") 激光熔覆的稀釋率和搭接率介紹
激光熔覆的稀釋率和搭接率介紹

稀釋率的概念
稀釋率是指在激光熔覆中,由于熔化基材的混入而引起的熔覆合金成分的變化程度,用基材合金占總?cè)鄹矊拥陌俜致时硎荆ǚ枽牵?/p>
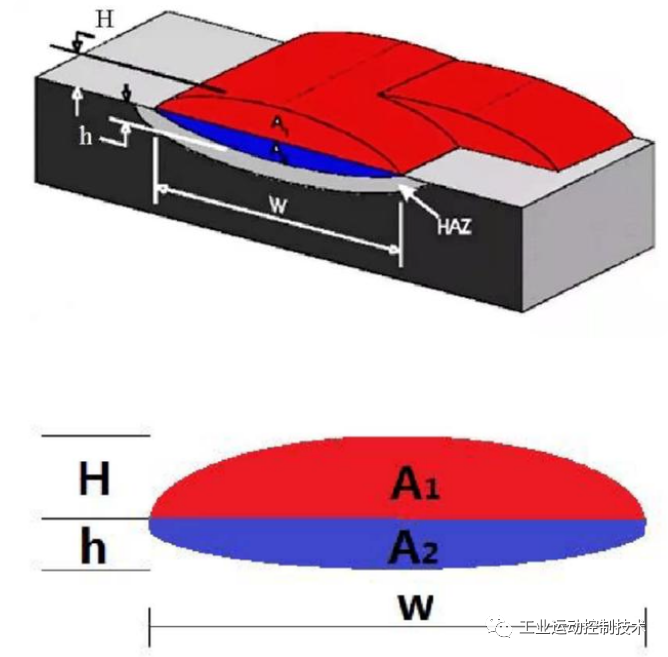
H:熔覆層高度,h:基材熔深,W:熔覆層寬度,
η=A2/(A1+A2)=h/(H+h)
不同修復(fù)工藝稀釋率對比
熱噴涂/等離子噴涂:η=0,僅為機(jī)械結(jié)合,容易脫落。
堆焊:η=30-60%,基體過度稀釋涂層,熱影響區(qū)過大,容易產(chǎn)生焊接缺陷。
激光熔覆:η<10%,稀釋率低,熱影響區(qū)小,化學(xué)冶金結(jié)合,結(jié)構(gòu)致密,修復(fù)效果好。
搭接率的概念
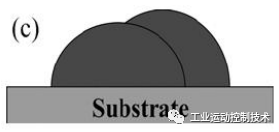
單道熔覆時,熔覆層不是平面,而是凸面。(表面張力梯度引起的強(qiáng)制對流和潤濕性的共同作用)。
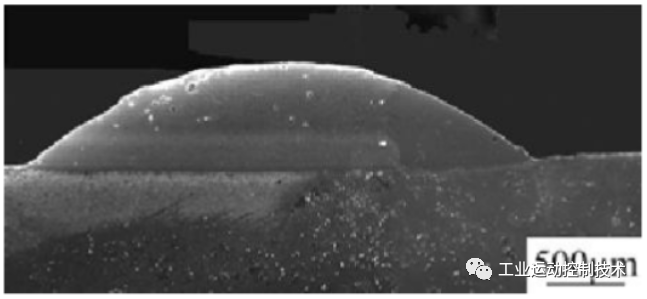
熔覆層截面形貌
如果不進(jìn)行搭接,不同道次連接處熔覆層有效厚度為0,表面粗糙度差。多道熔覆時,相鄰熔覆道間的搭接寬度D0與單道熔覆層寬度W之比。
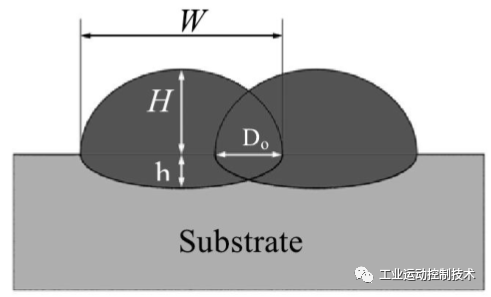
R0=D0/W x 100%
搭接率對熔覆層形貌的影響
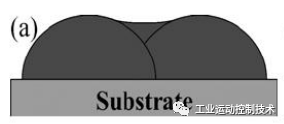
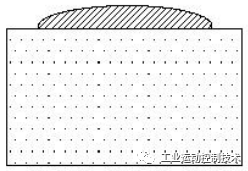
R0偏小:相鄰熔覆道之間會出現(xiàn)明顯的凹陷區(qū),但兩個熔覆道高度是一致的。
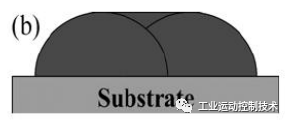
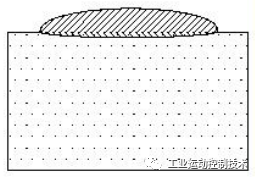
R0適中(40-50%):會有較好的熔覆效果,且兩道熔覆道高度相同。
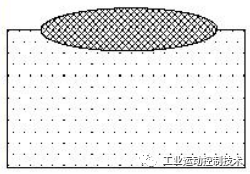
R0偏大:出現(xiàn)搭接區(qū)的凸起,且兩熔覆道高度不同。如果繼續(xù)疊層熔覆,會將缺陷進(jìn)一步放大,導(dǎo)致無法熔覆成型。
搭接率對熔覆層組織和性能的影響
 搭接處金相組織
搭接處金相組織
搭接處被激光重新加熱,樹枝晶更加明顯,未搭接部分受到熱傳導(dǎo)作用,產(chǎn)生自回火,硬度下降。
聲明:本文內(nèi)容及配圖由入駐作者撰寫或者入駐合作網(wǎng)站授權(quán)轉(zhuǎn)載。文章觀點(diǎn)僅代表作者本人,不代表電子發(fā)燒友網(wǎng)立場。文章及其配圖僅供工程師學(xué)習(xí)之用,如有內(nèi)容侵權(quán)或者其他違規(guī)問題,請聯(lián)系本站處理。
舉報投訴
-
激光
+關(guān)注
關(guān)注
20文章
3465瀏覽量
67133 -
熱導(dǎo)
+關(guān)注
關(guān)注
0文章
4瀏覽量
5378
發(fā)布評論請先 登錄
相關(guān)推薦
熱點(diǎn)推薦
氮化硅AMB陶瓷覆銅基板界面空洞率的關(guān)鍵技術(shù)與工藝探索
在現(xiàn)代電子封裝領(lǐng)域,氮化硅(Si?N?) AMB陶瓷覆銅 基板憑借其卓越的熱導(dǎo)率、低熱膨脹系數(shù)以及優(yōu)異的電氣絕緣性能,逐漸成為高端電子設(shè)備的關(guān)鍵材料。然而,銅/陶瓷界面的空洞率問題卻成為了制約其產(chǎn)品
解鎖多軸直線電機(jī)模組的高效搭接方法
的應(yīng)用無處不在。而多軸直線模組的搭接方式,直接影響設(shè)備的運(yùn)行精度、穩(wěn)定性和使用壽命。掌握科學(xué)合理的搭接方法,是保障自動化設(shè)備高效穩(wěn)定運(yùn)行的關(guān)鍵。多軸直線模組的常見

實(shí)時監(jiān)測激光熔覆熔池動態(tài),提升表面致密度與結(jié)合強(qiáng)度
隨著工業(yè)對耐磨、耐腐蝕表面層的需求不斷提升,激光熔覆技術(shù)因其高精度、低熱影響區(qū)和優(yōu)異的表面性能而廣泛應(yīng)用于汽車、航空及能源裝備領(lǐng)域。然而,熔覆

【電磁兼容技術(shù)案例分享】USB屏蔽電纜接頭搭接導(dǎo)致的BCI問題解決案例
【電磁兼容技術(shù)案例分享】USB屏蔽電纜接頭搭接導(dǎo)致的BCI問題解決案例

如何提升音頻音質(zhì)?比特率和采樣率是關(guān)鍵!
在挑選音響、聲卡、耳機(jī)等音頻設(shè)備時,我們都會特別關(guān)注其音質(zhì)表現(xiàn)——這關(guān)乎到我們聆聽音樂、觀看電影等娛樂體驗的質(zhì)量。實(shí)際上,我們可以在音頻設(shè)備中看到一些名詞標(biāo)注:比特率、采樣率……這兩個可是影響音
折射率波導(dǎo)介紹
半導(dǎo)體材料被蝕刻移除后,剩余的柱狀結(jié)構(gòu)與周遭的空氣之間折射率差異也因此增加,因此在柱狀結(jié)構(gòu)中電子電洞對輻射復(fù)合產(chǎn)生的光子有機(jī)會因為半導(dǎo)體材料與空氣介面處折射率差異形成的全反射而被局限在柱狀結(jié)構(gòu)中

鋼廠單齒輥激光熔覆修復(fù)加工
和失效成為制約生產(chǎn)效率的瓶頸。傳統(tǒng)的修復(fù)方法如車削、磨削等往往只能作為“補(bǔ)救措施”,難以從根本上解決輥軸部件的磨損問題。然而,隨著激光熔覆技術(shù)的引入和應(yīng)用,鋼廠的輥軸修復(fù)迎來了革命性的突破,其中單齒輥的

電阻率在電機(jī)設(shè)計中的作用 電阻率實(shí)驗的步驟和注意事項
電阻率是材料導(dǎo)電能力的量度,對于電機(jī)設(shè)計來說,電阻率是一個重要的物理參數(shù),因為它直接影響電機(jī)的效率、功率損耗和熱管理。以下是電阻率在電機(jī)設(shè)計中的作用以及進(jìn)行電阻率實(shí)驗的步驟和注意事項的
電阻率與溫度的關(guān)系 電阻率和導(dǎo)電率的區(qū)別
電阻率與溫度的關(guān)系 電阻率是描述材料導(dǎo)電能力的物理量,它與溫度之間存在密切的關(guān)系。不同材料的電阻率隨溫度變化的規(guī)律是不同的,具體如下: 金屬 : 一般情況下,金屬的電阻率隨溫度的升高而
鈦合金軸激光熔覆修復(fù)加工
深入探討鈦合金軸激光熔覆修復(fù)加工技術(shù),從原理、工藝優(yōu)化、應(yīng)用實(shí)例到未來發(fā)展,全方位解析這一前沿技術(shù)的魅力與潛力。 一、激光熔

前段體高速激光熔覆修復(fù)加工
在當(dāng)今工業(yè)制造領(lǐng)域,隨著技術(shù)的不斷進(jìn)步,高速激光熔覆修復(fù)加工技術(shù)以其獨(dú)特的優(yōu)勢逐漸成為金屬表面修復(fù)與強(qiáng)化的重要手段。這項技術(shù)不僅能夠有效解決傳統(tǒng)修復(fù)方法中存在的效率低、成本高、質(zhì)量不穩(wěn)定等問題,還能
優(yōu)可測白光干涉儀:激光陀螺儀提升良率與精度的關(guān)鍵
激光陀螺儀廣泛應(yīng)用于航空航天、軍事防御、海洋勘探、自動駕駛等領(lǐng)域,其高靈敏度、強(qiáng)抗干擾和可靠性源于精密制造技術(shù)。優(yōu)可測白光干涉儀助力激光陀螺儀鏡片精度提升,提高生產(chǎn)效率和良率。

激光熔覆軸送絲修復(fù)技術(shù)優(yōu)勢及未來發(fā)展趨勢
激光熔覆技術(shù),作為現(xiàn)代制造業(yè)中一項前沿的表面改性與修復(fù)手段,正逐步在航空航天、汽車制造、能源電力及重型機(jī)械等領(lǐng)域展現(xiàn)出其獨(dú)特的優(yōu)勢與潛力。其中,激光

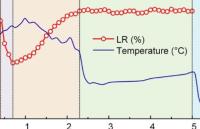
激光焊接折射率對于焊料有什么影響?
非常短,能夠快速的形成可靠的焊點(diǎn)。然而,在激光焊接過程中仍然存在一個令人不安的現(xiàn)象,即焊點(diǎn)周圍熱敏元件的隨機(jī)燒壞。這種情況主要是在激光噴射焊球結(jié)合過程中,焊盤和焊球的激光反射(LR)所造成。因此需要了解





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論