 大氣壓化學氣相沉積(APCVD)在BC電池中的應用:從激光摻雜到高溫擴散
大氣壓化學氣相沉積(APCVD)在BC電池中的應用:從激光摻雜到高溫擴散
BC電池是一種先進的太陽能電池結構,通過在電池背面交替排列p型和n型摻雜區域,消除了正面的光學遮擋損失。本文提出了一種簡化的、無需掩膜的摻雜工藝,通過調整APCVD工藝中的硼和磷含量,可以自由調節p型和n型摻雜剖面。ECV測量和四點探針法分別表征了摻雜剖面和薄層電阻。傳輸線法(TLM)測量表明,生成的摻雜區域具有良好的接觸性。現有IBC工藝的現狀
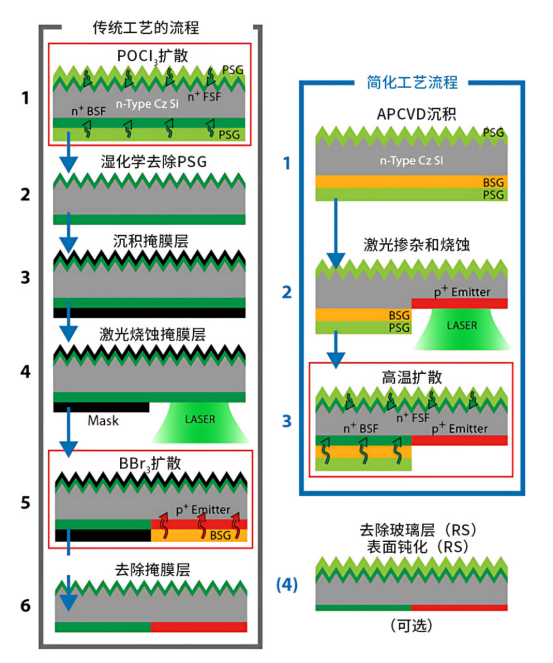
左:傳統IBC工藝的典型流程右:簡化工藝
傳統IBC工藝的流程
POCI?擴散:通過POCI?擴散在硅片表面形成n?摻雜的前表面場(FSF)和背表面場(BSF)。磷擴散到整個硅片表面,包括邊緣和后續將進行硼摻雜的區域。
濕化學去除PSG:通過濕化學方法去除沉積的磷硅酸鹽玻璃(PSG)。
沉積掩膜層:通過等離子體增強化學氣相沉積(PECVD)沉積氮化硅(SiN?)掩膜層。該掩膜層用于阻擋后續的硼擴散,并在某些電池設計中作為蝕刻阻擋層。
激光燒蝕掩膜層:通過激光燒蝕掩膜層,暴露出發射極區域,以便進行后續的硼擴散。
BBr?擴散:通過BBr?擴散在暴露的區域進行硼摻雜,形成p?發射極。如果未預先去除磷摻雜,硼需要過量摻雜以補償磷,這可能會影響鈍化質量。
去除掩膜層:完全去除掩膜層。
簡化工藝流程APCVD沉積:在正面沉積PSG層,背面沉積BSG-PSG雙層。
激光摻雜和燒蝕:通過激光摻雜生成p+發射極區域,并同時燒蝕玻璃層。
高溫擴散:在擴散爐中進行高溫步驟,磷從PSG層通過BSG層擴散到硅基底中,形成n+摻雜區域。激光摻雜的p+區域
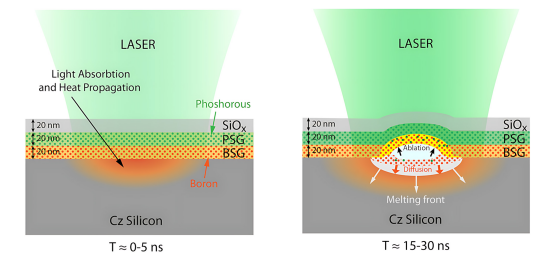 激光摻雜過程中BSG-PSG雙層結構的狀態激光輻射初始階段(0-5ns)
激光摻雜過程中BSG-PSG雙層結構的狀態激光輻射初始階段(0-5ns)
激光輻射(波長為532 nm)被硅基底吸收,主要在表面附近產生熱量。硅基底開始熔化,熔融前沿從表面向底部傳播,最大熔融深度為1-2 μm。激光燒蝕后的狀態
隨著激光能量的增加,硅蒸發和氣體膨脹導致玻璃層被燒蝕,燒蝕過程阻止了進一步的摻雜原子從玻璃層向硅基底擴散。在燒蝕之前,硼原子已經擴散到硅基底中,形成p?摻雜區域。磷原子的擴散被燒蝕過程中斷,從而在p?摻雜區域中最小化了磷的摻雜。高溫步驟中的磷擴散
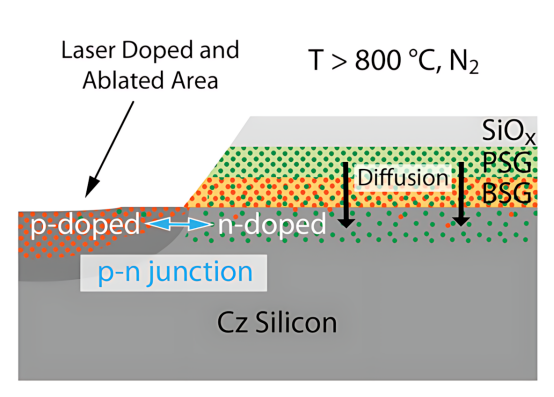
磷在BSG-PSG層疊結構中擴散的示意圖
磷的擴散路徑:磷原子從PSG層通過BSG層擴散到硅基底中。由于磷在晶體硅(c-Si)中的擴散速度比硼快,尤其是在較低的擴散溫度下,磷的擴散占主導地位。
n?摻雜區域的形成:磷擴散到硅基底中,形成n?摻雜區域。這些n?摻雜區域與之前通過激光摻雜生成的p?摻雜區域形成互補的p-n結,這是IBC太陽能電池的關鍵結構。
硼的擴散限制:在高溫步驟中,硼的擴散被限制在表面附近(約100 nm以內),而磷的擴散則更深。這種差異使得磷的擴散在n?摻雜區域中占主導地位。實驗樣品處理及表征
樣品處理:使用5×5 cm2的p型Cz硅片進行實驗,包括表面處理、APCVD沉積、激光處理和高溫擴散步驟。樣品表征:通過四點探針法測量n+摻雜區域的薄層電阻,使用電化學電容-電壓(ECV)和二次離子質譜(SIMS)測量摻雜剖面,并通過傳輸線法(TLM)測量接觸電阻。薄層電阻(n+摻雜)
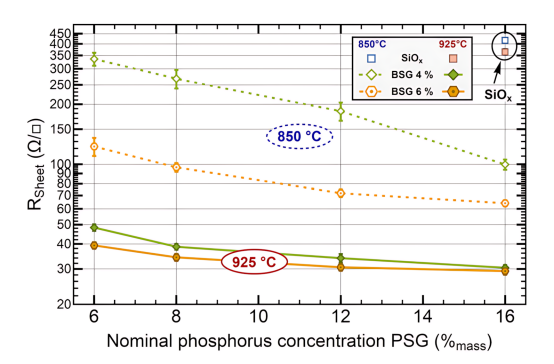
不同磷濃度和擴散溫度下n+摻雜區域的薄層電阻
磷濃度的影響:隨著PSG層中磷濃度的增加,n+摻雜區域的薄層電阻顯著降低。這是因為更高的磷濃度導致更多的磷原子擴散到硅基底中,增加了n型摻雜的濃度,從而降低了電阻。
擴散溫度的影響:在相同的磷濃度下,較高的擴散溫度(925°C)比較低的擴散溫度(850°C)導致更低的薄層電阻。
硼含量的影響:較高的硼含量(BSG 6%)比較低的硼含量(BSG 4%)導致更低的薄層電阻。這是因為硼含量的增加使得BSG層更加軟化,磷在BSG中的擴散速度加快,從而增強了磷的擴散效果。
純SiO?的對比:純SiO?層在925°C擴散溫度下的薄層電阻顯著高于含有硼的BSG層。這表明純SiO?對磷的擴散起到了阻礙作用,而BSG中的硼含量顯著增強了磷的擴散。n+ ECV剖面(爐擴散)
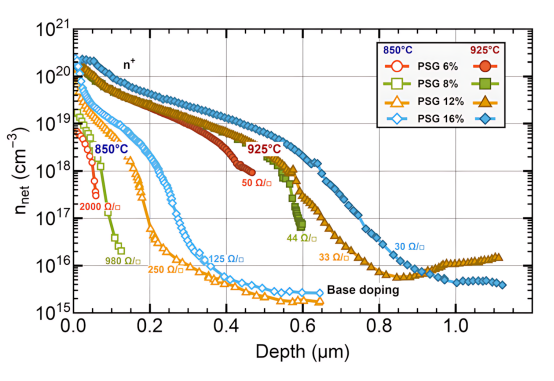 不同磷濃度的n+摻雜剖面925°C擴散溫度:摻雜剖面深度超過700 nm,薄層電阻為30-50 Ω/m2。摻雜剖面呈現典型的“kink-tail”形狀,表面濃度較高,隨著深度增加逐漸降低。
不同磷濃度的n+摻雜剖面925°C擴散溫度:摻雜剖面深度超過700 nm,薄層電阻為30-50 Ω/m2。摻雜剖面呈現典型的“kink-tail”形狀,表面濃度較高,隨著深度增加逐漸降低。
850°C擴散溫度:磷擴散受到抑制,導致較淺的摻雜剖面和較低的表面濃度。薄層電阻較高,約為125-2000 Ω/m2。
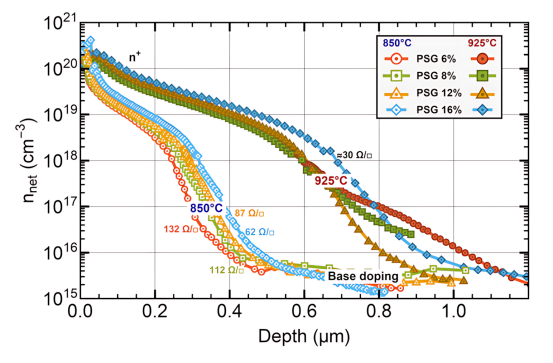
不同磷濃度和擴散溫度的n+摻雜剖面
925°C擴散溫度:摻雜剖面深度超過700nm,薄層電阻為30 Ω/m2。摻雜剖面呈現典型的“kink-tail”形狀,表面濃度較高。
850°C擴散溫度:即使在不高的擴散溫度下,摻雜剖面仍然較深,薄層電阻為62-132 Ω/m2。較高的硼含量顯著增強了磷的擴散,使得在較低溫度下也能獲得較深的摻雜剖面。
擴散溫度的影響:較高的擴散溫度促進了磷的擴散,使得摻雜剖面更深,薄層電阻更低。
磷濃度的影響:較高的磷濃度導致更高的表面摻雜濃度和更低的薄層電阻。n+ SIMS剖面(爐擴散)
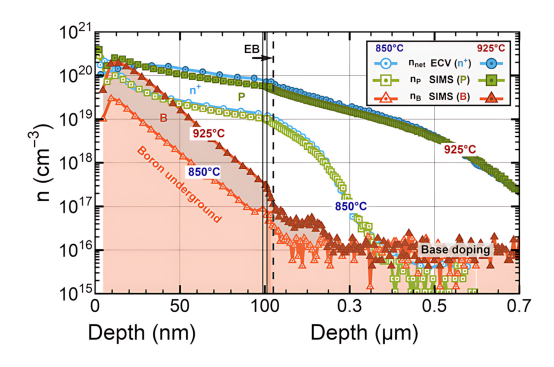 SIMS和ECV測量的n+摻雜剖面的對比磷濃度:SIMS測量的磷濃度與ECV測量的凈n+摻雜濃度基本一致,但在表面附近,SIMS測量的磷濃度高于ECV測量的凈n+摻雜濃度。
SIMS和ECV測量的n+摻雜剖面的對比磷濃度:SIMS測量的磷濃度與ECV測量的凈n+摻雜濃度基本一致,但在表面附近,SIMS測量的磷濃度高于ECV測量的凈n+摻雜濃度。
硼濃度:SIMS測量的硼濃度在表面附近(約120nm以內)顯著較高,表明在高溫擴散步驟中存在一定的硼污染。隨著深度增加,硼濃度迅速降低。
擴散溫度的影響:在925°C擴散溫度下,磷的擴散更深,表面濃度更高。在850°C擴散溫度下,磷的擴散較淺,表面濃度較低。p+ ECV剖面(激光摻雜)
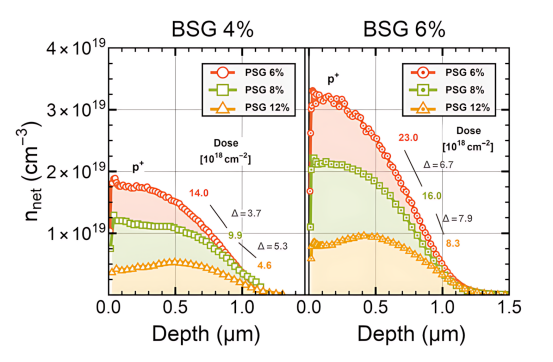
激光摻雜生成的p+摻雜剖面
摻雜剖面形狀:激光摻雜生成的p+摻雜剖面呈盒狀,最大深度約為1.4μm。這種形狀是激光摻雜的典型特征,表明摻雜濃度在深度方向上分布較為均勻。
表面摻雜濃度:隨著PSG中磷濃度的增加,表面摻雜濃度顯著降低,尤其是在高磷濃度(12%)下。
磷濃度的影響:較高的磷濃度導致p+摻雜區域中磷的補償增加,從而降低了凈p型摻雜濃度。在PSG 12%的情況下,凈摻雜劑量比PSG 6%時減少了約2/3。p+ SIMS剖面(激光摻雜)
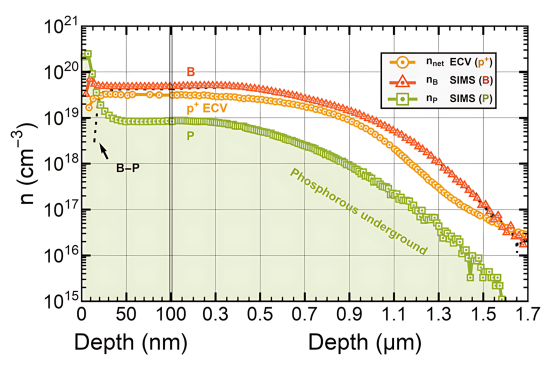
激光摻雜的p+剖面的SIMS測量結果
硼濃度:SIMS測量的硼濃度在表面附近(<30nm)顯著較高,但隨著深度增加迅速降低。在深度大于30nm的區域,硼濃度較為均勻。磷濃度:SIMS測量的磷濃度在表面附近顯著較高,尤其是在<30nm的區域內,磷濃度甚至超過了硼濃度。隨著深度增加,磷濃度逐漸降低,但在整個剖面中仍然存在顯著的磷背景。
凈p+摻雜濃度:ECV測量的凈p+摻雜濃度在表面附近較低,但在深度大于30nm的區域較為均勻。盡管存在顯著的磷背景,ECV測量結果仍然顯示凈p型摻雜。IBC背面的p+和n+剖面組合
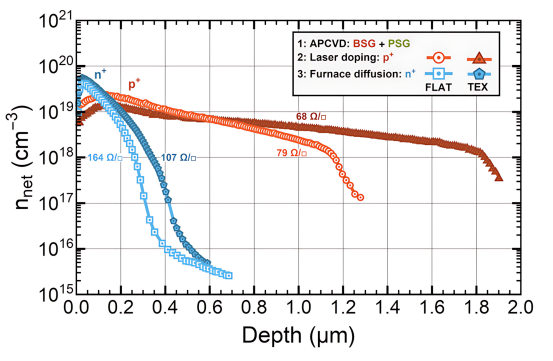 平面和紋理化Cz基底上生成的p+和n+摻雜剖面的組合p+摻雜剖面:在紋理化基底上,激光摻雜生成的p+摻雜剖面更深,最大深度約為1.4 μm。在平面基底上,p+摻雜剖面的深度較淺。
平面和紋理化Cz基底上生成的p+和n+摻雜剖面的組合p+摻雜剖面:在紋理化基底上,激光摻雜生成的p+摻雜剖面更深,最大深度約為1.4 μm。在平面基底上,p+摻雜剖面的深度較淺。
n+摻雜剖面:在紋理化基底上,高溫擴散生成的n+摻雜剖面更深,表面濃度更高。在平面基底上,n+摻雜剖面的深度較淺,表面濃度較低。接觸電阻率
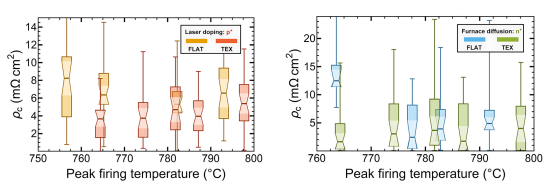 激光摻雜和高溫擴散生成的p+和n+摻雜區域的接觸電阻接觸電阻率范圍:
激光摻雜和高溫擴散生成的p+和n+摻雜區域的接觸電阻接觸電阻率范圍:
激光摻雜生成的p+摻雜區域:平面基底的接觸電阻率大多在4-10 mΩcm2范圍內。紋理化基底的接觸電阻率大多在2-7 mΩcm2范圍內。
高溫擴散生成的n+摻雜區域:紋理化基底的接觸電阻率較低,大多在5 mΩcm2以下。平面基底的接觸電阻率較高,且存在較大的偏差,有時超過15 mΩcm2。
通過合理調整BSG中的硼含量、PSG中的磷濃度以及擴散溫度,可以在簡化工藝中實現低電阻的n+摻雜區域和高濃度的p+摻雜區域。此外,接觸電阻的測量結果顯示,生成的p+和n+摻雜區域具有良好的接觸性,適合商業絲網印刷漿料接觸,進一步提高IBC太陽能電池的性能和效率。
美能TLM接觸電阻測試儀
美能TLM接觸電阻測試儀所具備接觸電阻率測試功能,可實現快速、靈活、精準檢測。測量接觸電阻率可以反映擴散、電極制作、燒結等工藝中存在的問題。
- 靜態測試重復性≤1.5%,動態測試重復性≤4%
- 接觸電阻率測試與線電阻測試隨意切換
- 定制多種探測頭進行測量和分析
本文提出的簡化工藝為IBC太陽能電池的大規模生產提供了新的可能性,通過進一步優化和調整工藝參數,有望在未來的太陽能電池制造中發揮重要作用。美能TLM接觸電阻測試儀的使用為工藝優化和器件性能評估提供了可靠的工具,確保了摻雜區域接觸性能的精確測量和驗證。
原文出處:A simplified and masking-free doping process for interdigitated back contact solar cells using an atmospheric pressure chemical vapor deposition borosilicate glass / phosphosilicate glass layer stack for laser doping followed by a high temperature tep
*特別聲明:「美能光伏」公眾號所發布的原創及轉載文章,僅用于學術分享和傳遞光伏行業相關信息。未經授權,不得抄襲、篡改、引用、轉載等侵犯本公眾號相關權益的行為。內容僅供參考,若有侵權,請及時聯系我司進行刪除。
-
測量
+關注
關注
10文章
5171瀏覽量
112932 -
TLM
+關注
關注
1文章
33瀏覽量
24920 -
電池
+關注
關注
84文章
10990瀏覽量
133979
發布評論請先 登錄
大氣壓力傳感器的識別與檢測
大氣壓力傳感器電路監測
大氣壓強傳感器在海拔高度測量中的應用研究
利用壓敏電阻的特性,當壓強為大氣壓或大于大氣壓時,所選外置電源的類型
通過BMP280氣壓/溫度傳感器模塊測量大氣壓和溫度
大氣壓力對激光輻照雙層板接觸傳熱的影響
壓力傳感器適用于大氣壓力監測系統
大氣壓力變送器的原理及應用
薄膜沉積的現狀與挑戰






 工商網監
工商網監
評論