯形速度曲線和S形速度曲線兩種。在此基礎(chǔ)上,正運(yùn)動(dòng)還推出了另一種速度曲線:SS速度曲線。
下文將主要介紹三種常見的速度曲線!
1.梯形速度曲線
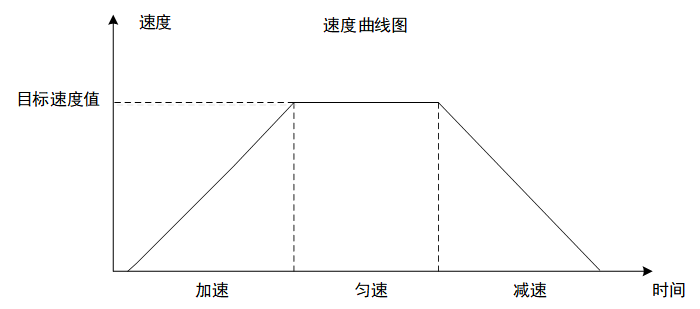
梯形曲線又名T形曲線,用于表達(dá)速度與時(shí)間的關(guān)系,梯形速度曲線圖可見下圖。由圖可知,標(biāo)準(zhǔn)的梯形速度曲線有3個(gè)階段,分別為勻加速、勻速、勻減速階段。 因此在進(jìn)行插補(bǔ)運(yùn)動(dòng)時(shí),可在軸參數(shù)初始化時(shí),直接采用Basic指令對(duì)軸進(jìn)行速度參數(shù)設(shè)置(SPEED速度、ACCEL加速度、DECEL減速度)。
由于梯形速度曲線在運(yùn)動(dòng)控制中的規(guī)劃是最快的,同時(shí)也是最簡(jiǎn)單的,因此梯形曲線在工業(yè)控制領(lǐng)域應(yīng)用中最為廣泛。 但梯形曲線也存在缺點(diǎn),梯形速度不夠平滑,在速度曲線的轉(zhuǎn)角加速度不連續(xù),在實(shí)際插補(bǔ)運(yùn)動(dòng)中容易導(dǎo)致機(jī)器抖動(dòng)等現(xiàn)象,或易對(duì)機(jī)臺(tái)造成沖擊等。
2.S形速度曲線
S形速度曲線同樣用于表達(dá)速度與時(shí)間的關(guān)系。但與梯形曲線的區(qū)別在于對(duì)梯形曲線的加速和減速階段進(jìn)行平滑,平滑后曲線形狀如字母S。S形速度曲線如下圖所示。 正運(yùn)動(dòng)Basic語(yǔ)言提供了專門的SRAMP指令實(shí)現(xiàn)。在實(shí)際運(yùn)動(dòng)應(yīng)用中,通過(guò)SRAMP指令進(jìn)行對(duì)應(yīng)的值設(shè)置,可使運(yùn)動(dòng)中的速度曲線更加平滑,從而減少對(duì)控制過(guò)程中的沖擊,并使插補(bǔ)過(guò)程具有柔性。
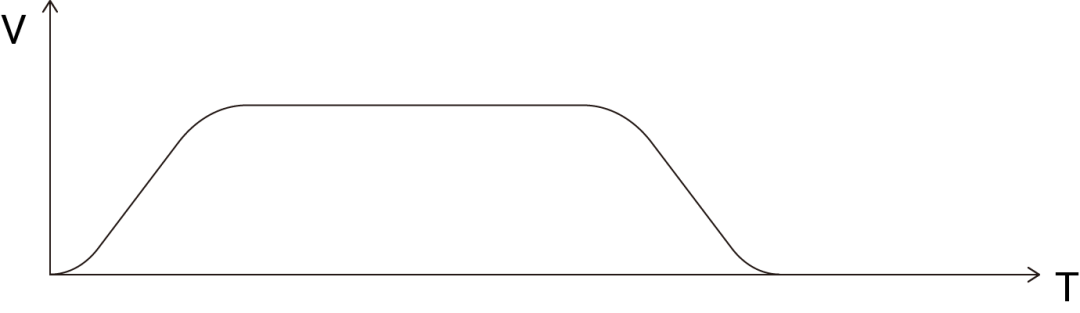
SRAMP指令使用語(yǔ)法:VAR1 = SRAMP,SRAMP?= smoothms。 smoothms:毫秒單位,設(shè)置后加減速過(guò)程會(huì)延長(zhǎng)相應(yīng)的時(shí)間,可設(shè)的時(shí)間長(zhǎng)短和加減速實(shí)際延長(zhǎng)時(shí)間與distance、speed、accel均有關(guān)。
3.SS速度曲線
SS速度曲線又名加加速度曲線,用于表達(dá)加速度與時(shí)間的關(guān)系。加加速度是描述加速度變化快慢的物理量,即加速度的變化率。 正運(yùn)動(dòng)Basic語(yǔ)言中提供了VP_MODE指令的模式6和7可實(shí)現(xiàn)SS曲線(下文將詳細(xì)講解VP_MODE指令),即對(duì)加速度的加速和減速階段進(jìn)行平滑,如下圖所示。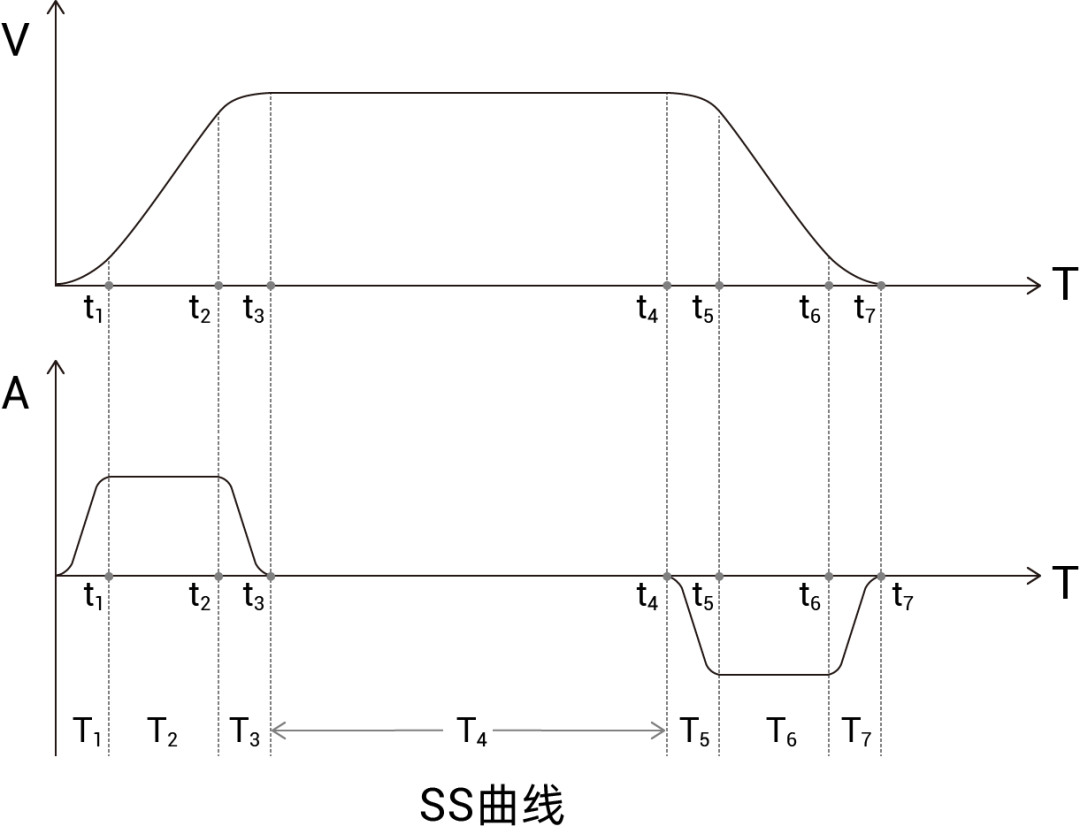
對(duì)加加速度進(jìn)行平滑后,在一些高精度運(yùn)動(dòng)的工業(yè)應(yīng)用場(chǎng)合中,可降低機(jī)構(gòu)因加速度變化率太快而導(dǎo)致的沖擊過(guò)大和抖動(dòng)現(xiàn)象。 例如常見的鋰電池焊接加工行業(yè),在對(duì)動(dòng)力電池頂蓋進(jìn)行軌跡焊接時(shí),在每個(gè)拐角處走倒角的時(shí)候,對(duì)其應(yīng)用SS曲線,則可有效增大其柔性,降低機(jī)臺(tái)抖動(dòng)和沖擊,使得焊接過(guò)程更加平穩(wěn)且連續(xù)。 ? ?
03 速度曲線理論分析
梯形速度曲線只有勻加速、勻速和勻減速三個(gè)階段。而S形曲線由于對(duì)加減速階段進(jìn)行了平滑,因此可分為7個(gè)階段,如下圖,S曲線的作用范圍是T1、T3、T5、T7;SS曲線的作用范圍也相同,區(qū)別在于SS曲線的加速度變化更為平緩。
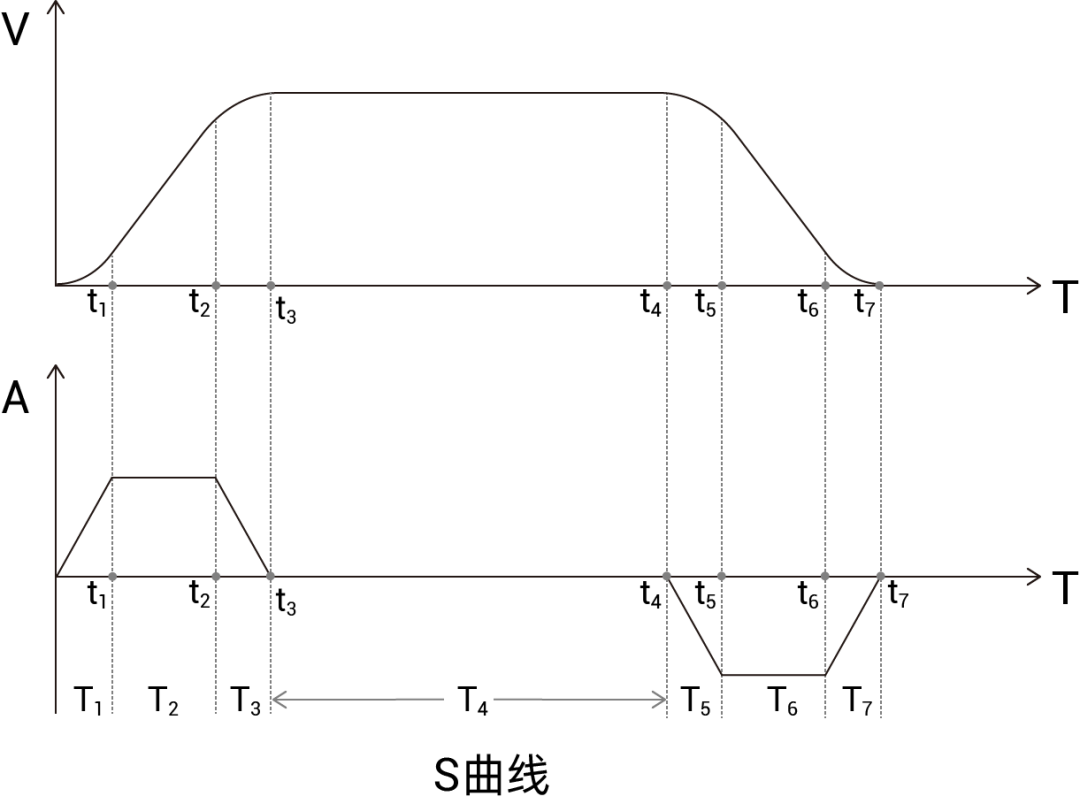
由于S形曲線在加速和減速過(guò)程中,其加速度是變化的,因此引入了一個(gè)新的變量J,即加加速度。
?J=da/dt
在加速度變化過(guò)程中,規(guī)定最大加速度為amax,最小加速度為-amax,由此可推出各個(gè)階段的加速度與加加速度之間的關(guān)系:? ? ? ? ?
?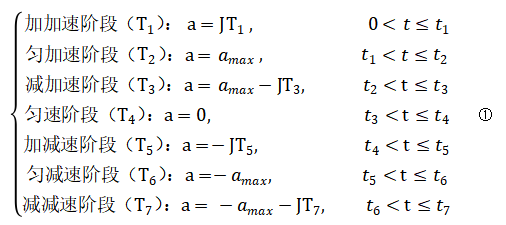 ??
??
通常確定整個(gè)運(yùn)行過(guò)程,需要知道三個(gè)基本系統(tǒng)參數(shù):
1.加速度時(shí)間關(guān)系
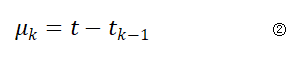
根據(jù)上圖的加速度變化曲線圖,由圖中可知T1-T3為勻加速階段,T4為勻加速階段,T5-T6為勻減速階段,該處引入另一個(gè)變量μ。則:
根據(jù)公式①和②可得到加速度與時(shí)間的關(guān)系函數(shù)如下: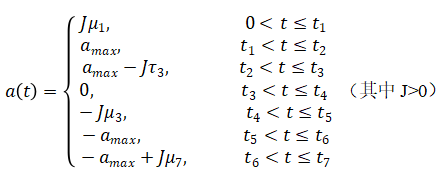
2.速度時(shí)間關(guān)系
速度與加速度存在的函數(shù)關(guān)系為:v=at;加加速度和速度的關(guān)系則滿足:
結(jié)合加速度時(shí)間關(guān)系并結(jié)合上述加速度與時(shí)間關(guān)系函數(shù),可得到如下所示的關(guān)系:
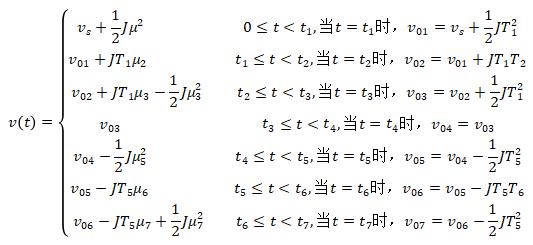
簡(jiǎn)化之后可得:
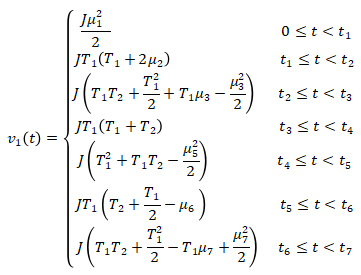
以上便是速度、加速度、加加速度三者之間曲線變化之間的函數(shù)關(guān)系。
04 VP_MODE指令說(shuō)明及使用例程 1.指令詳解 1.指令說(shuō)明
通過(guò)VP_MODE指令可實(shí)現(xiàn)對(duì)加減速曲線類型進(jìn)行設(shè)置,有多個(gè)模式可選擇,可設(shè)置S形曲線、SS曲線,使得梯形曲線更加平滑。該指令一般用于軸參數(shù)初始化程序中,可與SRAMP指令同時(shí)使用,當(dāng)VP_MODE為模式0時(shí),以SRAMP設(shè)置的值生效。
語(yǔ)法:VAR1 = VP_MODE或 VP_MODE(axis)=mode
mode:模式選擇
VP_MODE模式如下:
| 模式 | 描述 |
| 0 | 缺省值,使用SRAMP來(lái)設(shè)置S曲線; |
| 4 |
起步時(shí)最大加速度,達(dá)到最高速時(shí)加速度漸變?yōu)?;S和SS曲線圖如下所示。 該模式適用于對(duì)沖擊沒(méi)有要求的高速啟停的加工場(chǎng)合。 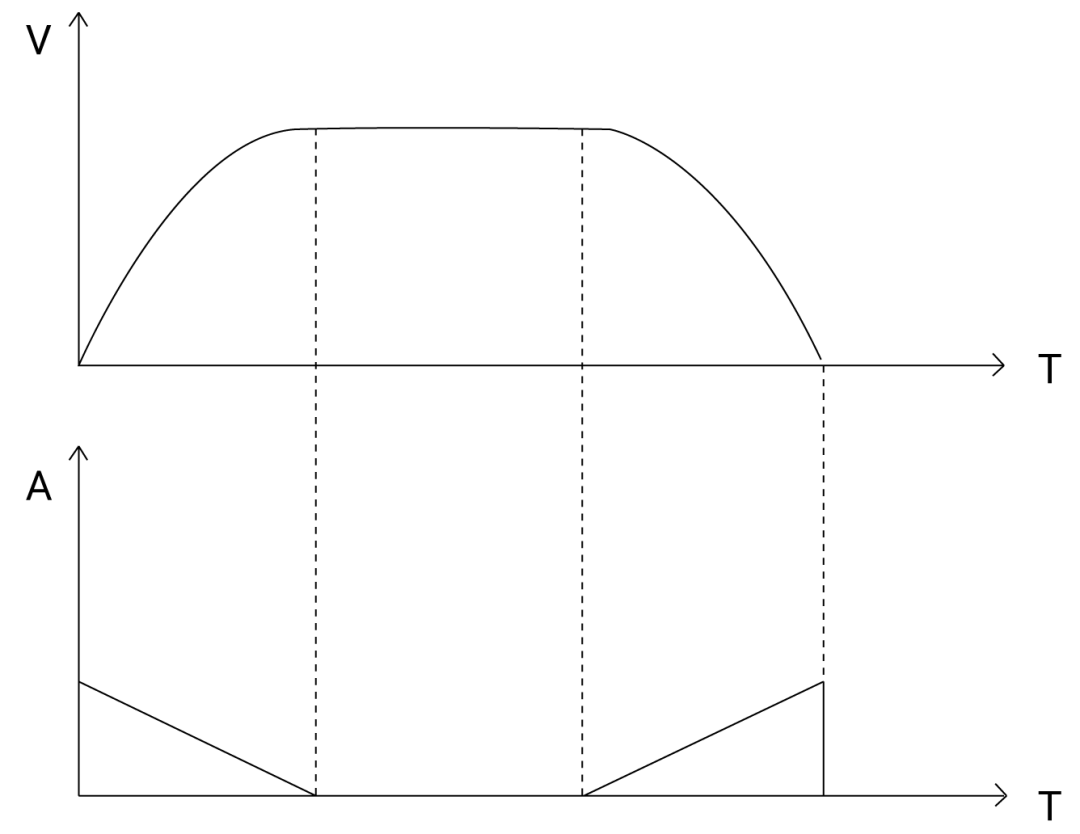 |
| 6 |
新增類型SS曲線,加加速度連續(xù)的曲線類型,SS模式比T形減速會(huì)增加87%的減速時(shí)間。此模式只有減速階段才生效,加速階段則以模式0的方式生效,方便連續(xù)小線段插補(bǔ); 該模式適用于高速啟動(dòng),平穩(wěn)停止的加工場(chǎng)合。 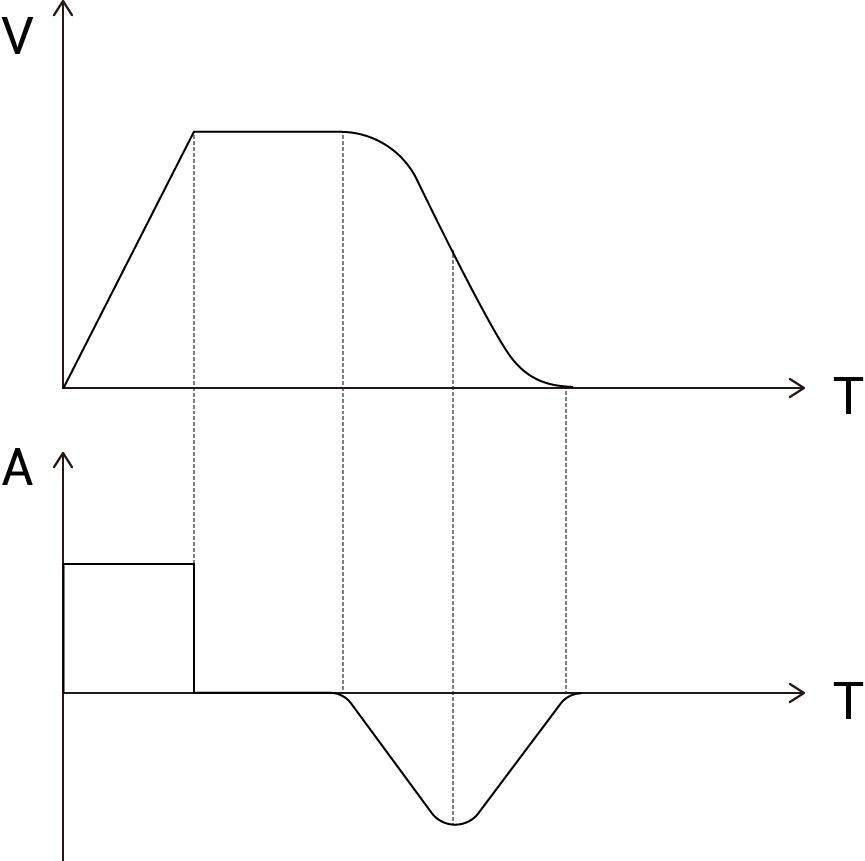 |
| 7 |
新增類型SS曲線,加加速度連續(xù)的曲線類型。動(dòng)態(tài)修改軸參數(shù)或連續(xù)插補(bǔ)可能導(dǎo)致加加速度無(wú)法連續(xù),此時(shí)會(huì)切換到模式0,因此建議SRAMP也設(shè)置合適值。 該模式適用于高精度且啟停速度平穩(wěn)的無(wú)沖擊加工場(chǎng)合。 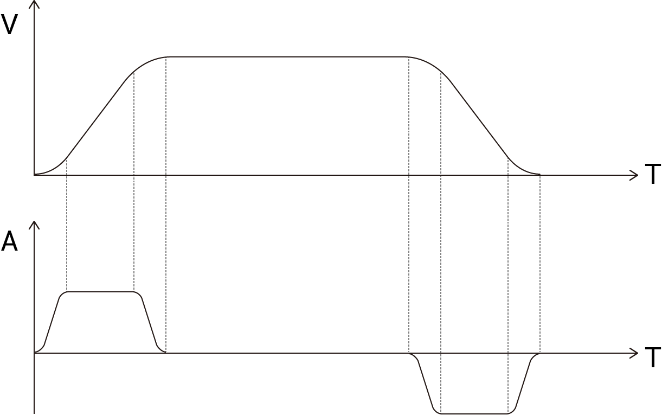 |
2.使用例程
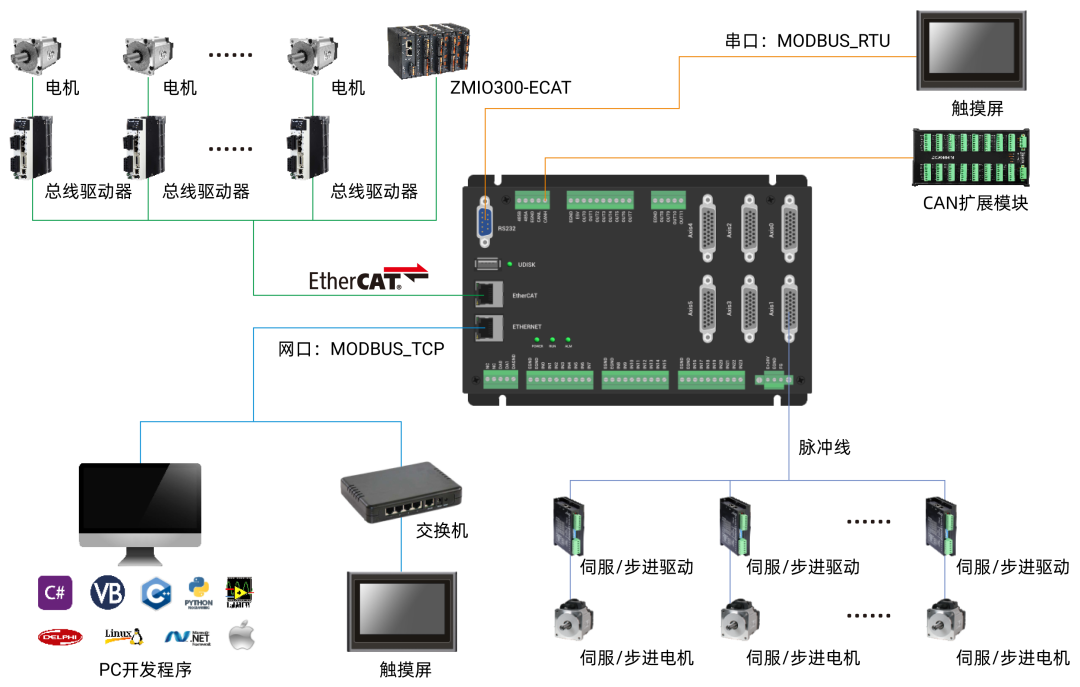
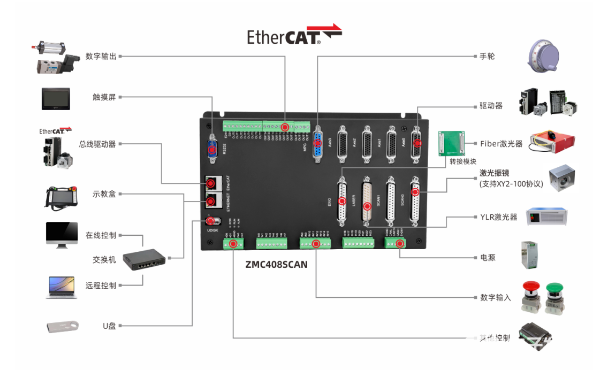
以下例程均可通過(guò)ZMC432控制器實(shí)現(xiàn),連接架構(gòu)圖如下所示:
(1)VP_MODE設(shè)置為模式0,以單軸運(yùn)動(dòng)為例。
?
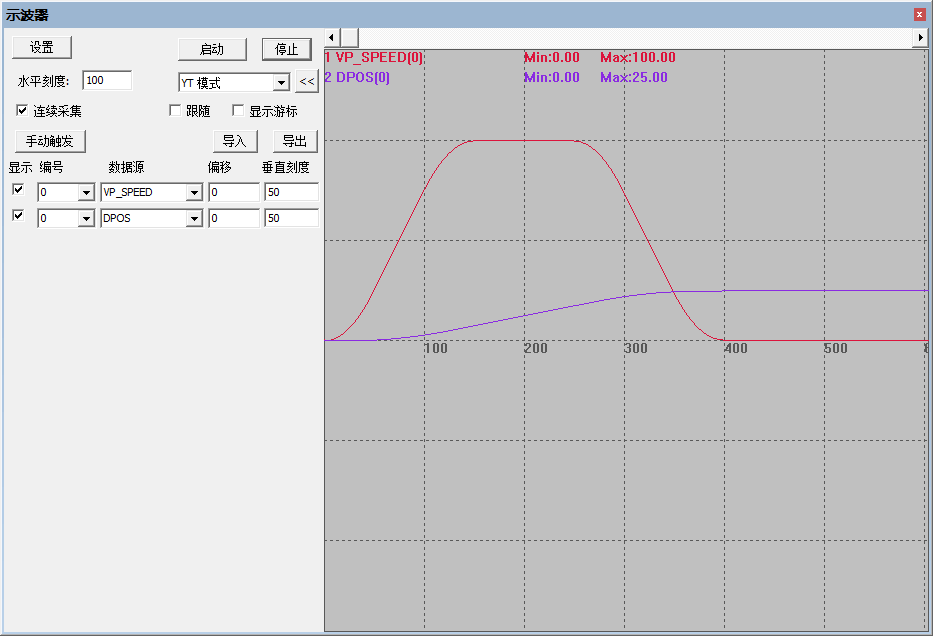
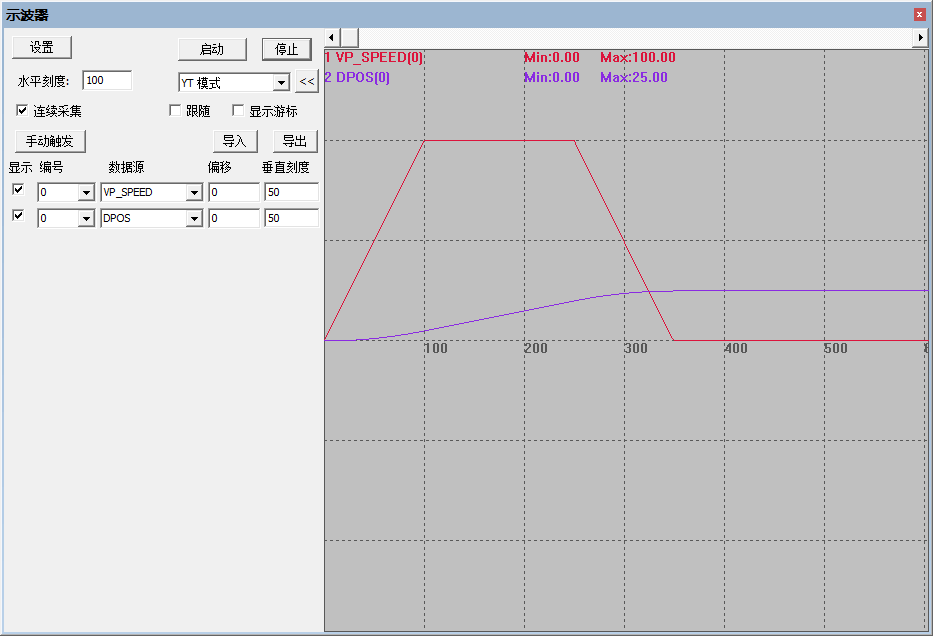
RAPIDSTOP(2) '停止之前的全部軸 WAIT IDLE(0) '等待軸0停止 BASE(0) '設(shè)置軸 ATYPE=1 '設(shè)置軸類型為脈沖 UNITS=1000 '脈沖當(dāng)量 DPOS=0 MPOS=0 SPEED=100 '設(shè)置速度為100 ACCEL=1000 '設(shè)置加速度1000 DECEL=1000 '設(shè)置減速度1000 SRAMP=50 '設(shè)置S曲線時(shí)間為50ms VP_MODE=0 '軸0設(shè)置模式0 TRIGGER MOVE(25) '單軸運(yùn)動(dòng)25 END當(dāng)SRAMP=50時(shí),速度和加速度的曲線如下圖所示,分別在加速和減速階段都進(jìn)行了平滑,而運(yùn)動(dòng)時(shí)間也會(huì)相應(yīng)地延長(zhǎng)。可與SRAMP=0時(shí)的曲線圖進(jìn)行對(duì)比。
?
當(dāng)SRAMP=0時(shí),速度和加速度的曲線如下圖所示:
(2)VP_MODE設(shè)置為模式4,以多軸直線插補(bǔ)運(yùn)動(dòng)為例。
?
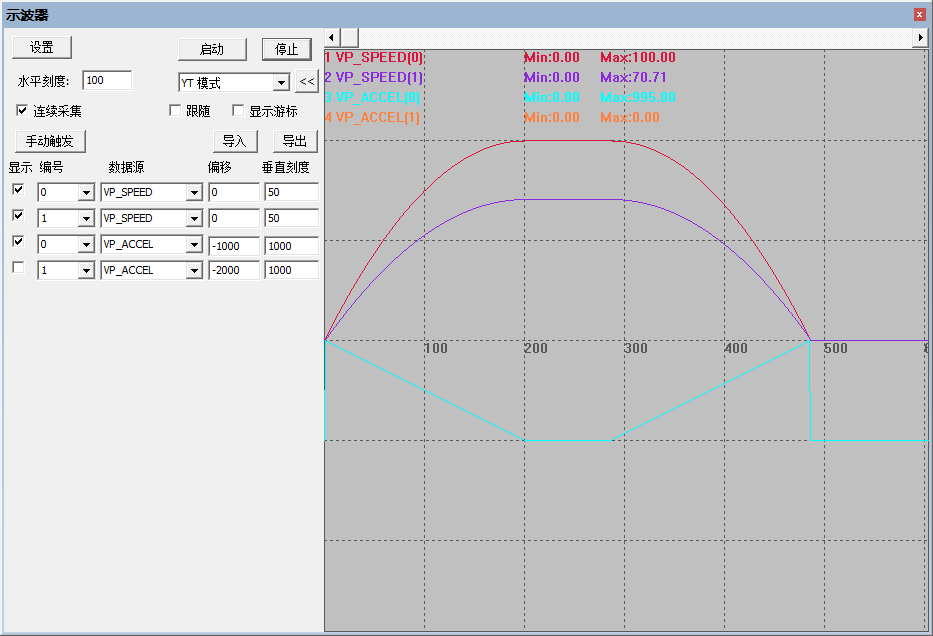
RAPIDSTOP(2) '停止之前的全部軸 WAIT UNTIL IDLE(0) AND IDLE(1) '等待軸0和軸1停止 BASE(0,1) '設(shè)置軸,軸0為主軸 ATYPE=1,1 UNITS=1000,1000 DPOS=0,0 MPOS=0,0 SPEED=100,100 '設(shè)置軸0和軸1速度為100 ACCEL=1000,1000 DECEL=1000,1000 MERGE=ON '開啟連續(xù)插補(bǔ) SRAMP=0,0 '不設(shè)置S曲線 VP_MODE=4,0 '軸0設(shè)置模式4,軸1設(shè)置模式0 TRIGGER MOVE(25,25) '插補(bǔ)運(yùn)動(dòng) END上述配置下,軸0采用VP_MODE模式4,起步以最高加速度開始運(yùn)動(dòng)并遞減至0。該模式適用于需要快速啟停的場(chǎng)合。
?
注:由于該運(yùn)動(dòng)為插補(bǔ)運(yùn)動(dòng),軸0為主軸,因此速度及加速度曲線看主軸即可。VP_ACCEL數(shù)據(jù)源需通過(guò)手動(dòng)輸入,采集S曲線和SS曲線下的加速度值的變化。
(3)VP_MODE設(shè)置為模式6,以多軸直線插補(bǔ)運(yùn)動(dòng)為例。
?
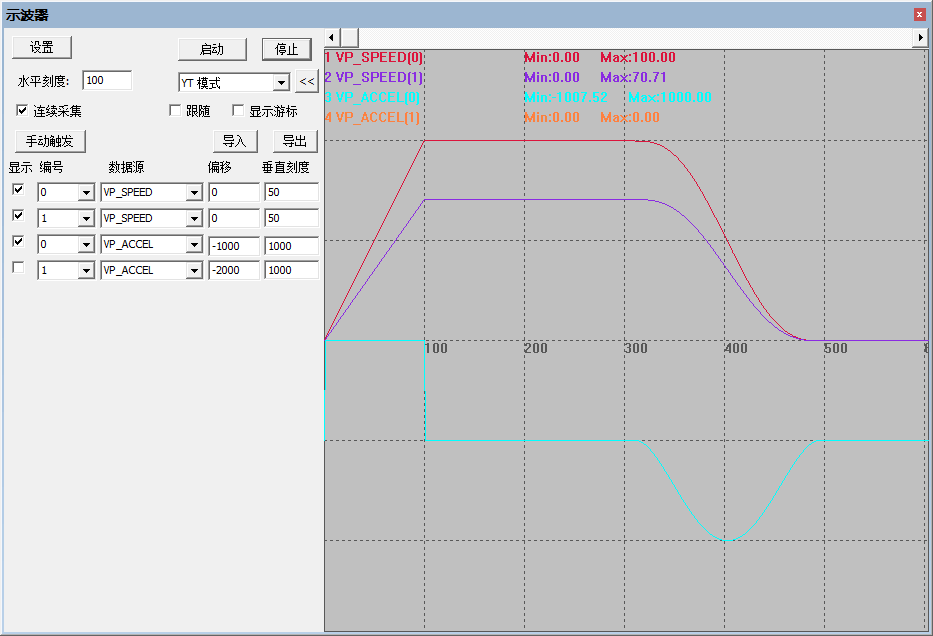
RAPIDSTOP(2) '停止之前的全部軸 WAIT UNTIL IDLE(0) AND IDLE(1) '等待軸0和軸1停止 BASE(0,1) '設(shè)置軸,軸0為主軸 ATYPE=1,1 UNITS=1000,1000 DPOS=0,0 MPOS=0,0 SPEED=100,100 '設(shè)置軸0和軸1速度為100 ACCEL=1000,1000 DECEL=1000,1000 MERGE=ON '開啟連續(xù)插補(bǔ) SRAMP=0,0 '不設(shè)置S曲線 VP_MODE=6,0 '軸0設(shè)置模式6,軸1設(shè)置模式0 TRIGGER MOVE(25,25) '插補(bǔ)運(yùn)動(dòng) END
?
當(dāng)VP_MODE設(shè)置為模式6時(shí),只對(duì)減速階段進(jìn)行平滑。當(dāng)加速階段沒(méi)有設(shè)置S或SS曲線時(shí),則加速度上電瞬間便達(dá)到最大值,以設(shè)定的加速度運(yùn)動(dòng)。當(dāng)減速階段設(shè)置了SS曲線,由下圖可知,對(duì)加速度曲線進(jìn)行了平滑減速,使得運(yùn)動(dòng)在減速階段過(guò)渡更為自然平滑。
該模式適用于連續(xù)插補(bǔ)場(chǎng)合,保證運(yùn)動(dòng)平穩(wěn)的條件下,提高效率。
注:由于該運(yùn)動(dòng)為插補(bǔ)運(yùn)動(dòng),軸0為主軸,因此速度及加速度曲線看主軸即可。
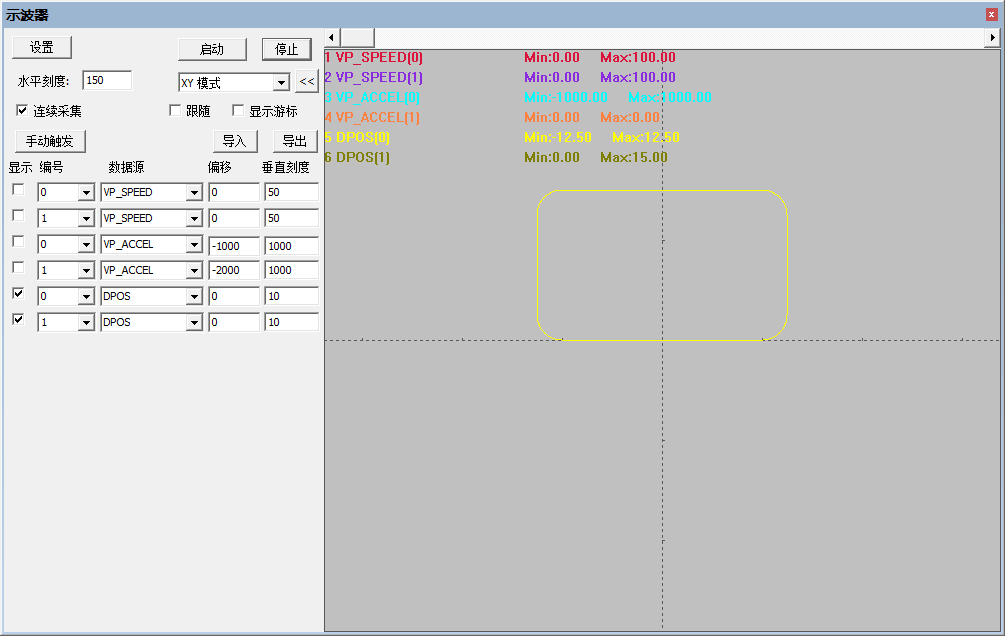
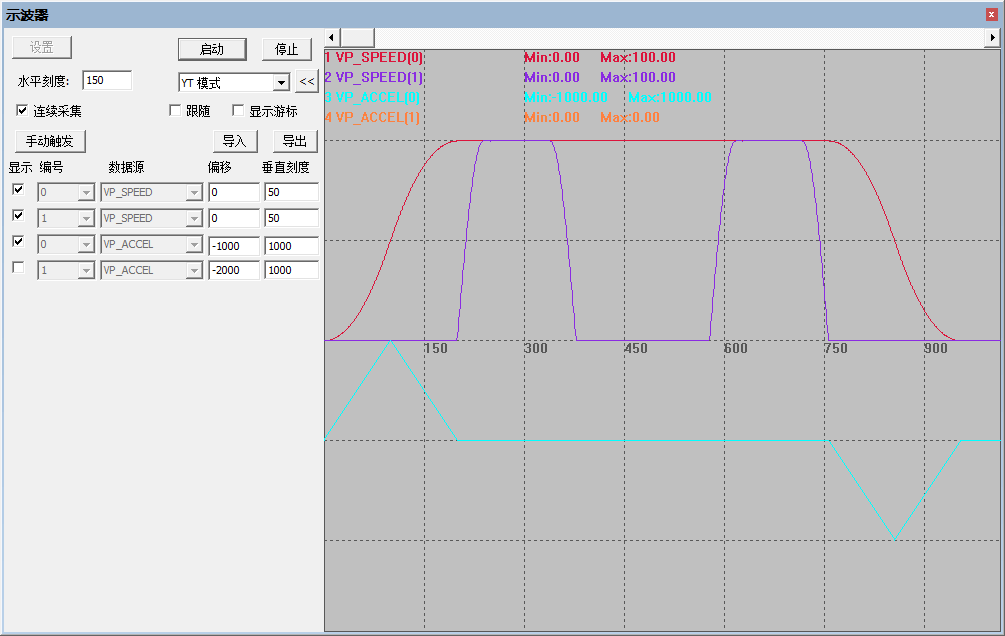
(4)VP_MODE設(shè)置為模式7,以鋰電池行業(yè)的跑道軌跡加工運(yùn)動(dòng)為例。
?
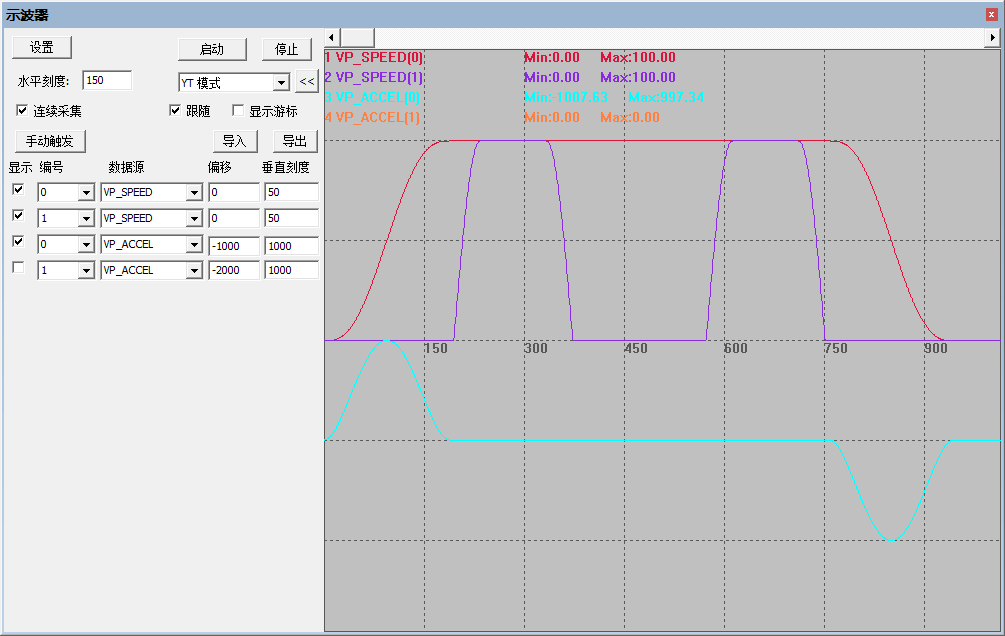
RAPIDSTOP(2) '停止之前的全部軸 WAIT UNTIL IDLE(0) AND IDLE(1) '等待軸0和軸1停止 BASE(0,1) '設(shè)置軸0和軸1 ATYPE=1,1 UNITS=1000,1000 DPOS=0,0 MPOS=0,0 SPEED=100,100 '設(shè)置軸0和軸1速度分別為100 ACCEL=1000,1000 '設(shè)置軸0和軸1加速度為1000 DECEL=1000,1000 MERGE=ON SRAMP=100,100 '設(shè)置S曲線時(shí)間為100 VP_MODE=7,7 '軸0設(shè)置模式7,即設(shè)置SS曲線 TRIGGER MOVE(10,0) '軸0正向運(yùn)動(dòng)10 MOVECIRC(2.5,2.5,0,2.5,0) '做半徑為2.5的圓弧運(yùn)動(dòng) MOVE(0,10) '軸1正向運(yùn)動(dòng)10 MOVECIRC(-2.5,2.5,-2.5,0,0) MOVE(-20,0) '軸0負(fù)向運(yùn)動(dòng)20 MOVECIRC(-2.5,-2.5,0,-2.5,0) MOVE(0,-10) '軸1負(fù)向運(yùn)動(dòng)10 MOVECIRC(2.5,-2.5,2.5,0,0) MOVE(10,0) '軸0正向運(yùn)動(dòng)10 ENDVP_MODE設(shè)置為模式7,對(duì)SS曲線進(jìn)行平滑后的圖像如下,可與下圖的VP_ACCEL加速度曲線(淺藍(lán)色線條)進(jìn)行對(duì)比。適用于運(yùn)動(dòng)抖動(dòng)較大的場(chǎng)合。 注:由于該運(yùn)動(dòng)為插補(bǔ)運(yùn)動(dòng),軸0為主軸,因此速度及加速度曲線看主軸即可。
?
XY模式下軸0和軸1的插補(bǔ)軌跡:
(5)以下是未設(shè)置SS曲線的速度曲線圖。
?
SRAMP=100,100 '設(shè)置S曲線時(shí)間為100 VP_MODE=0,0 ' SS曲線取消由示波器采樣圖形可知,當(dāng)前按S曲線運(yùn)動(dòng)。
?
由此可以對(duì)比得出VP_MODE=7,軸0,軸1的SS加減速的速度曲線更柔和。
審核編輯:劉清























 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論