") 氣伺服焊鉗的補(bǔ)償值運(yùn)用過(guò)程
氣伺服焊鉗的補(bǔ)償值運(yùn)用過(guò)程
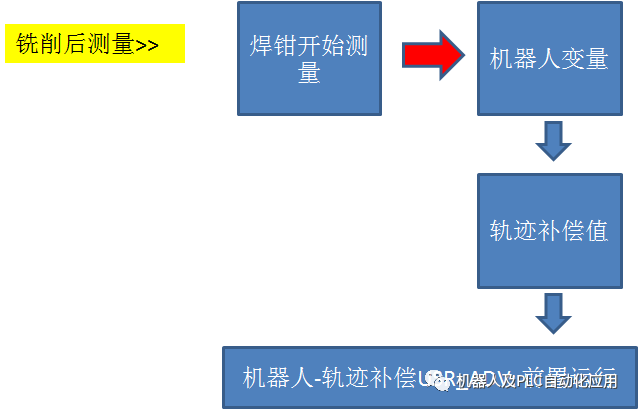
補(bǔ)償值的計(jì)算與獲得 都是在焊接點(diǎn)的USER_ADV 前置運(yùn)行程序里執(zhí)行的.
內(nèi)容列表:
1.測(cè)量控制分析,MAKRO83.
2.USER_ADV控制分析.
1.測(cè)量控制分析,MAKRO83.
在銑削位置時(shí)開(kāi)啟焊鉗的銑削后測(cè)量:
PTP VB=100% VE=100% ACC=100% RobWzg=2 Base=0 SPSTrig=0[1/100s] P
A715 = EIN
A757 = EIN
檢驗(yàn)測(cè)量值,并關(guān)閉測(cè)量.
PTP VB=100% VE=0% ACC=100% RobWzg=2 Base=0 SPSTrig=5[1/100s] P
SPSMAKRO83 = EIN
MAKRO83 關(guān)閉銑削測(cè)量
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E706 + T10 -一般情況下焊鉗在正常工作時(shí)E706節(jié)能模式都是沒(méi)有打開(kāi)的
F118 = T10
t10 ( EIN ) = -60[1/10Sek]
-測(cè)量結(jié)果檢測(cè)
WARTE BIS E757 + T10 -E757測(cè)量結(jié)束
F118 = T10
WARTE BIS E757 + E26 -如果沒(méi)有測(cè)量結(jié)束就得按復(fù)位E26
F118 = AUS
F85 = E776 + E26 --F85:測(cè)量結(jié)果不合格-E776測(cè)量結(jié)果不合格,有復(fù)位的自然也不能算合格
A757 = AUS -關(guān)閉A757銑削后測(cè)量
GOTO Label 1 = EIN -不管測(cè)量結(jié)果好壞,直接去”Label1”
-
焊接
+關(guān)注
關(guān)注
38文章
3393瀏覽量
60921 -
測(cè)量
+關(guān)注
關(guān)注
10文章
5157瀏覽量
112893 -
運(yùn)行程序
+關(guān)注
關(guān)注
0文章
4瀏覽量
6484
原文標(biāo)題:談?wù)?氣伺服焊鉗的補(bǔ)償值運(yùn)用過(guò)程
文章出處:【微信號(hào):gh_a8b121171b08,微信公眾號(hào):機(jī)器人及PLC自動(dòng)化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
TMR的MT9523傳感芯片在工業(yè)伺服系統(tǒng)動(dòng)態(tài)精度補(bǔ)償中應(yīng)用
安川伺服驅(qū)動(dòng)故障代碼完整版

量水堰計(jì)在使用過(guò)程中常見(jiàn)問(wèn)題剖析

量水堰計(jì)在使用過(guò)程中會(huì)遇到哪些常見(jiàn)的故障?

為何伺服廠家都愛(ài)選絕對(duì)值編碼器?

ads1232使用過(guò)程中經(jīng)常性的出現(xiàn)AD值為8388607,為什么?
ldc1614使用過(guò)程中會(huì)有尖峰的存在,怎么解決?
OPA2211使用過(guò)程中遇到的幾個(gè)疑問(wèn)求解
控制閥氣開(kāi)氣關(guān)的選擇原則
松下伺服驅(qū)動(dòng)器故障代碼介紹






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論