 一文詳解分離件電動扭擰機的電路和制作
一文詳解分離件電動扭擰機的電路和制作

1.控制電路原理圖和工作過程
扭擰機的控制電路如圖1。
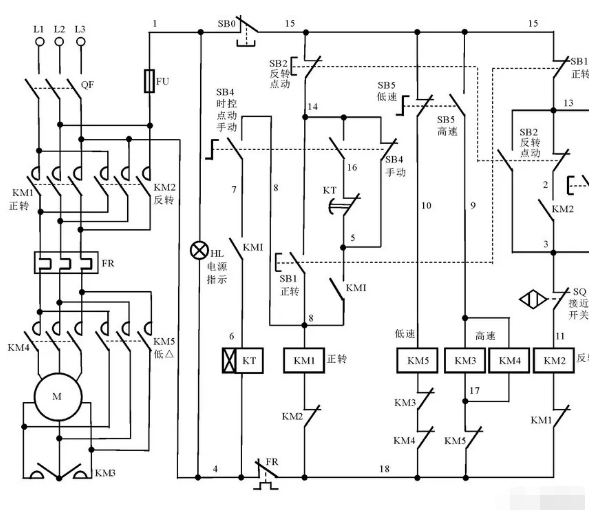
1)電路簡介
電路采用三相三線制供電。
電動機是一種改變接法同時改變轉速的雙速電機。△形接法時,電動機為4極低速運行,Y形接法時,為2極高速運行。△/Y接法的轉換由二擋轉換開關SB5完成。加工的材料越大,越要用低速,才能增大扭力。
本機有三種操作方式,即“手動”、“點動”和“自動時間控制”(時控),方式的轉換,依靠三擋轉換開關SB4完成,圖2中為“手動”狀態。“點動”狀態時,SB4三個開關全部斷開,“時控”狀態時,SB4左邊兩個開關閉合、右邊一個開關打開。
電路中的阿拉伯數字是線號,方便安裝和敘述。
2)控制電路的工作過程
旋轉換速開關SB5,確定電動機的轉速:在低速時,交流接觸器KM5線圈得電,主開關KM5導通,電動機定子繞組呈△形接法,低速(1450轉/分)運轉;轉動轉換開關SB5到高速位置,交流接觸器KM3、KM4線圈得電,電動機定子繞組呈Y接法,高速(2900轉/分)運轉。
閉合三相電源開關QF,紅色指示燈HL亮起,表明電路已經加電,可以工作了。
①“手動”擋時的工作過程。
轉換開關SB4置于“手動”位置(圖1位置),按壓正轉按鈕開關SB1,交流接觸器KM1線圈得電,輔助開關KM1自鎖,主開關KM1閉合,電動機正向運轉,扭擰機開始加工配件;配件完成時,按壓停止開關SB0,KM1線圈失電,自鎖開關KM1解鎖,主開關KM1打開,電動機停轉;點壓反轉按鈕開關SB2,反轉交流接觸器KM2線圈得電,主開關KM2閉合一下,電動機反轉一下即停,以便卸下加工的配件;按壓“復位”開關SB3,反轉交流接觸器KM2線圈得電,輔助開關KM2自鎖,電動機反轉,直到初始位置時,接近開關SQ受感應斷開,交流接觸器線圈KM2失電,主開關打開,電動機停轉復位,等待下一個循環。
②“點動”擋時的工作過程。
轉換開關SB4置于“點動”位置,SB4的三個開關全部斷開。按壓一下正轉點動開關SB1,電動機正轉一下;按壓一下反轉點動開關SB2,電動機反轉一下,完全靠手動眼看完成配件的加工和電動機的復位等全過程。
③“時控”擋工作過程。
轉換開關SB4置于“時控”位置,SB4左邊兩個開關閉合、右邊一個開關打開;調整時間繼電器KT設定正轉時間(一般為15秒),按壓正轉按鈕開關SB1,交流接觸器KM1線圈得電,輔助開關KM1自鎖,主開關KM1閉合,電動機正向運轉,扭擰機開始加工配件,到達設定時間時,延時開關KT自動打開,交流接觸器KM1解鎖,主開關KM1打開,電動機停轉;點壓反轉按鈕開關SB2,反轉交流接觸器KM2線圈得電,主開關KM2閉合一下,電動機反轉一下即停,以便卸下加工的配件;按壓“復位”開關SB3,反轉交流接觸器KM2線圈得電,輔助開關KM2自鎖,電動機繼續反轉,直到初始位置時,行程接近開關SQ斷開,交流接觸器KM2失電斷開,電動機停轉復位,等待下一個循環。
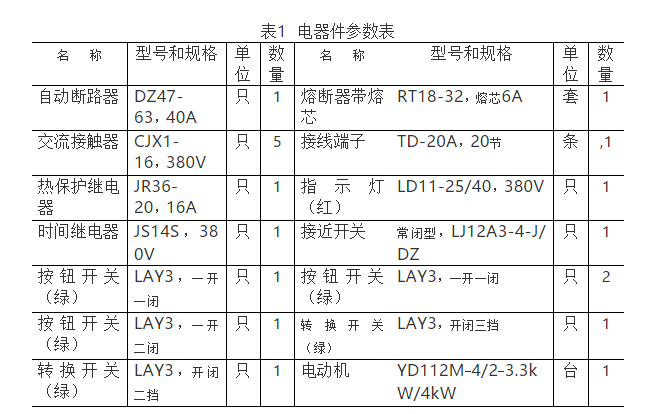
3)電器件型號和規格(表1)
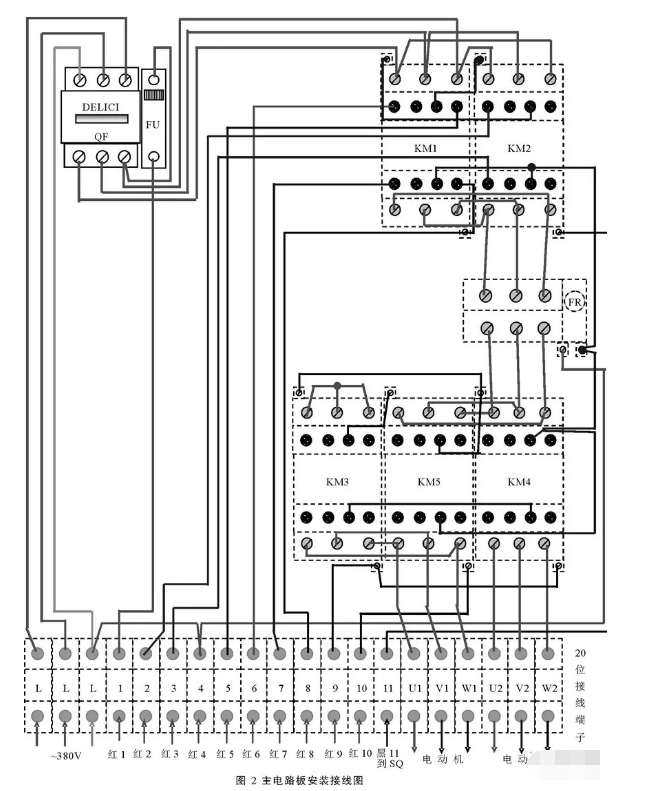
2.主電路板的安裝布線圖
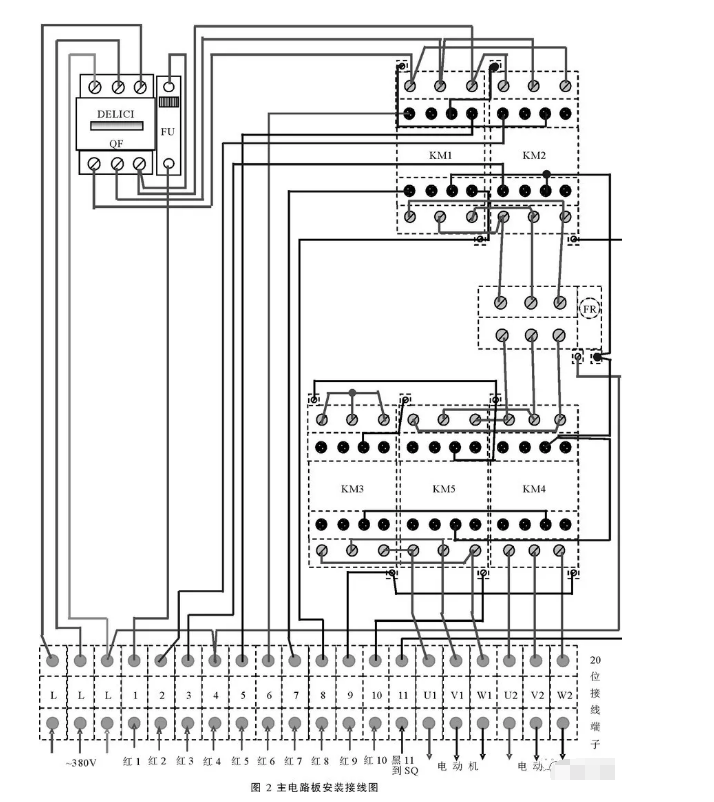
如圖2。主板采用5mm厚的膠木板或工程塑料板,安裝有斷路器、熔斷器、交流接觸器5只、熱保護繼電器和20節接線端子。接線端子下端通過20條導線分別與電源、控制面板、接近開關和電動機連接。
為電動機供電的三條主導線,采用不小于2.5mm2的硬銅線,其它副線采用1.0mm2的硬銅線。
所有布線要求平面上不交叉、不重疊,橫平豎直,可靠美觀,賞心悅目。
所有壓接螺絲要上緊,導線對接的接點要用錫焊,確保接觸良好。
3.控制面板和接近開關接線圖
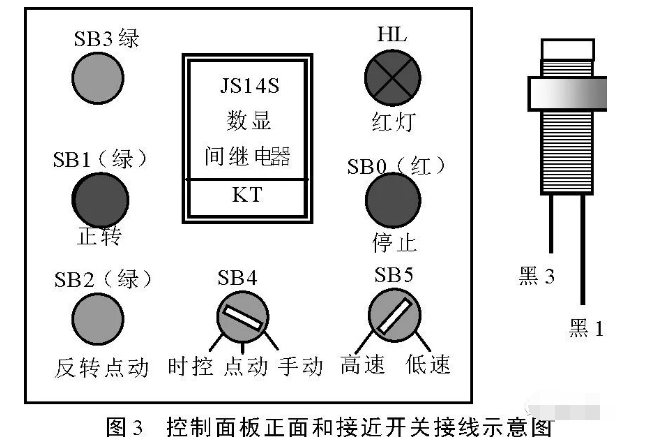
圖3是控制面板正面和接近開關接線示意圖。整塊面板固定在機器的防護罩上,方便操作。接近開關固定在扭擰頭主軸附近(防護罩內),黑線11到主板接線端子對應編號,黑線3到控制面板3腳。
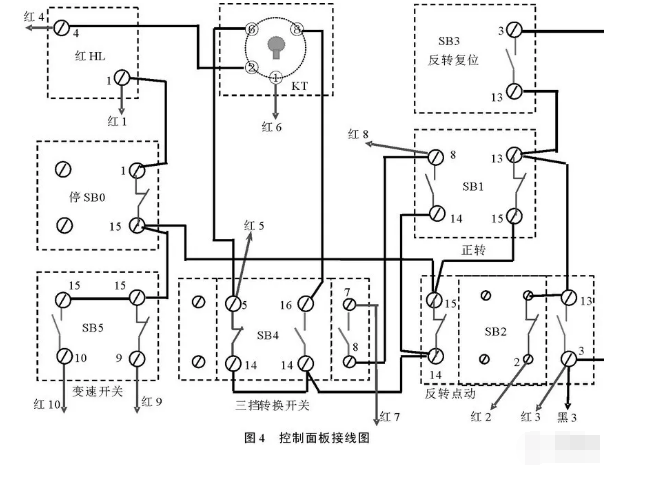
圖4為控制面板背面接線圖。所有的開關等主令電器、指示燈、時間繼電器固定在一塊噴砂鋁板上,通過兩頭裝有線號號碼管的、扎為一束的10條0.75mm2軟導線與主板接線端子對應編號連接(紅線1~10號),另有一條黑3號線到接近開關SQ。
責任編輯人:CC
-
控制電路
+關注
關注
83文章
1733瀏覽量
137217 -
電動機
+關注
關注
75文章
4160瀏覽量
98718
發布評論請先 登錄
電動扳手MCU的功能特點及應用行業
ADSL分離器的制作(ADSL分離器(濾波器)電路圖)





 工商網監
工商網監
評論