") 區(qū)分鍛造裂紋、熱處理裂紋、原材料裂紋的方法
區(qū)分鍛造裂紋、熱處理裂紋、原材料裂紋的方法
裂紋的種類紛繁多樣:原材料裂紋、熱處理裂紋、鍛造裂紋等,讓人頭暈眼花。如何識(shí)別它們便是一門很重要的課程,這樣便于準(zhǔn)確查找裂紋發(fā)生在哪一工序,有利于分析裂紋產(chǎn)生的原因。
首先,需對(duì)“原材料裂紋”和“鍛造裂紋”先確定概念,對(duì)鍛造后出現(xiàn)的裂紋,都應(yīng)理解為“鍛造裂紋”,只不過,導(dǎo)致鍛造裂紋產(chǎn)生的主要因素可以再分成:
1、原材料缺陷所致的鍛造裂紋;
2、鍛造工藝不當(dāng)所致的鍛造裂紋。
從裂紋宏觀形態(tài)先進(jìn)行大致區(qū)分,橫向一般與母材無關(guān),縱向裂紋需要結(jié)合裂紋形態(tài)與鍛打工藝等結(jié)合分析。
裂紋兩側(cè)有脫碳,肯定是鍛造過程中產(chǎn)生的,至于是原材料還是鍛造工藝造成的,這就需要根據(jù)金相和工藝過程去分析。
對(duì)同一批次同種型號(hào)的工件,鍛造裂紋基本都在一個(gè)位置,在顯微鏡下延伸比較淺,兩邊有脫碳。而材料裂紋不一定在同一位置重復(fù)出現(xiàn),顯微鏡下深淺不一。多看多分析,還是有一定規(guī)律的。
材料裂紋多半是與材料縱向一致的。而鍛打裂紋有兩種,一種是過熱過燒造成的,裂紋附近有氧化脫碳現(xiàn)象。還有一種是打冷鐵也會(huì)造成發(fā)裂,這一種有晶格破壞撕裂的現(xiàn)象。從金相上可以區(qū)別開來。
鍛造的目的:
1、成形要求;
2、改善材料內(nèi)部組織,細(xì)化晶粒,均勻元素成分與組織;
3、使材料更致密(鍛合材料內(nèi)部原有未暴露空氣的縮孔或疏松等等),流線分布更合理;
4、通過合理的鍛后熱處理方式,為下道工序服務(wù)。
因此,鍛造鍛合原材料內(nèi)部一定的缺陷是職責(zé)所在。大型鑄鍛件往往是直接由鋼錠鍛壓開始的,鋼錠內(nèi)部必然存在大量的冶鑄缺陷,顯然,合理的鍛造,都可以將其中的所謂“缺陷”鍛合。所以,鍛造工藝的合理性是決定鍛件是否會(huì)開裂的主要原因。
當(dāng)然,相對(duì)某一穩(wěn)定的鍛造工藝,如果事前對(duì)鍛造前原材料提出明確的原材料缺陷等級(jí)控制要求的,當(dāng)因原材料缺陷等級(jí)超出要求并在原鍛造工藝下鍛造出現(xiàn)的開裂現(xiàn)象,我們可以認(rèn)作“原材料缺陷所致的鍛造裂紋”。
裂紋問題具體問題具體分析,結(jié)合工藝過程分析,包括加熱過程有沒有保護(hù)氣氛都應(yīng)該考慮,鍛造應(yīng)該是把原材料裂紋鍛打密合才對(duì)。氧化皮通常致密是灰色的,制樣過程造成的臟東西很疏松的顏色偏黑,高倍下一看就知道,實(shí)在無法分辨直接打能譜一定能分辨。
鍛造裂紋
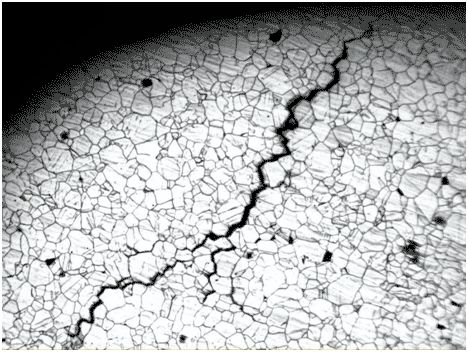
鍛造裂紋一般在高溫時(shí)形成,鍛造變形時(shí)由于裂紋擴(kuò)大并接觸空氣,故在100X或500X的顯微鏡下觀察,可見到裂紋內(nèi)充有氧化皮,且兩側(cè)是脫碳的,組織為鐵素體,其形態(tài)特征是裂紋比較粗壯且一般經(jīng)多條形式存在,無明細(xì)尖端,比較圓純,無明細(xì)的方向性,除以上典型形態(tài)外,有時(shí)會(huì)出現(xiàn)有些鍛造裂紋比較細(xì)。裂紋周圍不是全脫碳而是半脫碳。典型的鍛造裂紋示例:邊緣較多氧化物。

熱處理裂紋
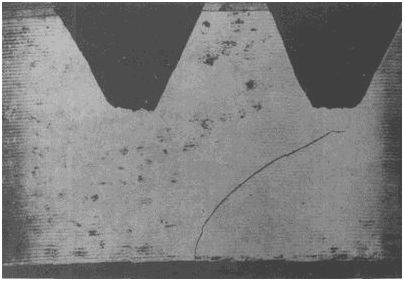
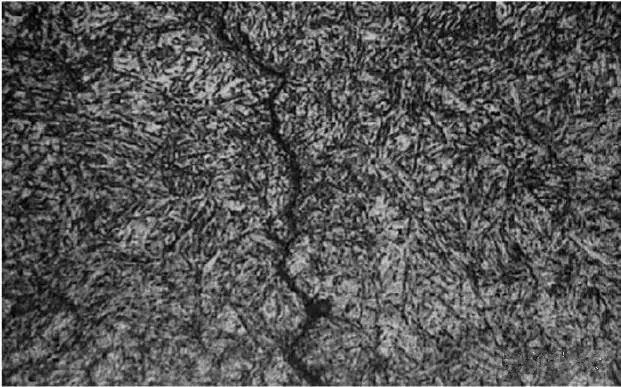
淬火加熱過程中產(chǎn)生的裂紋與鍛造加熱過程形成的裂紋在性質(zhì)和形態(tài)上有明顯的差別。對(duì)結(jié)構(gòu)鋼而言,熱處理溫度一般較鍛造溫度要低得多,即使是高速鋼、高合金鋼其加熱保溫時(shí)間則遠(yuǎn)遠(yuǎn)小于鍛造溫度。由于熱處理加熱溫度偏高,保溫時(shí)間過長(zhǎng)或快速加熱,均會(huì)在加熱過程中產(chǎn)生早期開裂。產(chǎn)生沿著較粗大晶粒邊界分布的裂紋;裂紋兩側(cè)略有脫碳組織,零件加熱速度過快,也會(huì)產(chǎn)生早期開裂,這種裂紋兩側(cè)無明顯脫碳,但裂紋內(nèi)及其尾部充有氧化皮。有時(shí)因高溫儀器失靈,溫度非常高,致使零件的組織極粗大,其裂紋沿粗大晶粒邊界分布。典型的淬火裂紋示例:500X下,呈鋸齒狀,起始端裂紋寬,結(jié)束斷裂紋細(xì)小至無,裂紋處未發(fā)現(xiàn)異常冶金夾雜,沒有脫碳現(xiàn)象,裂紋呈鋸齒狀延伸,具有淬火裂紋的典型特征。
鍛造裂紋與熱處理裂紋產(chǎn)生原因
1、鍛造裂紋產(chǎn)生原因:鋼在鍛造過程中,由于鋼材存在表面及內(nèi)部缺陷,如發(fā)紋、砂眼、裂紋、夾雜物、皮下氣泡、縮孔、白點(diǎn)和夾層等,都可能成為鍛打開裂的原因。另外,由于鍛打工藝不良或操作不當(dāng),如過熱、過燒或終鍛溫度太低,鍛后冷卻速度過快等,也會(huì)造成鍛件開裂。 2、熱處理裂紋產(chǎn)生原因:淬火裂紋是宏觀裂紋,主要由宏觀應(yīng)力引起。在實(shí)際生產(chǎn)過程中,鋼制工件常由于結(jié)構(gòu)設(shè)計(jì)不合理,鋼材選擇不當(dāng)、淬火溫度控制不正確、淬火冷速不合適等因素,一方面增大淬火內(nèi)應(yīng)力,會(huì)使已形成的淬火顯微裂紋擴(kuò)展,形成宏觀的淬火裂紋,另一方面,由于增大了顯微裂紋的敏感度,增加了顯微裂紋的數(shù)量,降低了鋼材的脆斷抗力Sk,從而增大淬火裂紋的形成可能性。
影響淬裂的因素
影響淬裂的因素很多,這里僅將生產(chǎn)中常碰到的幾種情況作一介紹。 1、原材料已有缺陷而導(dǎo)致的淬裂:如果原材料表面和內(nèi)部有裂紋或夾雜物等缺陷,在淬火之前未發(fā)現(xiàn),有可能形成淬火裂紋; 2、夾雜物導(dǎo)致的開裂:如果零件內(nèi)部夾雜物嚴(yán)重,或本身因夾雜物嚴(yán)重已經(jīng)隱藏有裂紋,淬火時(shí)將有可能產(chǎn)生裂紋; 3、因原始組織不良而導(dǎo)致的淬裂; 4、淬火溫度不當(dāng)造成的淬裂:淬火溫度不當(dāng)引起零件淬裂,一般有兩種情況: (1)儀表指示溫度低于爐子的實(shí)際溫度,使淬火溫度偏高,造成淬火過熱,導(dǎo)致工件發(fā)生開裂。凡是過熱淬火開裂的金相組織均存在晶粒粗大和粗大的馬氏體。 (2)鋼件實(shí)際含碳量高于鋼材牌號(hào)所規(guī)定的含量,若按原牌號(hào)的正常淬火工藝淬火時(shí),等于提高了鋼的淬火溫度,容易造成零件過熱和晶粒長(zhǎng)大,使淬火時(shí)應(yīng)力增大而引起淬裂。 5、淬火冷卻不當(dāng)造成的淬裂:淬火時(shí)由于冷卻不當(dāng),也會(huì)使零件產(chǎn)生淬裂事故。 6、機(jī)加工缺陷導(dǎo)致的淬裂:由于機(jī)加工不良,在零件表面留下了粗而深的刀痕,盡管是很簡(jiǎn)單的零件或不是應(yīng)力集中的地方,也會(huì)在淬火時(shí)造成開裂,或在服役過程中發(fā)生早期損壞。 7、零件外形對(duì)淬火裂紋的影響:零件幾何形狀不合理,或截面過度區(qū)厚薄相差較大,在淬火時(shí)均易因應(yīng)力集中產(chǎn)生裂紋。 8、不及時(shí)回火導(dǎo)致的開裂:淬火后不及時(shí)回火,將可能因淬火殘余應(yīng)力過大而導(dǎo)致裂紋產(chǎn)生。
裂紋的分辨方法
如何區(qū)分究竟是淬火裂紋、回火裂紋、鍛造裂紋還是磨削裂紋等是很重要的,這樣便于準(zhǔn)確查找裂紋發(fā)生在哪一工序,有利于分析裂紋產(chǎn)生的原因。 第一,注意淬火裂紋和磨削裂紋形態(tài)的不同。對(duì)于淬火時(shí)未發(fā)現(xiàn)而在磨削后才發(fā)現(xiàn)的裂紋,要區(qū)別是淬火裂紋還是磨削裂紋。在裂紋未附著污染物時(shí)比較容易,此時(shí)注意裂紋的形態(tài),特別是裂紋發(fā)展的方向,磨削裂紋是垂直于磨削方向的,呈平行線形態(tài),或呈龜甲狀裂紋。磨削裂紋的深度根淺,而淬火裂紋一般都比較深 比較大,與磨削方同無關(guān),多呈直線刀割狀開裂。 第二,注意裂紋發(fā)生的部位。尖銳的凹凸轉(zhuǎn)角處、孔的邊緣處、刻印處、打鋼印處及機(jī)械加工造成的表面缺陷等部位,在這些部位發(fā)生的裂紋多屬淬火裂紋。 第三,通過觀察零件的裂斷面來區(qū)分是淬火裂紋還是淬火前的鍛造裂紋或其他情況造成的裂紋。若裂紋斷面呈白色或暗白色或淺紅色(水淬時(shí)造成的水銹),均可斷定為淬火裂紋,若裂紋斷面呈深褐色,甚至有氧皮出現(xiàn),那就不是淬火裂紋,系淬火前就存在的裂紋,是零件經(jīng)過鍛造或壓延時(shí)形成的裂紋,這些裂紋都會(huì)因淬火而被擴(kuò)大。因淬火裂紋基本上是在MS點(diǎn)以下時(shí)形成的,其斷面是不會(huì)被氧化的。 第四,在顯微組織中,淬火裂紋是沿晶界斷裂,若不是沿晶界斷裂,而是沿晶內(nèi)斷裂,則屬于疲勞裂紋。 第五,如果裂紋周圍有脫碳層存在,那就不是淬火裂紋,而是淬火前就存在的裂紋,因?yàn)榇慊鹆鸭y是淬火冷卻時(shí)產(chǎn)生的,絕不會(huì)發(fā)生脫碳現(xiàn)象。
審核編輯 :李倩
-
材料
+關(guān)注
關(guān)注
3文章
1315瀏覽量
27700 -
裂紋
+關(guān)注
關(guān)注
0文章
20瀏覽量
7240
原文標(biāo)題:區(qū)分鍛造裂紋、熱處理裂紋、原材料裂紋的方法
文章出處:【微信號(hào):AMTBBS,微信公眾號(hào):世界先進(jìn)制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
HDZG直流高壓發(fā)生器給避雷器做試驗(yàn)的方法說明

車規(guī)級(jí) ECU 檢測(cè)黑科技:0.005mm 精度如何通過 ISO 26262?

太誘電容的失效分析:裂紋與短路問題
航空發(fā)動(dòng)機(jī)整體葉環(huán)葉片裂紋分析方法
高頻加熱機(jī)熱處理效果
超導(dǎo)材料的制造工藝 超導(dǎo)材料的分類與比較
使用Phase Lab2024A計(jì)算合金抗裂敏感性

冷裂紋和熱裂紋的區(qū)別是什么
冷裂紋產(chǎn)生的三大因素
冷裂紋產(chǎn)生的溫度在多少度
解密真空熱處理設(shè)備:多功能化與模塊化設(shè)計(jì)的魅力

igbt功率管好壞測(cè)量方法
雙向tvs管怎么測(cè)量好壞
探秘真空熱處理設(shè)備:如何實(shí)現(xiàn)高效、環(huán)保的生產(chǎn)?






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論