 數控龍門銑床怎樣自制具有簡單而精確旋轉功能的先進夾具
數控龍門銑床怎樣自制具有簡單而精確旋轉功能的先進夾具
數控龍門銑床是近幾年陸續登上一些老工業基地的設備,為不少加工場景做出了貢獻。但是,它也被限制在三維空間內進行各種加工,對于四軸及五軸的加工也是無能為力的。不過通過自制具有簡單而精確旋轉功能的先進夾具,可以完成4軸的加工技術,完善和充實該機床之不足。
一、技術分析
如圖1的數控龍門銑床加工支架,該件除上下面具有定位銷孔外,在Z方向還有兩斜面,并在斜面內各自有各坐標孔。
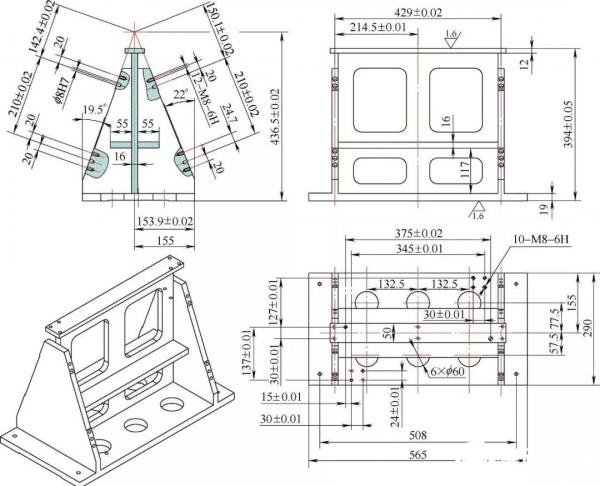
圖1
該支架采用Q235—A焊接件,是用于汽車裝配線上重要部位的零部件。支架上下面均有坐標定位孔,關鍵加工部位是兩側斜面的相交點(436.5±0.02)mm,及該相交點至各斜面的坐標孔。
二、工藝編制
1.鏜:刀校中間連接筋一側面,平面度≤0.05mm。
2.鏜:粗銑上下面,凹臺面加工至成品,其余各面各留1~1.5mm。
3.龍門銑:粗銑兩斜面,坐標孔面各留1~1.5mm(用專用夾具)。
4.龍門銑:精銑上下面,鉆鉸各坐標孔,其余各孔點窩。
5.龍門銑:精銑兩斜面,鉆鉸各坐標孔,其余各孔點窩(用專用夾具)。
6.搖臂鉆:各螺紋孔。
為了保證加工件的幾何公差,所有的坐標孔面均應分粗精加工。并且,該件在粗加工后應放置一段時間,至少不小于24h,待工件消除切削應力后再進行各部位的精加工。
三、工裝設計原則
該工件兩側斜面的加工,必須采用高精度的角度調整功能,就是四軸旋轉功能。而龍門銑床不具備加工斜面功能,只能設計專用的角度旋轉夾具,當工件精加工時,一次性將兩側斜面加工成品,該夾具應具備以下功能和特點:
①該夾具是典型的一面兩銷定位方法,即以底面和兩坐標孔定位。坐標孔應選擇兩距離較遠位置。還必須具備一次性裝夾的功能,即夾具需具備左右翻轉±30?功能,且翻轉角度的誤差必須≤±0.05?。
②夾具底座需安裝在龍門加工中心工作臺上,并必須用平鍵和工作臺定位,該工作臺定位槽寬度24H7,而夾具定位鍵寬度公差采用基孔制h7即可。
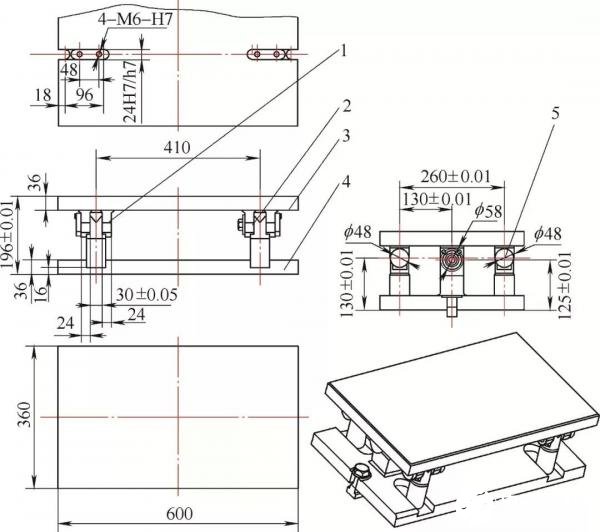
圖2 1.中心旋轉軸 2.中心莫氏套3.工作臺4.底座 5.兩側旋轉軸
③該夾具翻轉裝置采用焊接件即可,分別焊接在底座和工作臺上下面,其位置應合理配置。夾具角度旋轉應采用精度較高的分度頭。且各關鍵件的加工精度,不得小于8級公差精度。
根據以上分析,該夾具應根據角度工件的形狀特點,既要具備較高精度,又要考慮其通用性;既要具備安裝中大型工件的能力,又要考慮制作方便可行的經濟效益。
四、關鍵件的設計情況
1.底座
底座是該夾具的基礎件(見圖3),它必須具備以下條件:
①外形360mm×600mm即可,該大小既要適用于本次工件的加工范圍,又要具備一定的通用性和廣泛的使用性能,屬于中型加工件的專用夾具。
②該件底面的幾何公差確定在平面度0.02mm,為工作臺安裝后的平面精度提供條件。
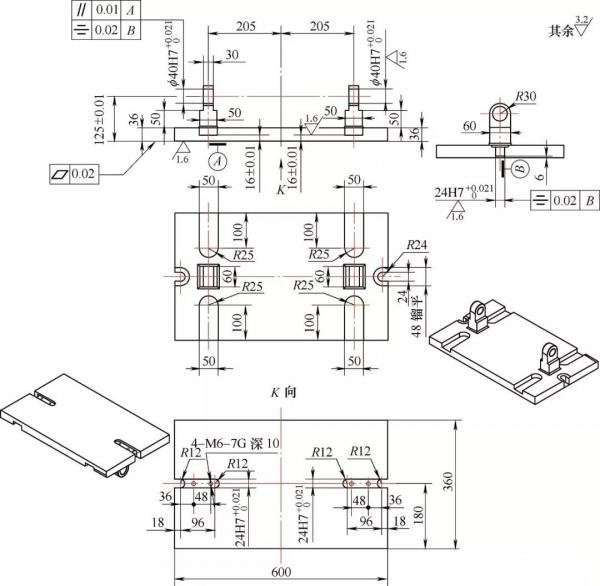
圖3
③該孔左右各一個,除保證與底面的尺寸公差外,還必須對稱中心0.02mm。
④該底座底面定位鍵槽寬24H7,與機床本身工作臺配套使用。
⑤該定位槽應與旋轉孔中心對稱0.02mm,以防止使用時旋轉中心偏移。
⑥該底座的4個定位槽是固定各種角度定位柱的基面,應與底面統一尺寸(16±0.01)mm。
2.工作臺
工作臺是和底座鏈接在一起的關鍵件(見圖4),它除了擔負裝夾各種加工件的任務外,很重要的是負責旋轉各種角度,這就要求具備以下技術要求:
①外形360mm×600mm,與底座配套使用。工作臺平面的幾何公差確定在平面度0.02mm,為工件精加工時提供合理的裝夾精度。
②該件的中間旋轉定位孔φ40H7前后各一個,是與底座旋轉孔配套使用的,前孔需安裝模式4號錐套,后孔則擔負著固定安裝旋轉軸的功能。前后孔對工作臺上平面尺寸精度(71±0.01)mm。
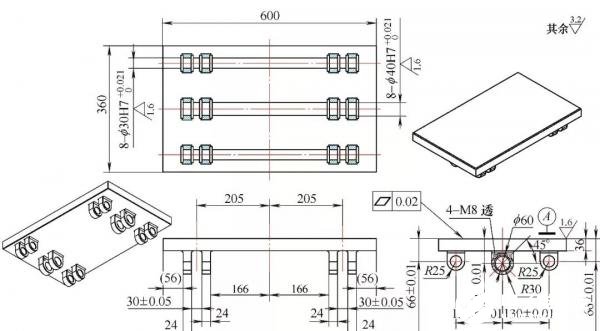
圖4
③該件兩側各有4個φ30H7通過孔,在定位孔上安裝高精度的轉軸,轉軸上安裝同一高度的旋轉定位柱,當角度確定后,用兩側隨角度配套使用的角度定位柱,檢測旋轉角度的正確與否,同時起到固定工作臺和穩定工件的作用。
④為防止各套在旋轉過程中松動,在中間旋轉套的側面鉆有螺釘孔,待套安裝后,用沉頭螺釘壓緊。
3.中心莫式套
該件是安裝在工作臺中間的前旋轉孔上,它除了擔負著底座和工作臺上下聯接的作用外,更重要的是擔負著聯接分度頭安裝使用的作用,所以它必須具備以下功能:
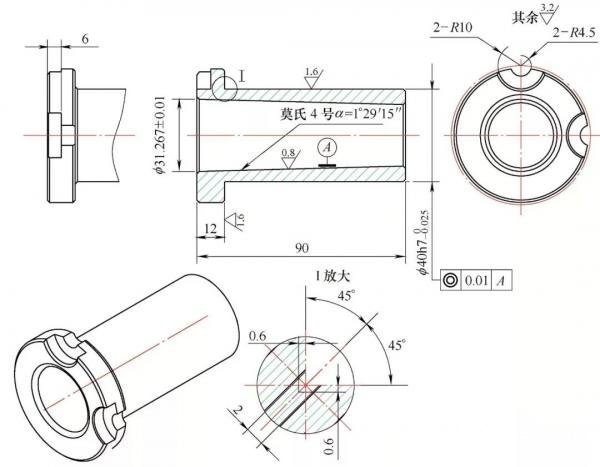
圖5
①材料采用45鋼,精加工前需熱處理硬度48HRC,并且表面發藍處理。莫氏孔需涂色檢查,接觸精度≥85%。
②φ40h7外圓與莫氏孔的同心度要求≤0.01mm,表面粗糙度值Ra=0.8mm。為防止轉動,在套的端面劃兩個固定窩,安裝時用螺釘將其固定。
4.雙莫氏連接軸
雙莫氏連接軸是該夾具的附件,它是緊緊聯接夾具和分度頭的關鍵工件,承擔著聯接夾具和分度頭承前啟后的作用,它既要傳遞分度頭到夾具的轉矩,又要保證左右旋轉角度的精度。所以,該連接軸的精度需達到以下要求:
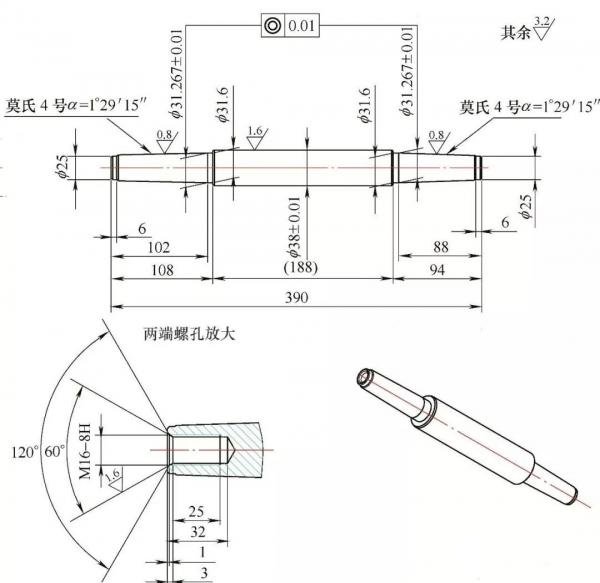
圖6
①材料采用40Cr,粗加工后進行調質處理,精加工前進行表面熱處理硬度48HRC。前后莫氏錐外圓需涂色檢查,接觸精度≥85%,同心度≤0.01mm。
③前后孔需采用60?中心孔,表面粗糙度值Ra=1.6mm,并帶有120?保護窩。中間連接軸需和兩端錐外圓同時磨出,待分度頭和夾具聯接后,用卡盤輕輕夾緊,即可增加兩個聯接件的穩定性。
五、被加工件安裝過程
根據工藝安排,精加工時,龍門銑床擔負工序4:精銑上下面,鉆鉸各坐標孔,其余各孔點窩;工序5:精銑兩斜面,鉆鉸各坐標孔,其余各孔點窩(用專用夾具)。
工序4在這里不做論述,只介紹一下加工兩斜面及斜面上坐標孔的內容。
夾具安裝前,按規定位置,在工作臺上鉆出裝夾工件的螺釘孔M16-6H共9個。夾具安裝分三步:
①安裝前,須將各接觸面清洗干凈。
②按定位鍵確定的位置,將夾具安裝在龍門銑床的合理位置。
③分度頭安裝。首先將連接軸安裝在分度頭的主軸孔內;然后用螺桿拉緊;其次,將分度頭輕輕推進夾具的中間莫氏4號孔內,在用螺桿拉緊;最后,用卡盤扳子將連接桿輕輕夾緊,再用扳子將分度頭緊固在龍門銑工作臺上。
此時夾具和分度頭安裝完畢,其狀態如圖7所示。
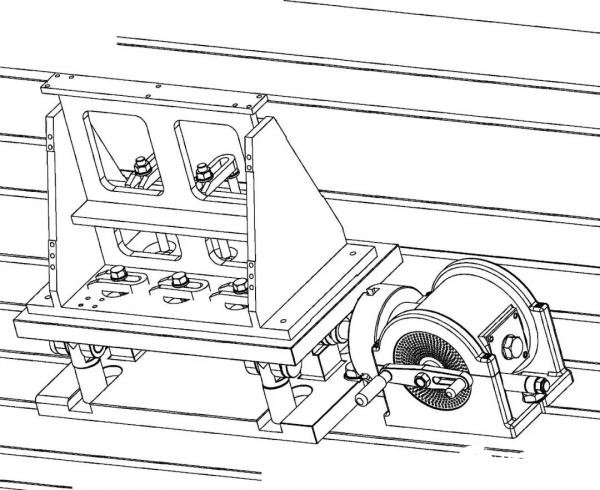
圖7
找正工作臺平面,用分度頭調整左右角度,將分度頭盤左側螺釘松開,將定位銷插在分度盤內,旋轉時,只需旋轉插上定位銷的分度盤即可,待用百分表找平后,再將左側螺釘緊固。
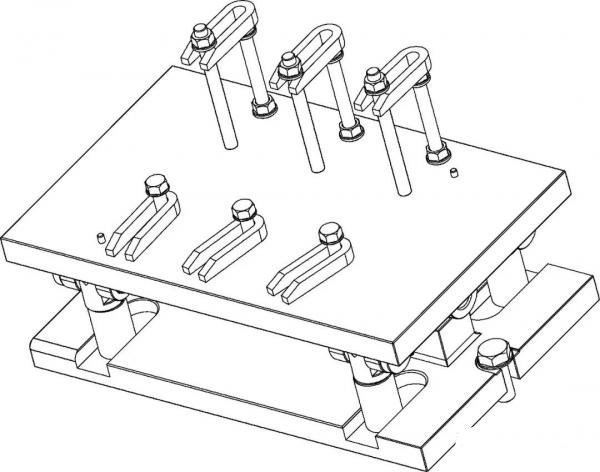
圖8 工件安裝前,銷柱、壓板及各螺釘擺放位置
該夾具是一面兩銷定位。首先,要在工作臺上鉆出定位孔,兩定位孔要按著圖樣要求在工件中心偏離1.1mm處,用探針確定夾具旋轉中心位置,即檢測連接軸外圓,當中心確定后,機床主軸移動至相應位置。
工件的夾壓螺釘孔,是在把該夾具安裝于龍門銑床之前完成的。安裝銷子后,以銷孔定位,將工件安裝在工作臺上,用螺釘和壓板將工件夾緊。按圖8所示要求,用分度頭左右旋轉夾具角度-19.5°、22°。
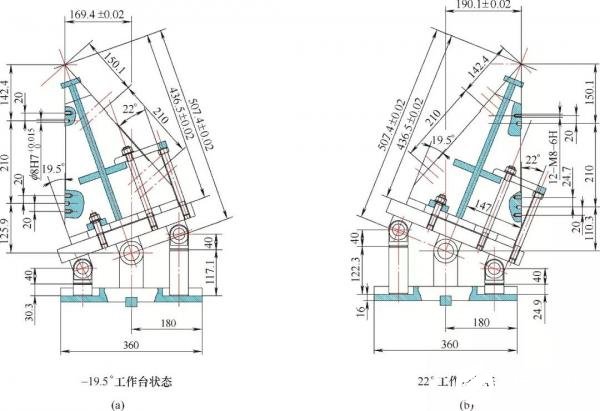
圖9
角度確定后,須在該夾具兩側安裝左右定位柱,以穩定夾具,并在機床工作臺上自找合適位置,將該夾具壓緊。
在以上工作完成后,實施加工時,關鍵加工部位是在Y方向加工左右兩側面時,需要用探針將旋轉中心零點確定,加工時,每面各留1~1.5mm用探針檢測其實際尺寸,按要求尺寸移動Y方向坐標。然后再反復精加工各斜面成品,兩斜面成品的相交點與夾具旋轉點距離是保證精度的重點。
責任編輯:wv
-
龍門銑床
+關注
關注
0文章
3瀏覽量
6328
發布評論請先 登錄
龍門直線模組——現代工業自動化的精密運動平臺
數控直流穩壓電源完整論文資料
龍門吊箱號識別系統的圖像處理技術解析
創新伺服電機使用的多圈絕對式旋轉編碼器
數控加工工藝流程詳解
龍門銑遠程監控運維系統解決方案

數控機床工裝夾具的選擇和使用常識
編碼器在數控機床中的功能與重要性
伺服電機在數控機床中的使用
數控機床數據采集網關有什么功能特點

飛創龍門雙驅直線電機平臺的高精度應用實例
MS35774步進馬達驅動在智能數控機場中的應用
MT6816磁編碼IC數控龍門免編程鉆攻銑一體機床





 工商網監
工商網監
評論