 螺栓怎么樣才算擰緊?
螺栓怎么樣才算擰緊?
螺栓什么樣算擰緊了?擰不動為止,還是憑感覺,或者其它手段?
下面我們從原理來簡要分析一下。
擰緊過程的簡要分析
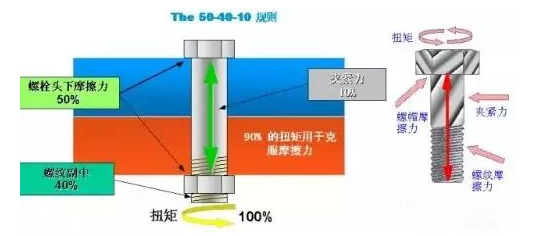
541規則(即50%、40%、10%)
參見下圖:通常情況下,在螺栓的擰緊過程中,實際轉化為螺栓夾緊力的扭矩僅占10%,其余50%用于克服螺栓頭下的摩擦力,40%用于克服螺紋副中的摩擦力,這就是“541”規則,主要反映夾緊力與摩擦力之間的關系。但若施加一定的改善措施(如涂抹潤滑油)或螺紋副中存有缺陷(如雜質、磕碰等),該比例關系會受到不同影響而改變。
螺栓連接件特性
擰緊過程的主要變量
1. 扭矩(T):所施加的擰緊動力矩,單位牛米(Nm);
2. 夾緊力(F):連接體間的實際軸向夾(壓)緊大小,單位牛(N);
3. 摩擦系數(U):螺栓頭、螺紋副中等所消耗的扭矩系數;
4. 轉角(A):基于一定的扭矩作用下,使螺栓再產生一定的軸向伸長量或連接件被壓縮而需要轉過的螺紋角度。
螺栓擰緊的控制方法
1. 扭矩控制法
定義:當擰緊扭矩達到某一設定的控制扭矩時,停止擰緊的控制方法。
優點:控制系統簡單、直接,易于用扭矩傳感器或高精度扭矩扳手來檢查擰緊的質量。
缺點:控制精度不高(預緊力誤差±25%左右),也不能充分利用材料的潛力。
2. 扭矩-轉角控制法
定義:先把螺栓擰到一個不大的扭矩后,再從此點開始,擰一個規定的轉角的控制方法。
優點:螺栓軸向預緊力精度較高(±15%),可以獲得較大的軸向預緊力,且數值可集中分布在平均值附近。
缺點:控制系統較復雜,要測量扭矩和轉角兩個參數;且質檢部門也不易找出適當的方法對擰緊結果進行檢查。
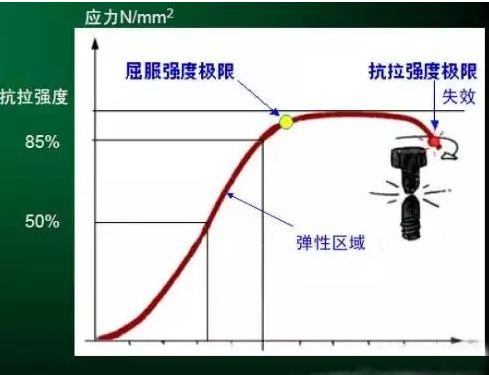
3. 屈服點控制法
定義:把螺栓擰緊到屈服點后,停止擰緊的一種方法。
優點:擰緊精度非常高,預緊力誤差可以控制在±8%以內;但其精度主要取決于螺栓本身的屈服強度。
缺點:擰緊過程需要對扭矩和轉角曲線的斜率進行動態的、連續的計算和判斷,控制系統的實時性、運算速度等都有較高的要求。
審核編輯 :李倩
-
控制系統
+關注
關注
41文章
6754瀏覽量
111801 -
螺栓
+關注
關注
0文章
64瀏覽量
9697
原文標題:螺栓怎么樣才算擰緊?
文章出處:【微信號:線束專家,微信公眾號:線束專家】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄

電機引線螺栓硬釬焊工藝研究
ATA-2022B高壓放大器在螺栓松動檢測中的應用

M12螺栓工程標準尺寸:精確測量與應用技巧

螺栓在線監測裝置:電網的靠譜應用
DAC5675的數據和時鐘到底怎么設計才算合理?
輪船法蘭、螺栓防腐保護,穿上“防護衣”遠離腐蝕危害






 工商網監
工商網監
評論