 電子發(fā)燒友App
電子發(fā)燒友App


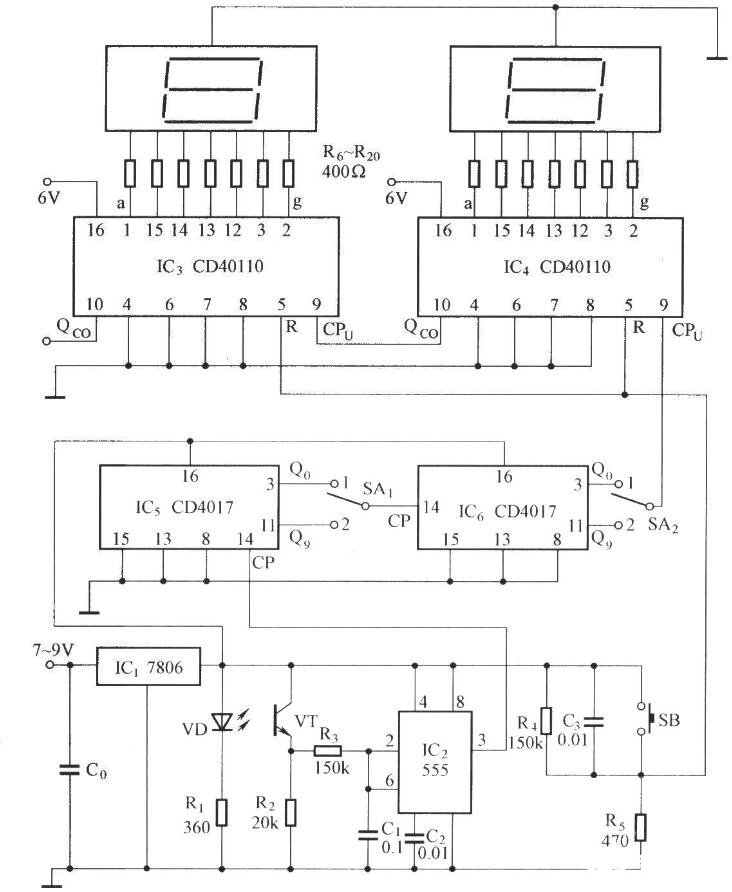
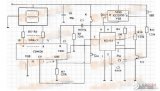
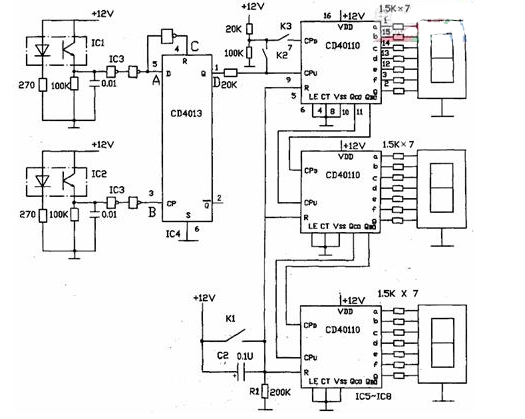
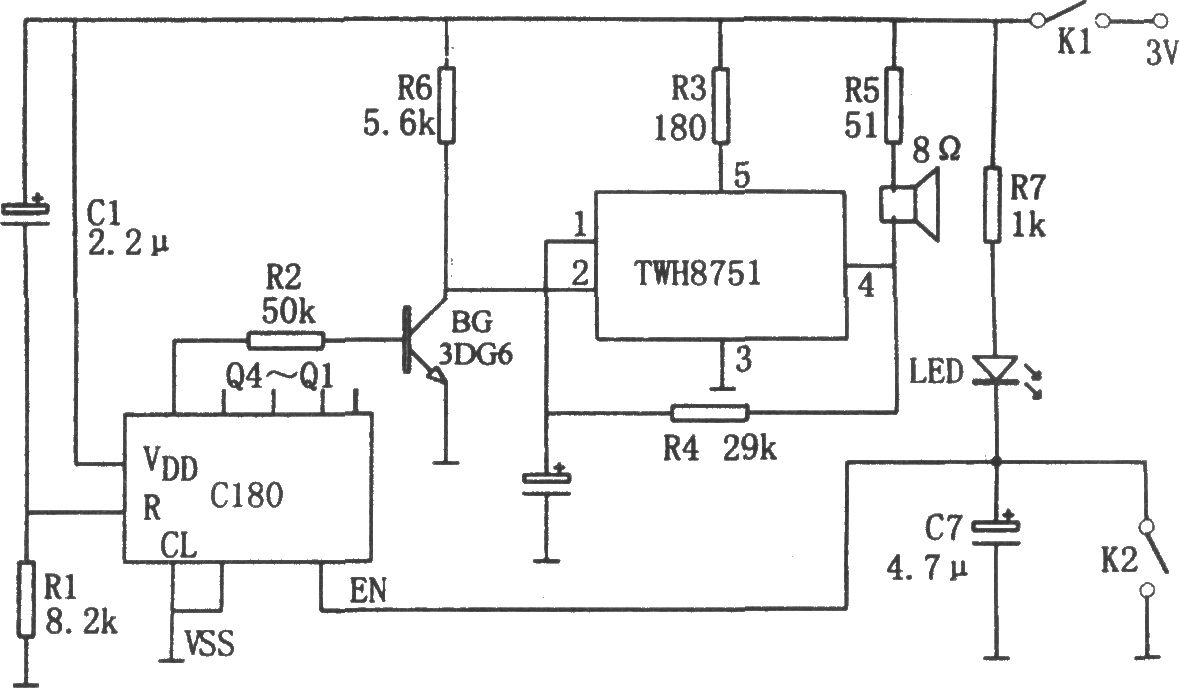
2.工作原理
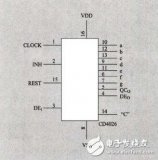
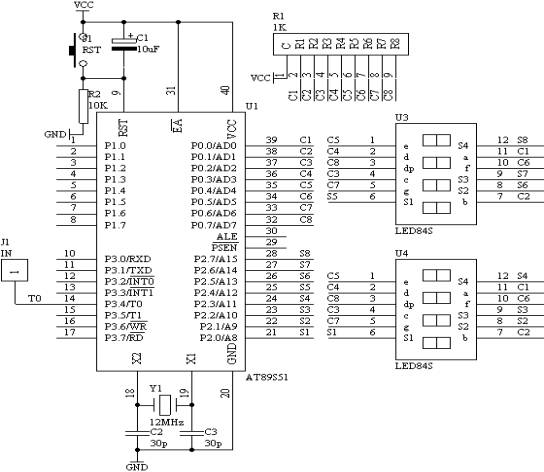
J1接入+6V電源按下S1電路通電,自動復(fù)位電路向IC1⑤腳發(fā)出清零信號,數(shù)碼管顯示為“0”。在電路計數(shù)過程中,也可以按下AN2人實行工清零。
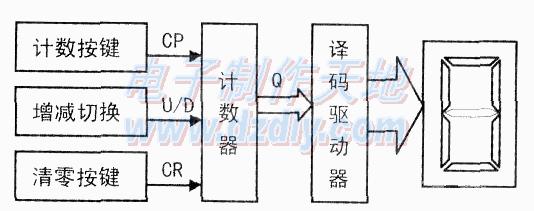
電路復(fù)位后,可以通過手動計數(shù)或CP輸入端口自動計數(shù),此時,數(shù)碼管按照0、1、2、3、…9、0…順序循環(huán)計數(shù)。選用CP輸入端口自動計數(shù)時,應(yīng)是輸入的頻率低一些為好,便于觀察數(shù)字變化效果。
三、制作要求
1.元件一覽表

2.元件布置
以數(shù)碼管為核心、采用單面布置元件。按鈕和開關(guān)放置在操作方便的位置,接線端子應(yīng)放在線路板邊沿處,以便于連線。這里提供一個布線圖僅供參考。
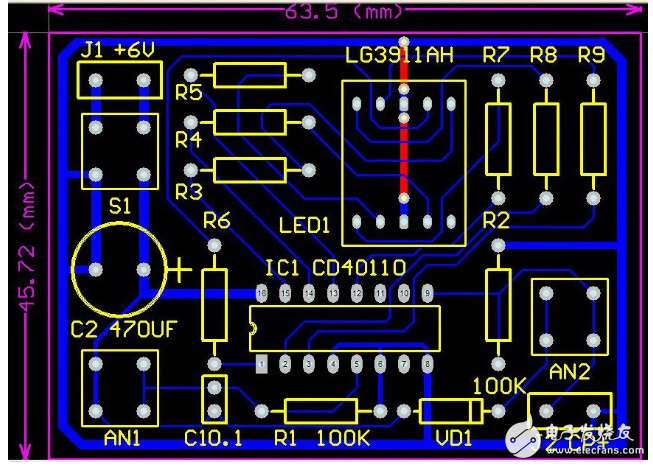
PCB板中的紅色線條為元件面的跳線,是數(shù)碼管的地線。
3.焊接要求
⑴根據(jù)元件的布置位置,先將線路板進行修整,必要時可以將一些銅箔線段切斷或連接。實際連線可以用原有的銅箔,若使用焊線連接,連線之間的間隔和絕緣要處理好。
⑵有條件時,集成電路和數(shù)碼管可以先焊上插座,可以減少損壞器件的幾率。
⑶焊接的順序可以由里到外或分部進行,也可根據(jù)個人的習慣進行。
⑷焊點大小以焊盤自然堆積為準。焊接牢固,不虛焊、假焊、脫焊。整體外觀光滑、整潔、無斑痕和拖尾。較大電流處,應(yīng)加寬、加粗銅箔線條。引腳剪線端高于焊點頂端0.5~0.8mm。每點焊接時間不要超過4秒為好。
4.檢查整理
線路板焊接結(jié)束后,要進行整體檢查和整理,力求做到線路連接正確,元件固定牢固,元件布置美觀合理。按鈕、開關(guān)操作靈活可靠、便捷。對線路板外加較小震動,電路應(yīng)工作正常,數(shù)碼管不閃爍。











 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論