 SPC 之 I-MR 控制圖
SPC 之 I-MR 控制圖
概述
1924 年,美國的休哈特博士應用統計數學理論將 3Sigma 原理運用于生產過程中,并發表了著名的“控制圖法”,對產品特性和過程變量進行控制,開啟了統計過程控制新時代。
什么是控制圖
控制圖指示過程何時不受控制,有助于標識是否存在特殊原因變異。如果存在特殊原因變異,則說明過程不穩定且有必要采取糾正措施。
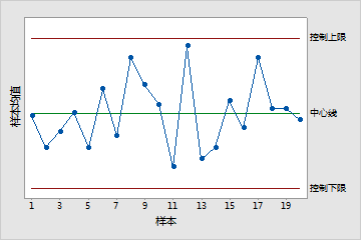
控制圖是按時間排序順序繪制過程數據的圖。大多數控制圖都包括一條中心線、一個控制上限和一個控制下限。中心線表示過程均值。控制限表示過程變異。默認情況下,控制限繪制在中心線上下 3σ 的位置。
隨機位于控制限內的點指示過程受控制且僅顯示常見原因變異。位于控制限外部或者顯示非隨機模式的點指示過程不受控制且存在特殊原因變異。
如何選擇合適的控制圖
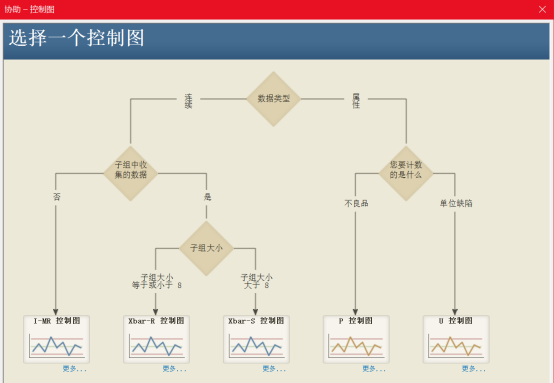
隨著控制圖的發展,它的類型也是越來越多,那么這時候對于使用 Minitab 的朋友來說,經常會糾結如何去選擇一個合適的控制圖。在 Minitab 19 中,協助菜單可以很好的幫助我們去選擇一個合適的控制圖。
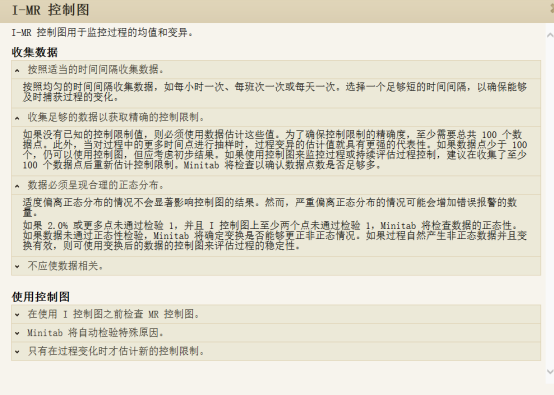
I-MR 控制圖
今天,我們來繪制一下 I-MR 控制圖。
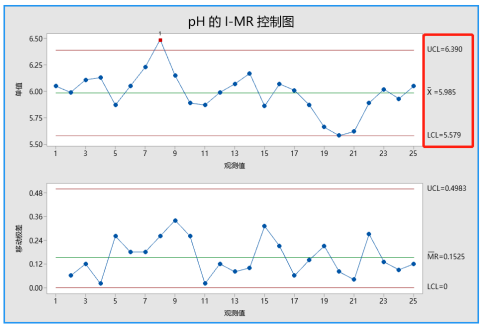
問題背景:某質量工程師監控了液體洗滌劑的生產過程,想要評估該過程是否受控制。這位工程師測量了 25 個連續批次的洗滌劑的 pH 值。
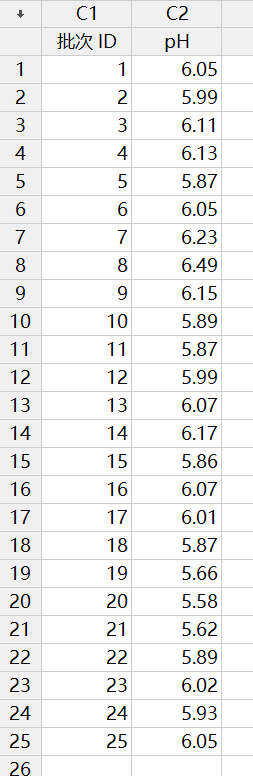
由于 pH 值的數據類型是連續型數據,而且是每批次只取一個樣品(子組大小等于 1),故這位工程師創建了一張 I-MR 控制圖,以監控洗滌劑的生產過程。
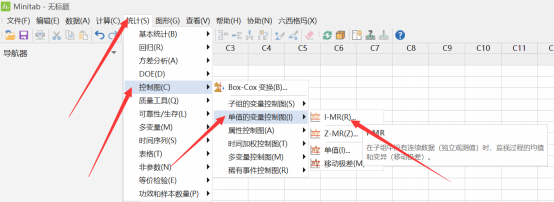
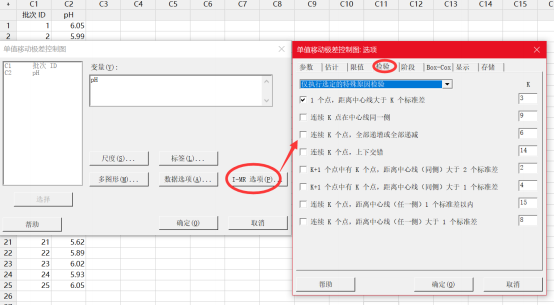
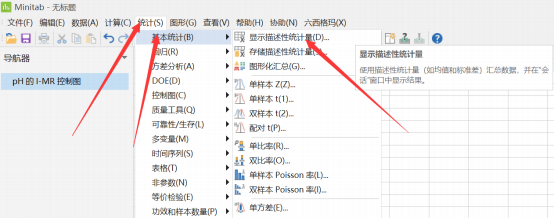
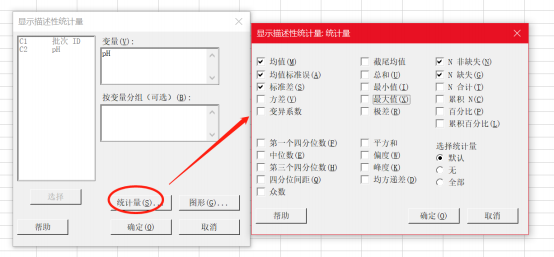
Minitab 繪制 I-MR 控制圖
Minitab 結果解釋
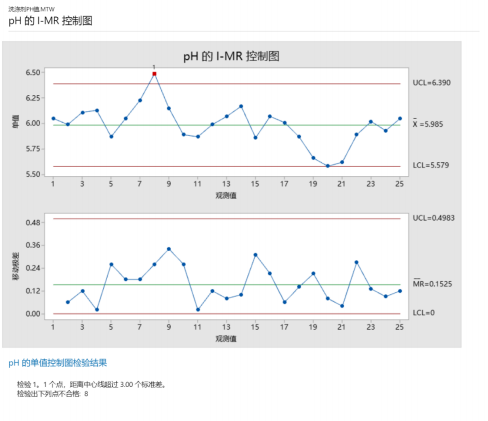
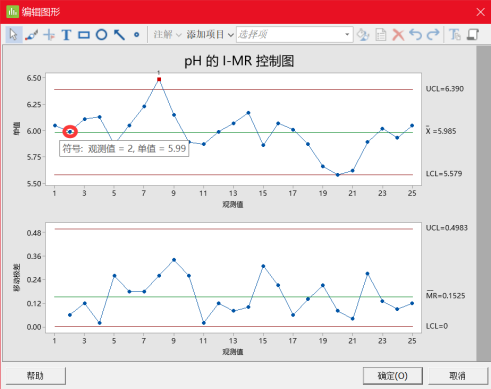
首先解釋移動極差控制圖(MR 控制圖)以檢查過程變異。沒有位于控制限外部的點且所有的點都顯示出隨機模式。因此,過程變異受控制,質量工程師可以檢查單值控制圖(I 控制圖)上的過程中心。
I 控制圖上的一個觀測值在檢驗 1 中失敗,因為觀測值在中心線上方且距離中心線超過 3個標準差。
I-MR 控制圖的控制限計算(手動)
對于 I-MR 控制圖,包含兩張圖單值控制圖(I 控制圖)和移動極差控制圖(MR 控制圖), 我們首先來認識一下這兩張圖形上的 X 軸、Y 軸、點和線分別表示什么含義。
一、單值控制圖(I 控制圖)
X 軸:批次 ID
Y 軸:單值(每個批次對應的 pH 值,如單值圖上的第二個點表示的是批次 2 的 pH 值)
點:單值控制圖(I 控制圖)上的每個標繪點是單獨的觀測值(如上圖)。
中心線:單值控制圖(I 控制圖)上的中心線是過程平均值的估計值,計算如下

控制限:單值控制圖(I 控制圖)控制限的計算結果取決于標準差的估計方式。
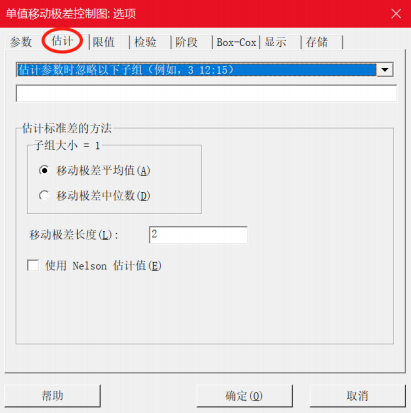
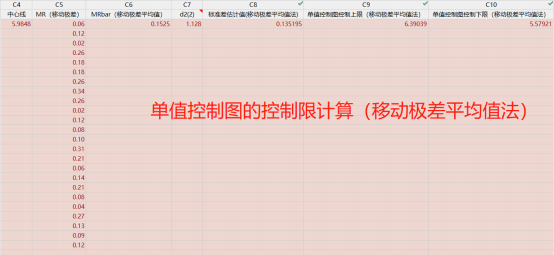
1)移動極差平均值(默認方法)-移動極差長度默認為 2
a. 計算移動極差 MR(相鄰 2 個數的較大值減較小值),當前數據樣本量為 25,計算得到24 個移動極差。
b. 計算這 24 個移動極差的平均值 MRbar
c. 估計標準差的公式如下:
控制限計算公式
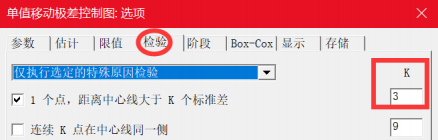
其中 k 為檢驗 1 的參數。默認值為 3。
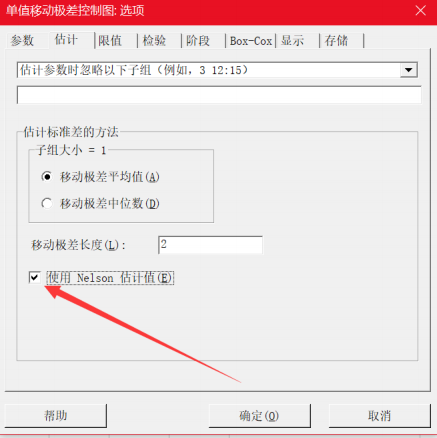
當選擇默認的用移動極差平均值來估計標準差時,我們還可以勾選”使用 Nelson 估計值”。使用 Nelson 估計值可以在計算控制限時更正異常大的移動極差值。此過程與 Nelson1 提出的過程相似。Minitab 消除比移動極差平均值大 3σ 的任何移動極差值,然后重新計算移動極差平均值和控制限。
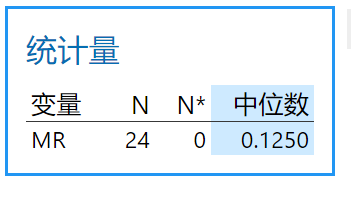
2)移動極差中位數
a. 計算移動極差
b. 計算移動極差中位數
二、移動極差控制圖(MR 控制圖)
X 軸:批次 ID
Y 軸:移動極差(如下 MR 控制圖中的第二個點是批次 2 的 pH 值 5.99 和批次 3pH 值 6.11中較大值減去較小值,結果為 0.12(6.11-5.99)
點:MR 控制圖上的標繪點是移動極差(移動極差是兩個或多個連續點之間差值的絕對值)。
中心線:中心線是移動極差平均值的無偏估計值 MRbar
控制上限:單值控制圖(I控制圖)控制限的計算結果取決于標準差的估計方式
審核編輯 黃昊宇
-
SPC
+關注
關注
1文章
56瀏覽量
12503 -
Minitab
+關注
關注
0文章
192瀏覽量
11993 -
統計過程控制
+關注
關注
0文章
3瀏覽量
5585
發布評論請先 登錄
怎么將SPC5 Studio用作SPC56xP系列微控制器的ID
CAD制圖初學入門之CAD中怎么進行網格填充?
什么是SPC
全套MOXA系列串口設備在SPC系統中的應用

SPC控制圖為什么是±3σ
控制圖教程和示例

一學就會的SPC

監控、應對及交付能夠為組織帶來價值和效率的即時質量和過程監控。
SPC控制圖:告訴你生產過程質量波動的因素(SPC系統)






 工商網監
工商網監
評論