") LEAF模組的激光焊接
LEAF模組的激光焊接
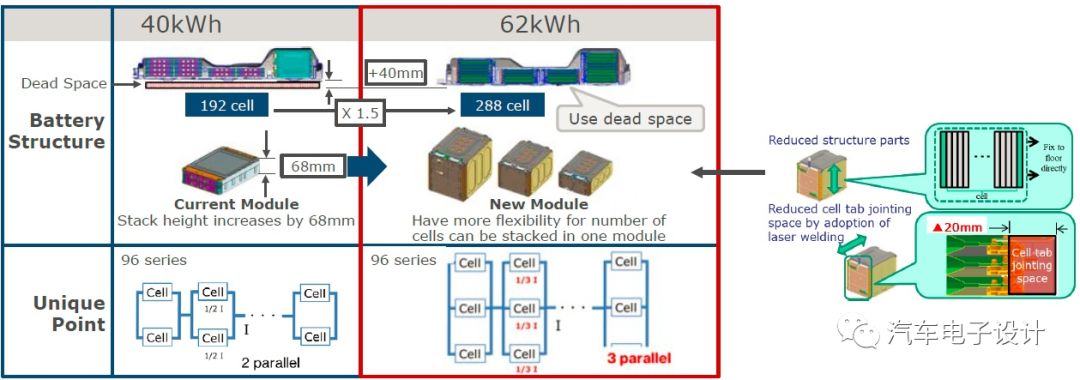
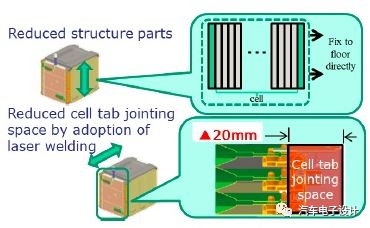
在昨天的文章寫(xiě)完以后,還有個(gè)工藝方面的討論需要仔細(xì)拿出來(lái)談一談,是有關(guān)未來(lái)EV電池的可維修性的問(wèn)題。如下圖所示,日產(chǎn)在從40kWh=>62kWh是做了挺多的變化。為了把多出來(lái)的電芯塞到原有的Pack空間里面,電池的可維修性就做了一些妥協(xié),主要是如下圖所示的,焊接和結(jié)構(gòu)上做了交換。
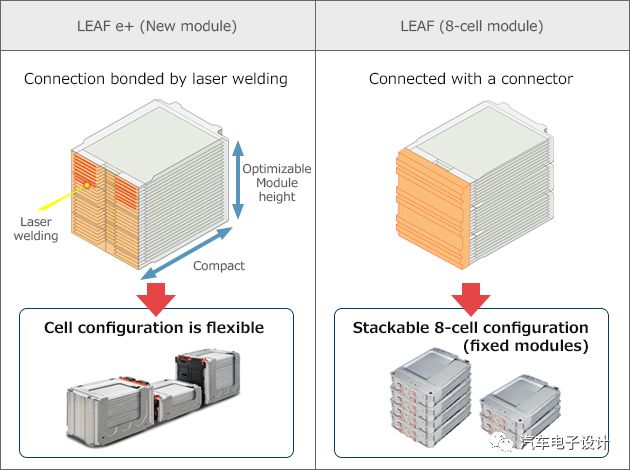
原有的是標(biāo)準(zhǔn)化的模組,可以8個(gè)電芯位單元進(jìn)行替換維修(4個(gè)為單元是可以替換的)
現(xiàn)在采用焊接的方式,不同配置的模組都要準(zhǔn)備備件,而且內(nèi)部不可維修
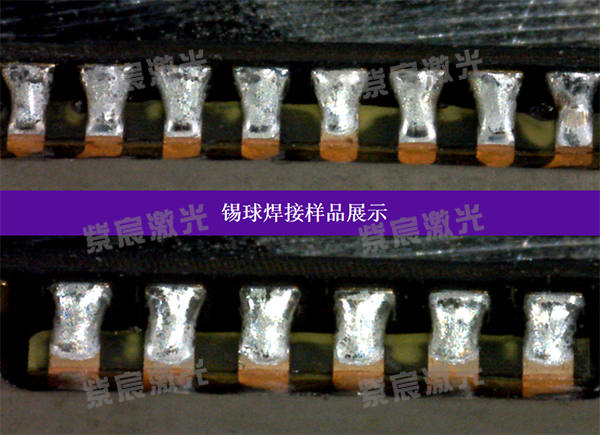
具體的就是類(lèi)似之前LG和SK普遍使用,單端出Tab的下面,采用Tab焊接到母線(xiàn)牌的方式來(lái)完成,如下圖所示:
之前的焊接電芯在成組的方式:電芯是采用超聲焊接的方式通過(guò)小的母線(xiàn)牌往外連接。
因此在這個(gè)時(shí)候的設(shè)計(jì),還是充分考慮可維修性,在端接的特性把連接阻抗放在第二位。
目前的激光焊接方式:更多的是考慮工藝層面的速度和效率,等到實(shí)物發(fā)布出來(lái)我們可以看下是否是之前類(lèi)似的焊接模式
這里主要的考慮幾個(gè)事情,在電池頂部的空間使用率
電池之間的阻抗均勻性和整個(gè)連接阻抗
還有就是由于電芯增多之后的加工節(jié)拍考慮,激光焊接比超聲快很多
代價(jià)就是這么多電芯就合在一起,走上了和其他軟包電芯企業(yè)一樣的做法
在之前發(fā)布的z制造視頻里面,是沒(méi)有涉及這個(gè)工藝環(huán)節(jié)的
我覺(jué)得這種結(jié)構(gòu)的改變,等于LG、SK和日產(chǎn)的設(shè)計(jì)很多細(xì)節(jié)在之前的分叉之后,使得軟包的模組設(shè)計(jì)方向都開(kāi)始趨同了。
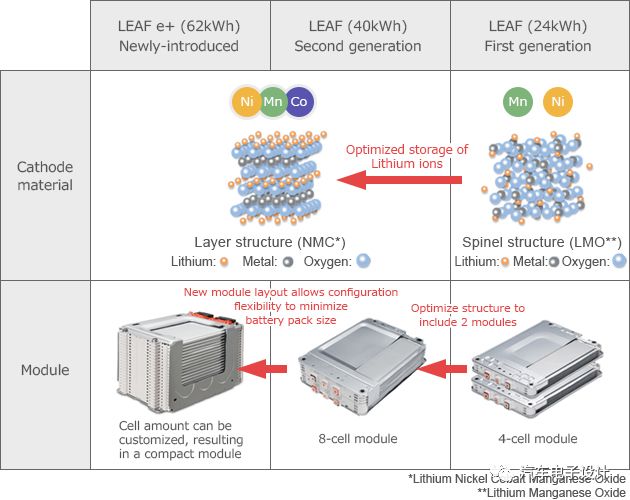
小結(jié):其實(shí)挺好奇下一代日產(chǎn)的純電動(dòng)平臺(tái)方向上,有關(guān)于電芯的采用會(huì)不會(huì)在尺寸和模組設(shè)計(jì)上會(huì)有更大的改進(jìn),在NCM的特性上,AESC的電芯的很多問(wèn)題會(huì)和其他企業(yè)一樣多,簡(jiǎn)單的模組設(shè)計(jì)是否有效,還能不能保持自身的安全記錄,真的是一個(gè)疑問(wèn)
-
模組
+關(guān)注
關(guān)注
6文章
1612瀏覽量
31141 -
激光焊接
+關(guān)注
關(guān)注
4文章
545瀏覽量
21460 -
電芯
+關(guān)注
關(guān)注
14文章
769瀏覽量
26348
原文標(biāo)題:LEAF模組的激光焊接
文章出處:【微信號(hào):QCDZSJ,微信公眾號(hào):汽車(chē)電子設(shè)計(jì)】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
激光焊接工藝有哪些?
激光焊接原理
激光焊接的優(yōu)點(diǎn)
塑料激光焊接機(jī)的應(yīng)用
為什么說(shuō)新一代Leaf電池模組是自然冷卻方式集大成者
LEAF電池模組演變
激光焊接機(jī)的分類(lèi)_激光焊接機(jī)特點(diǎn)
ccm模組/vcm激光自動(dòng)焊接方法的簡(jiǎn)單介紹
激光焊接技術(shù)在焊接手機(jī)攝像頭模組的優(yōu)點(diǎn)

適合攝像頭OIS模組焊接的激光噴錫焊接設(shè)備
開(kāi)放式激光振鏡運(yùn)動(dòng)控制器在動(dòng)力電池模組連接片的焊接應(yīng)用
激光焊接技術(shù)焊接黃銅的工藝特點(diǎn)

激光焊接:CCM攝像頭模組精密制造的核心






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論