") 冷裂紋產(chǎn)生的三大因素
冷裂紋產(chǎn)生的三大因素
在焊接過程中,冷裂紋是一種常見的焊接缺陷,它通常在焊縫冷卻到較低溫度時產(chǎn)生。冷裂紋的存在會嚴重影響焊接結(jié)構(gòu)的強度和韌性,甚至可能導致結(jié)構(gòu)的失效。本文將介紹冷裂紋產(chǎn)生的三大因素:材料因素、工藝因素和環(huán)境因素。
一、材料因素
- 焊接材料的化學成分 :焊接材料的化學成分對冷裂紋的產(chǎn)生有直接影響。例如,碳含量較高的鋼材在焊接過程中容易產(chǎn)生冷裂紋,因為碳是冷裂紋敏感性的主要因素之一。此外,硫、磷等雜質(zhì)元素也會增加材料的脆性,從而增加冷裂紋的風險。
- 焊接材料的冶金特性 :焊接材料的冶金特性,如晶粒大小、微觀組織等,也會影響冷裂紋的產(chǎn)生。細小的晶粒和均勻的微觀組織有助于減少應力集中,從而降低冷裂紋的風險。
- 焊接材料的熱處理狀態(tài) :焊接材料的熱處理狀態(tài)也會影響其冷裂紋敏感性。例如,經(jīng)過淬火和回火處理的材料通常具有較好的韌性,從而降低了冷裂紋的風險。
二、工藝因素
- 焊接方法 :不同的焊接方法對冷裂紋的產(chǎn)生有不同的影響。例如,電弧焊由于熱量集中,容易產(chǎn)生較大的熱應力,從而增加冷裂紋的風險。而氣體保護焊由于熱量分布較為均勻,冷裂紋的風險相對較低。
- 焊接參數(shù) :焊接參數(shù),如電流、電壓、焊接速度等,對冷裂紋的產(chǎn)生也有重要影響。過高的電流和電壓會導致焊縫區(qū)域過熱,增加熱應力,從而增加冷裂紋的風險。而適當?shù)暮附铀俣瓤梢源_保焊縫區(qū)域的均勻冷卻,降低冷裂紋的風險。
- 焊接順序和方向 :焊接順序和方向也會影響冷裂紋的產(chǎn)生。不當?shù)暮附禹樞蚩赡軐е聭校黾永淞鸭y的風險。而合理的焊接順序和方向可以減少應力集中,降低冷裂紋的風險。
- 預熱和后熱處理 :預熱和后熱處理是減少冷裂紋的有效方法。預熱可以降低焊接區(qū)域的冷卻速度,減少熱應力,從而降低冷裂紋的風險。后熱處理可以消除焊接應力,改善材料的韌性,進一步降低冷裂紋的風險。
三、環(huán)境因素
- 環(huán)境溫度 :環(huán)境溫度對冷裂紋的產(chǎn)生有直接影響。在低溫環(huán)境下,材料的韌性降低,冷裂紋的風險增加。因此,在低溫環(huán)境下進行焊接時,應采取適當?shù)念A熱措施。
- 環(huán)境濕度 :環(huán)境濕度也會影響冷裂紋的產(chǎn)生。高濕度環(huán)境下,水蒸氣可能在焊縫表面凝結(jié),導致焊縫區(qū)域的冷卻速度加快,增加冷裂紋的風險。
- 氣體環(huán)境 :焊接過程中,氣體環(huán)境對冷裂紋的產(chǎn)生也有影響。例如,氧氣和氮氣等氣體會與焊縫金屬發(fā)生反應,形成氧化物和氮化物,這些物質(zhì)會降低焊縫的韌性,增加冷裂紋的風險。因此,使用氣體保護焊或在保護氣氛下進行焊接可以減少冷裂紋的風險。
聲明:本文內(nèi)容及配圖由入駐作者撰寫或者入駐合作網(wǎng)站授權(quán)轉(zhuǎn)載。文章觀點僅代表作者本人,不代表電子發(fā)燒友網(wǎng)立場。文章及其配圖僅供工程師學習之用,如有內(nèi)容侵權(quán)或者其他違規(guī)問題,請聯(lián)系本站處理。
舉報投訴
-
電流
+關(guān)注
關(guān)注
40文章
7116瀏覽量
134177 -
焊接
+關(guān)注
關(guān)注
38文章
3396瀏覽量
60961
發(fā)布評論請先 登錄
相關(guān)推薦
熱點推薦
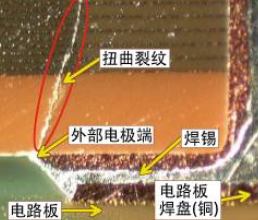
如何防止陶瓷電容扭曲裂紋的產(chǎn)生?
電子設備中不可缺少的元器件——多層陶瓷電容器(以下簡稱貼片),常常會出現(xiàn)的"扭曲裂紋"現(xiàn)象。本文主要為大家講述扭曲裂紋的產(chǎn)生原理以及防止扭曲裂紋產(chǎn)生
焊接裂紋產(chǎn)生的機理,如何防治?
器件和印刷電路板。本文闡述了焊接裂紋產(chǎn)生的機理和防治措施。 焊接裂紋產(chǎn)生的機理 形成石英器件的陶瓷封裝之間的熱膨脹系數(shù)不同(下文稱為“封裝”)和印刷電路板。當熱循環(huán)重復時熱膨脹系數(shù)
發(fā)表于 03-15 12:02
冷渣器彎管裂紋分析
本文通過對冷渣器中U形管的化學,力學及裝配過程等方面的分析,得出在裝配U形管過程中,不適當?shù)牟僮?材料的抗拉強度以及冷作硬化現(xiàn)象是U形管產(chǎn)生裂紋的原因。
發(fā)表于 11-20 11:57
?10次下載
焊接冷裂紋產(chǎn)生原因_焊接冷裂紋防治措施
冷裂縫一般是指焊縫在冷卻過程中至A3溫度以下所產(chǎn)生裂縫。形成裂縫的溫度通常為300~200℃以下,在馬氏體轉(zhuǎn)變溫度范圍內(nèi),故稱冷裂縫。
發(fā)表于 10-25 10:36
?1.7w次閱讀
焊接冷裂紋和熱裂紋的區(qū)別
熱裂紋一般產(chǎn)生在焊縫的結(jié)晶過程中。冷裂紋大致發(fā)生在焊件冷卻到200~300℃,有的焊后會立即出現(xiàn),有的可以延至幾小時到幾周甚至更長時間才會出現(xiàn)。所以
發(fā)表于 11-25 11:07
?3.2w次閱讀
焊接熱裂紋的種類及特征
熱裂紋是在焊接時高溫下產(chǎn)生的,故稱熱裂紋。根據(jù)所焊金屬的材料不同,所產(chǎn)生熱裂紋的形態(tài)、溫度區(qū)和主要原因也各不同,因此又把熱
發(fā)表于 11-25 14:28
?9363次閱讀
焊接冷裂紋的特征_焊接冷裂紋三要素
斷裂途徑可以是沿晶界的,或者是穿晶的。一般情況下,斷口中均同時存在著沿晶界斷裂和晶內(nèi)斷裂,而且晶內(nèi)斷裂的斷口占相當大的比例。即使是高強度鋼的冷裂紋斷口中也存在著晶內(nèi)斷裂。
發(fā)表于 11-25 14:35
?1w次閱讀
延遲裂紋產(chǎn)生的原因_延遲裂紋的解決辦法
它是冷裂紋中的一種普遍形態(tài),主要特點是不在焊后立即出現(xiàn),而是有一般孕育期,在淬硬組織、氫和拘束應力的共同作用下而產(chǎn)生的具有延遲特征的裂紋。
發(fā)表于 11-25 14:40
?2.3w次閱讀
扭曲裂紋的產(chǎn)生原理以及防止扭曲裂紋產(chǎn)生的方法
為什么會產(chǎn)生扭曲裂紋呢?這是由于貼片是焊接在電路板上的。對電路板施加過大的機械力、使得電路板彎曲或老化,從而產(chǎn)生了扭曲裂紋。
冷裂紋和熱裂紋的區(qū)別
裂紋是降低焊接結(jié)構(gòu)使用性能最危險的焊接缺陷之一,焊縫中禁止出現(xiàn)任何形式的裂紋, 冷裂紋和熱裂紋之間有什么區(qū)別呢?先來說說它們是如何
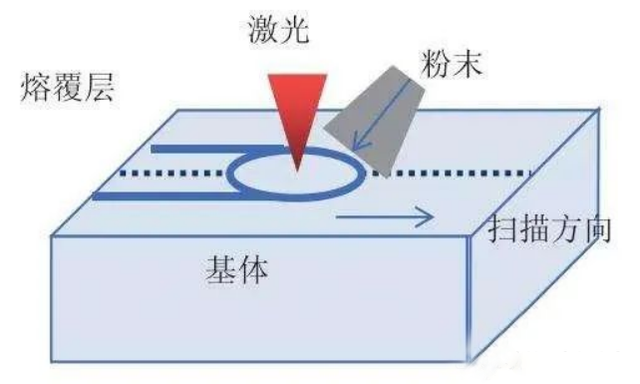
激光熔覆裂紋產(chǎn)生原因及裂紋分類
裂紋產(chǎn)生的原因 熔覆過程中,高能激光束快速加熱使熔覆層與基材產(chǎn)生很大的溫度梯度。在隨后的冷卻中,熔覆層與基材的體積不一致,相互牽制,產(chǎn)生應力。 激光熔覆層中共晶組織和熔覆層底部粗大的樹
焊接裂紋的產(chǎn)生原因及防治措施
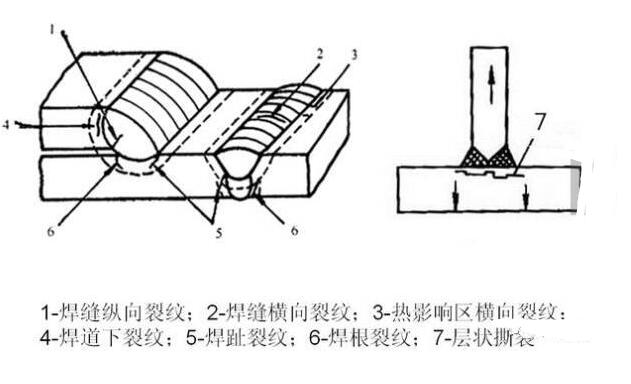
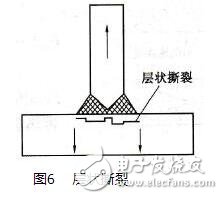
在焊縫或近縫區(qū),由于焊接的影響,材料的原子結(jié)合遭到破壞,形成新的界面而產(chǎn)生的縫隙稱為焊接裂縫,它具有缺口尖銳和長寬比大的特征。按產(chǎn)生時的溫度和時間的不同,裂紋可分為:熱裂紋、
發(fā)表于 06-05 09:45
?5537次閱讀
電容裂紋產(chǎn)生的原因及分析
電容器是一種常見的電子元件,由于其結(jié)構(gòu)特殊,使用過程中,很容易出現(xiàn)裂紋。裂紋的產(chǎn)生主要與以下幾個方面有關(guān):材料因素、制造工藝、使用環(huán)境以及應力等。本文將從這四個方面詳細分析電容
冷裂紋產(chǎn)生的溫度在多少度
與多種因素有關(guān),包括材料的化學成分、焊接工藝、焊接材料、焊接環(huán)境等。 冷裂紋產(chǎn)生的溫度范圍并不是一個固定的數(shù)值,因為它受到多種因素的影響。以
冷裂紋和熱裂紋的區(qū)別是什么
焊接是現(xiàn)代工業(yè)中一種重要的連接技術(shù),廣泛應用于建筑、船舶、航空航天、汽車制造等領(lǐng)域。然而,焊接過程中可能會產(chǎn)生各種缺陷,其中冷裂紋和熱裂紋是兩種常見的焊接缺陷。 一、定義 熱





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論