") 圍繞25微米和35微米通孔的激光鉆孔展開分析
圍繞25微米和35微米通孔的激光鉆孔展開分析

前言 筆者這幾個月走訪了不少企業(yè),碰到很多非常資深的電路板專家,交流中受益匪淺。只是有些小遺憾,很多電路板專家對激光這個冷門方向還不熟悉,因此有必要把一些激光方面的東西慢慢講清楚,本文圍繞25微米和35微米通孔的激光鉆孔展開。
一、目前25微米和35微米通孔
傳統(tǒng)鉆孔方式
一般紫外激光鉆孔機,會把激光光斑設(shè)置在15微米~25微米之間,因此要鉆25微米的通孔,基本上都是直接燒孔方式加工。所謂燒孔方式加工,就是振鏡跳轉(zhuǎn)到待加工孔位就定住,激光出光,直接把銅箔和PI擊穿,形成25微米通孔。
對于35微米通孔,則有兩種情況,一種情況是調(diào)整一下外光路和激光參數(shù)或者采取激光焦點離焦的做法,讓激光對銅箔的有效光斑加大到35微米,采用和25微米通孔鉆孔一樣的燒孔方式加工,這樣可以快速燒出需要的通孔,然后讓外光路調(diào)整回來或者激光焦點回到焦點位置,使得激光焦點恢復(fù)正常光斑大小,再把定位孔和其他孔加工一遍,其實也是采用了兩次加工的思路。這個思路最大問題是整體精度會受到影響,且通孔會過熱。另一種投機取巧的方法是采用括弧旋切方式進行旋切加工,例如光斑20微米,要旋切35微米直徑通孔,那么激光焦點中心旋切直徑是35微米-20微米=15微米,這已經(jīng)超越了一般振鏡的有精度的切割范圍,因此,實際上其鉆孔軌跡是彎月亮的形狀,這是振鏡旋切能力不足造成的。
二、25微米和35微米通孔
傳統(tǒng)方式鉆孔的缺陷
對于25微米和35微米通孔的燒孔方式鉆孔,毫疑問,有以下可能缺陷產(chǎn)生:
1.微孔入口和出口毛刺
由于激光是定點燒孔,因此等離子體很強,孔口毛刺很多,這一點很容易理解。
2.微孔入口和出口不規(guī)則,圓度不好
激光定點燒孔,孔口形狀與光斑形狀密切相關(guān),同時與等離子體形狀相關(guān),而等離子體的建立是隨機的,因此微孔孔口形狀也是在變化,圓度不好。
3.孔內(nèi)銅箔與PI分層
激光定點燒孔,激光能量非常集中,等離子體也非常集中,這樣銅箔受熱很嚴(yán)重,很容易造成銅箔和PI嚴(yán)重分層,這種分層屬于嚴(yán)重品質(zhì)不良。那種采用大功率激光離焦定點燒孔,以獲得最快的35微米燒孔速度的設(shè)備廠家,是否會預(yù)料這種方式最終產(chǎn)品可能不被市場接受呢。
4.孔內(nèi)銅箔界面容易形成碳和銅的共生物——黑線
25微米和35微米通孔孔徑已經(jīng)很小了,需要很好的電性能,如果再出現(xiàn)黑線,實在屬于不好的現(xiàn)象。
5.孔口周圍熱影響區(qū)大
前面都是講的孔內(nèi)過熱造成的現(xiàn)象,即使在表層孔口周圍,也是大量的熱影響區(qū)存在。這其實也是對表層銅箔進行了一次表面激光正火處理。
6.鉆孔錐度不可控
25微米通孔電鍍,要防止孔口電鍍速度快,孔內(nèi)電鍍速度慢,最終孔口封閉,孔內(nèi)空腔,這是要嚴(yán)格避免的,因此25微米通孔最好是帶錐度的通孔,有利于電鍍不留孔內(nèi)空腔。
對于35微米通孔的旋切方式鉆孔,只能認為那是一種假旋切,否則只能用蝸牛般的效率進行真旋切,沒有實際意義。如果是假旋切,由于振鏡速度不均勻,孔內(nèi)激光光斑重疊度也不均勻,因此會造成孔內(nèi)諸多不良,在此不再描述。
三、全新的激光微孔鉆孔方式
——旋切鉆孔
對于25微米和35微米通孔鉆孔,武漢銥科賽科技創(chuàng)新的自主研發(fā)生產(chǎn)紫外激光鉆孔機,采用了高速旋切鉆孔方式,對銅箔厚度12微米以內(nèi)的雙面銅箔進行旋切鉆孔,可以獲得圓度高、熱影響區(qū)小、錐度可調(diào)的25微米通孔,35微米通孔旋切鉆孔更為輕松。這是25微米激光通孔鉆孔的一個革命性變化。
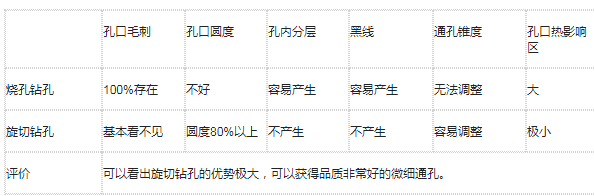
四、燒孔鉆孔與旋切鉆孔的比較
為了對燒孔鉆孔和旋切鉆孔的效果進行比較,特列表如下:
五、旋切鉆孔為COF減成法鋪就道路
由于旋切鉆孔解決了25微米通孔鉆孔問題,直接為減成法生產(chǎn)COF板鋪平了道路,有關(guān)采用減成法生產(chǎn)COF的發(fā)明專利正在申請中。
六、簡約的搭配方案
根據(jù)國內(nèi)終端龍頭企業(yè)技術(shù)部門提出的需求,需要實現(xiàn)錐度通孔,這樣有利于電鍍和品質(zhì)提升。
目標(biāo)通孔孔底直徑20微米,通孔入口孔徑直徑分別設(shè)置30微米和35微米,孔腰直徑分別是25微米和27.5微米,錐度分別是66.7%和57%,已經(jīng)屬于比較大的錐度了。
圖1 設(shè)計原理圖
設(shè)計目標(biāo)1
上層銅切割全數(shù)1圈,開銅圓形直徑30微米;下圈切割開銅,開銅圓形直徑20微米,目標(biāo):電鍍前錐形孔,電鍍后一端開口,電鍍無黑線。
設(shè)計目標(biāo)2
上層銅切割全數(shù)1圈,開銅圓形直徑35微米;下圈切割開銅,開銅圓形直徑20微米,目標(biāo):電鍍前錐形孔,電鍍后一端開口,電鍍無黑線。
總結(jié)
1、采用旋切方式加工25微米通孔,可以調(diào)整錐形孔的錐度,減小熱效應(yīng)不良影響,最終提升25微米鉆孔品質(zhì)。
2、采用這個方法,對于超精細線路的制作有非常好的好處,采用本公司申請的發(fā)明專利方法,使得減成法制作COF成為現(xiàn)實。——維文信 "PCB世界"APP
-
激光
+關(guān)注
關(guān)注
20文章
3465瀏覽量
67132 -
電路板
+關(guān)注
關(guān)注
140文章
5130瀏覽量
102577
原文標(biāo)題:一種獲得高精度25和35微米通孔的激光鉆孔技術(shù)
文章出處:【微信號:ruziniubbs,微信公眾號:PCB行業(yè)工程師技術(shù)交流】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
印制電路板混合激光鉆孔類型和過程
請問0.13微米幾何設(shè)計規(guī)則與0.5微米幾何設(shè)計規(guī)則是什么
機械鉆孔、激光鉆孔的流程
0.16微米CMOS工藝技術(shù)
厚度小于25微米的柔性芯片

PCB鉆孔注意事項
研究人員成功開發(fā)石墨烯/硅微米孔陣列異質(zhì)結(jié)光探測器
高斯波形激光鉆孔過程的數(shù)據(jù)分析
激光鉆孔機在PCB行業(yè)的應(yīng)用 激光鉆孔機的原理和特點

激光鉆孔技術(shù)在PCB行業(yè)的應(yīng)用






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論