 PCBA焊接潤濕不良分析
PCBA焊接潤濕不良分析

No.1 案例概述
PCBA出現焊接潤濕不良,分析剝離的器件與PCB板,推測虛焊發生原因與助焊劑(警惕!電子產品的“隱形殺手”——助焊劑殘留)相關性較大。詳細分析方案,請瀏覽文章獲知。
No.2 分析過程
# 1 X-ray 檢測
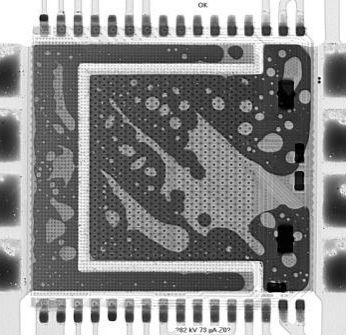
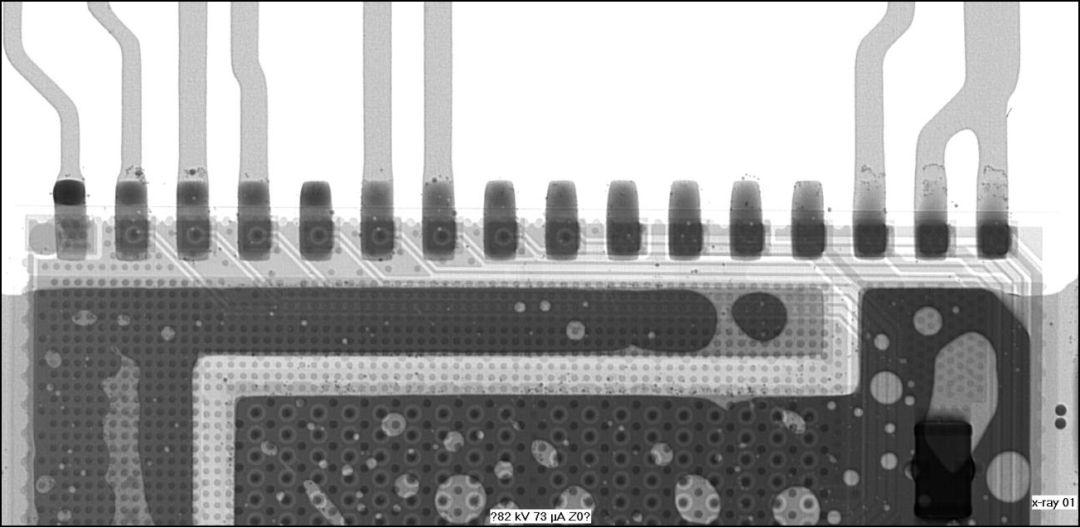
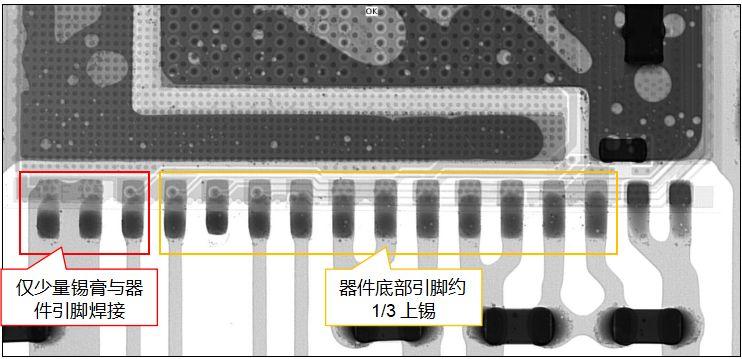
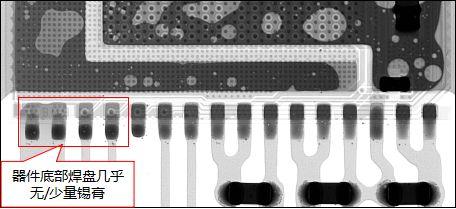
說明:
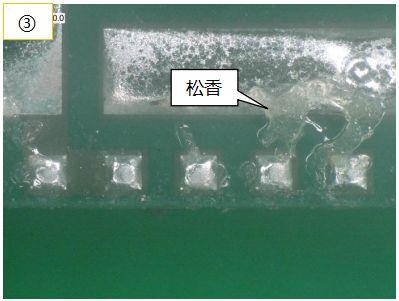
器件左下角底部焊盤幾乎沒有或僅少量錫膏焊接,該現象具有方向性。
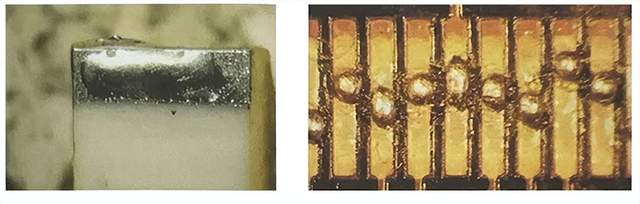
# 2 外觀觀察
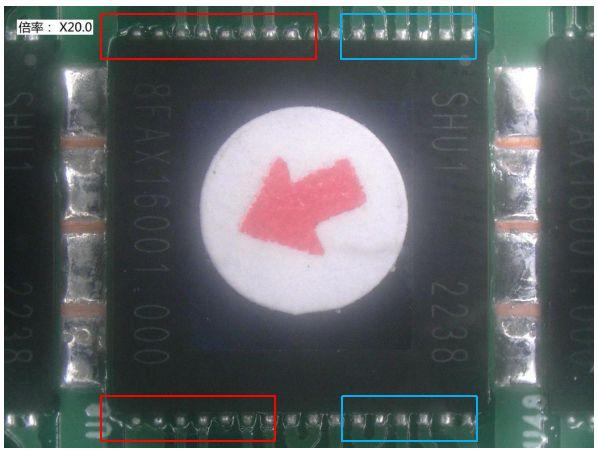
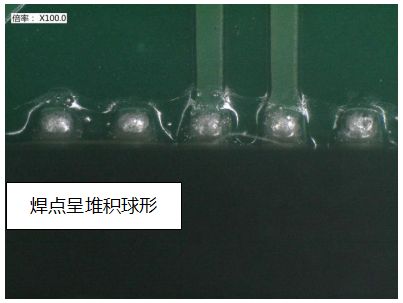
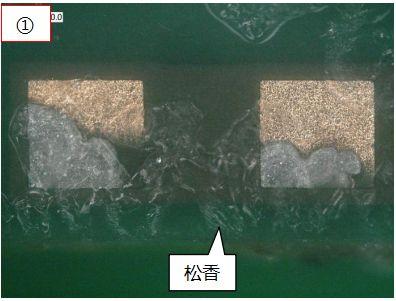
【異常外觀】
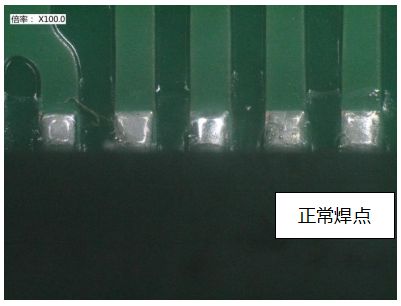
【正常外觀】
說明:
器件左側焊點呈現堆積球形狀。
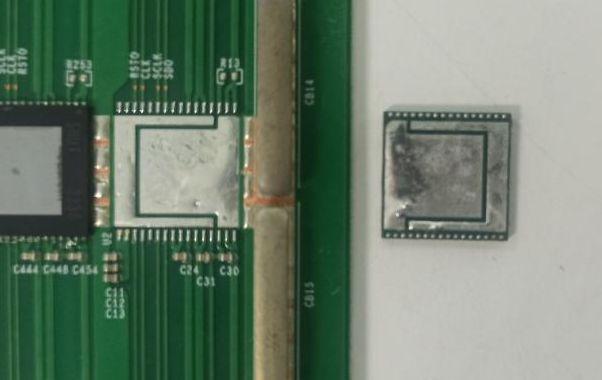
# 3 剝離器件位置分析
1.剝離器件未進行處理時分析
PCB板側外觀觀察

器件側外觀觀察
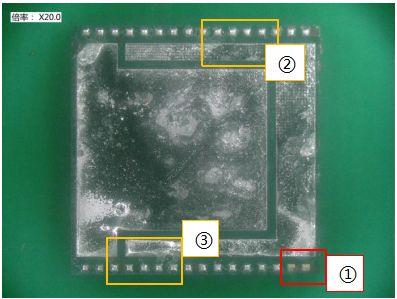
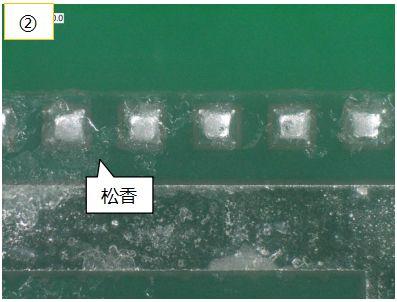
說明:
剝離器件PCB板側焊盤未被完全潤濕,器件側焊盤僅沾少量錫膏,且兩側較多松香存留。
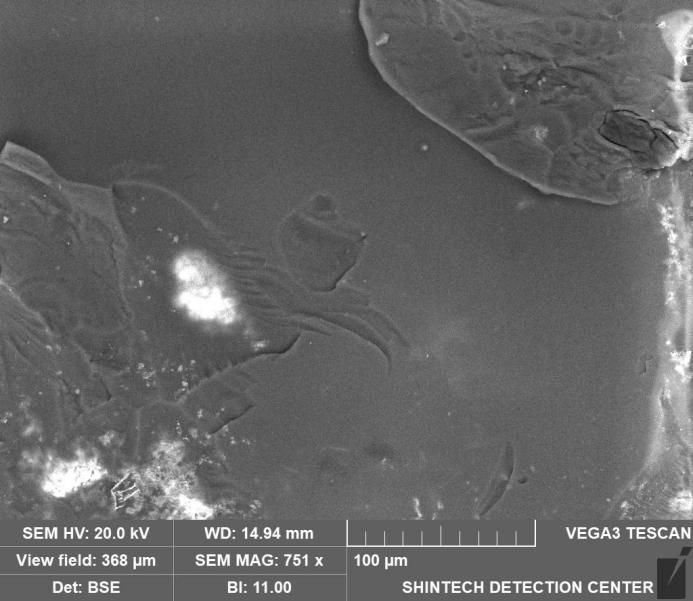
SEM分析
EDS分析

說明:
焊盤表面被松香所覆蓋,檢出Au、Ni元素,表明該未潤濕位置鍍層Au未溶蝕。
2.異丙醇清洗去除表面松香后分析
/ 測量方法 /
對剝離的器件使用異丙醇超聲清洗后,去除表面松香,對底部焊接不良的兩個焊盤進行分析。
金相觀察


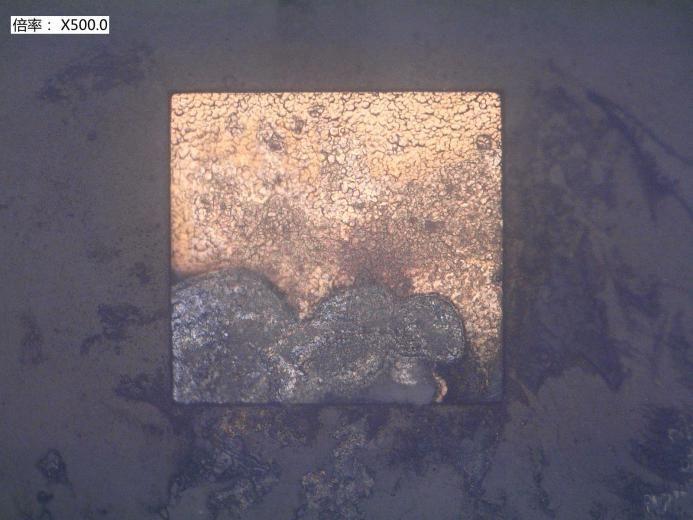
說明:
焊盤未潤濕位置局部顏色發暗。
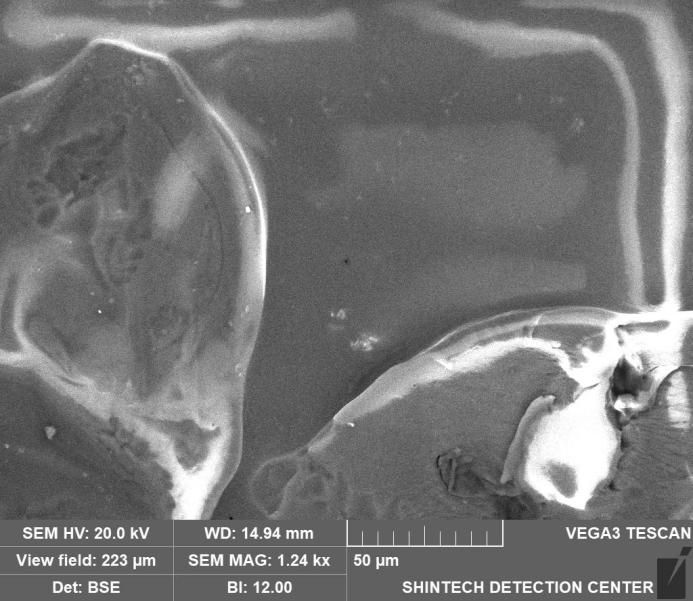
SEM分析
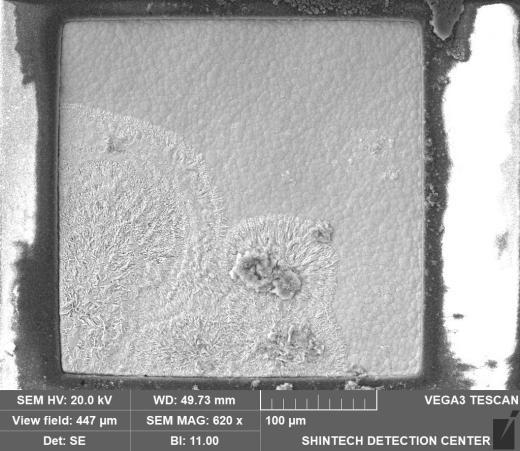
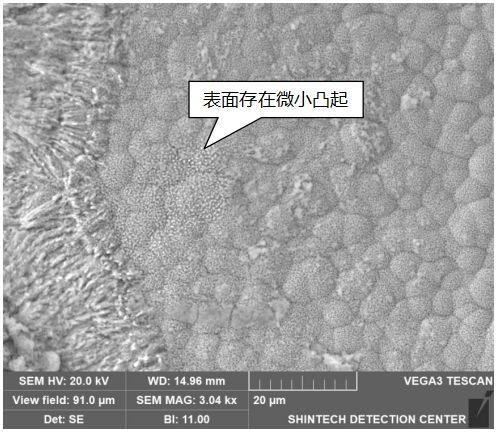
說明:
器件焊盤未潤濕位置表面存在密密麻麻微小凸起,晶格形貌無異常。
EDS分析
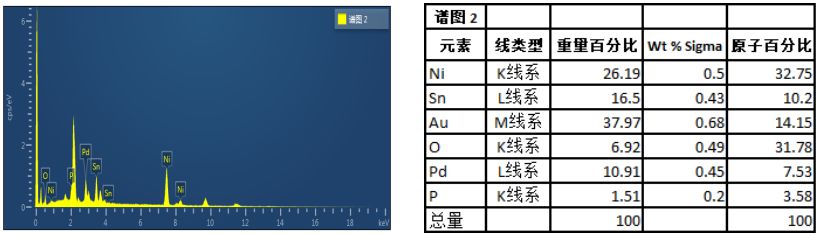
說明:
對焊盤未潤濕位置進行EDS分析,檢出Ni、Au、Sn、Pd、O、P元素,表明未潤濕位置曾有少量Sn附著,但焊盤表面的金鍍層仍存在,即該位置在焊接過程中Au層未能熔融。
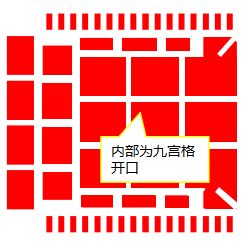
# 4 鋼網開口分析
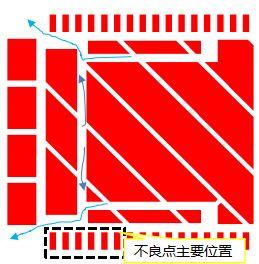
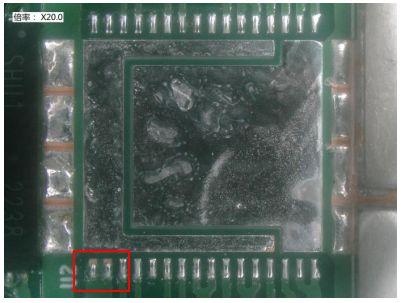
說明:
1.未潤濕不良點主要集中于上圖所示位置(對向有少部分),該位置是助焊劑揮發氣體排出的主要通道;
2.開口隔斷僅0.25mm,助焊劑受熱后溢出且錫膏熔化匯集,進一步導致該通道的“排氣”作用減弱,造成內部氣流主要引向圖示不良點位,形成“抬起”效應。
No.3分析結果
未潤濕失效點位置具有傾向性,基本集中在左下角位置,如下圖所示:
未潤濕的焊盤表面金層未溶蝕,說明錫膏熔化之后,該焊盤未與液態錫充分接觸,進而芯片引腳部位發生翹起,錫膏與焊盤分離;
PCB板材為鋁材質,器件封裝主要為玻璃材質,二者都不容易發生形變,排除因形變引發的翹起;
通過對鋼網開口的分析判斷,目前失效點位置是受助焊劑揮發氣流影響最大的位置。大量揮發的氣體,會將芯片“抬起”,造成圖示位置的輕微起翹。
綜合以上分析:
推測該焊接不良是由于大量助焊劑氣體揮發,其產生的氣泡集中由排氣孔散出,造成芯片起翹,使芯片焊盤與錫不能充分接觸造成虛焊。
No.4 改善方案
建議改善鋼網開口方式
1.內部九宮格開口;
2.增加隔斷,所有的隔斷寬度增加為0.4mm。
新陽檢測中心有話說:
本篇文章介紹了PCBA焊接潤濕不良分析。如需轉載本篇文章,后臺私信獲取授權即可。若未經授權轉載,我們將依法維護法定權利。原創不易,感謝支持!
新陽檢測中心將繼續分享關于PCB/PCBA、汽車電子及相關電子元器件失效分析、可靠性評價、真偽鑒別等方面的專業知識,點擊關注獲取更多知識分享與資訊信息。
審核編輯黃宇
-
焊接
+關注
關注
38文章
3416瀏覽量
61369 -
助焊劑
+關注
關注
3文章
138瀏覽量
11602 -
失效分析
+關注
關注
18文章
230瀏覽量
67000 -
PCBA
+關注
關注
24文章
1751瀏覽量
53790
發布評論請先 登錄
PCBA貼片加工中,這些回流焊接影響因素你知道嗎?
PCBA焊接氣孔預防指南
如何降低焊接不良對PCBA項目的影響?
PCBA代工不良率飆升?這5大隱藏原因你中招了嗎?
解析SMT工藝中的半潤濕現象
PCBA故障快速診斷指南
PCB及PCBA失效分析的流程與方法
PCBA加工常見質量問題揭秘:焊接不良與解決方案
PCBA分析儀的技術原理和應用場景
PCBA加工質量控制:如何識別與預防常見缺陷?
怎么理解錫膏的潤濕性?


PCBA焊接疑難解析:克服常見問題的有效策略
PCBA錫膏加工虛焊和假焊的危害有哪些?

SMT錫膏貼片加工中有哪些焊接不良?






 工商網監
工商網監
評論