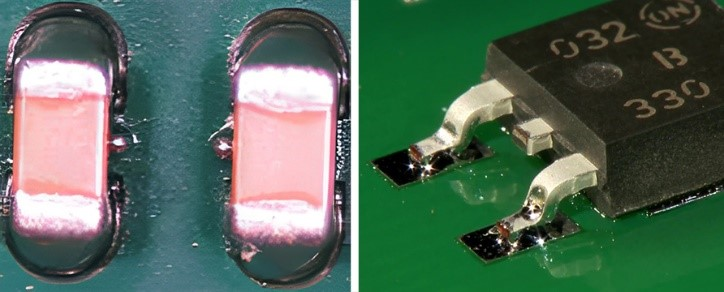
") 焊錫珠的問(wèn)題怎樣解決
焊錫珠的問(wèn)題怎樣解決
焊錫珠產(chǎn)生的原因是多種因素造成的,再流焊中的溫度時(shí)間,焊膏的印刷厚度,焊膏的組成成分,模板的制作,裝貼壓力,外界環(huán)境都會(huì)在生產(chǎn)過(guò)程中各個(gè)環(huán)節(jié)對(duì)焊錫珠形成產(chǎn)生影響。
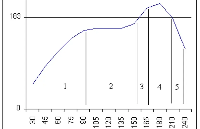
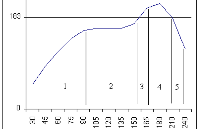
焊錫珠是在負(fù)責(zé)制板通過(guò)再流焊爐時(shí)產(chǎn)生的。再流焊曲線可以分為四個(gè)階段,分別為:預(yù)熱、保溫、再流和冷卻。預(yù)熱階段的主要目的是為了使印制板和上面的表貼元件升溫到120-150度之間,這樣可以除去焊膏中易揮發(fā)的溶劑,減少對(duì)元件的熱振動(dòng)。因此,在這一過(guò)程中焊膏內(nèi)部會(huì)發(fā)生氣化現(xiàn)象,這時(shí)如果焊膏中金屬粉末之間的粘結(jié)力小于氣化產(chǎn)生的力,就會(huì)有少量焊膏從焊盤(pán)上流離開(kāi),有的則躲到片狀阻容元件下面,再流焊階段,溫度接近曲線的峰值時(shí),這部分焊膏也會(huì)熔化,而后從片狀阻容元件下面擠出,形成焊錫珠,由它的形成過(guò)程可見(jiàn),預(yù)熱溫度越高,預(yù)熱速度越快,就會(huì)加大氣化現(xiàn)象中飛濺,也就越容易形成錫珠。因此,我們可以采取較適中的預(yù)熱溫度和預(yù)熱速度來(lái)控制焊錫珠的形成。
焊膏的選用也影響著焊接質(zhì)量,焊膏中金屬的含量,焊膏的氧化物含量,焊膏中金屬粉末的粒度,及焊膏在印制板上的印刷厚度都不同程度影響著焊錫珠的形成。
1:焊膏中的金屬含量:焊膏中金屬含量的質(zhì)量比約為90-91%,體積比約為50%左右。當(dāng)金屬含量增加時(shí),焊膏的粘度增加,就能更有效地抵抗預(yù)熱過(guò)程中氣化產(chǎn)生的力。另外,金屬含量的增加,使金屬粉末排列緊密,使其有更多機(jī)會(huì)結(jié)合而不易在氣化時(shí)被吹散。金屬含量的增加也可以減小焊膏印刷后的塌落趨勢(shì),因此不易形成焊錫珠。
2:焊膏中氧化物的含量:焊膏中氧化物含量也影響著焊接效果,氧化物含量越高,金屬粉末熔化后結(jié)合過(guò)程中所受阻力就越大,再流焊階段,金屬粉末表面氧化物的含量還會(huì)增高,這就不利?quot;潤(rùn)濕“而導(dǎo)致錫珠產(chǎn)生。
3:焊膏中金屬粉末的粒度,焊膏中的金屬粉末是極細(xì)小的球狀,直徑約為20-75um,在貼裝細(xì)間距和超細(xì)間距的元件時(shí),宜用金屬粉末粒度較小的焊膏,約在20-45um之間,焊粒的總體表面積由于金屬粉末的縮小而大大增加。較細(xì)的粉末中氧化物含量較高,因而會(huì)使錫珠現(xiàn)象得到緩解。
4:焊膏在印制板上的印刷厚度:焊膏的印刷厚度是生產(chǎn)中一個(gè)主要參數(shù),焊膏印刷厚度通常在0.15-0.20mm之間,過(guò)厚會(huì)導(dǎo)致”塌落“促進(jìn)錫珠的形成。在制作模板時(shí),焊盤(pán)的大小決定著模板上印刷孔的大小,通常,我們?yōu)榱吮苊夂父嘤∷⑦^(guò)量,將印刷孔的尺寸制造成小于相應(yīng)焊盤(pán)接觸面積的10%。我們做過(guò)這樣的實(shí)踐,結(jié)果表明這會(huì)使錫珠現(xiàn)象有相當(dāng)程度的減輕。
如果貼片過(guò)程中貼裝壓力過(guò)大,這樣當(dāng)元件壓在焊膏上時(shí),就可能有一部分焊膏被擠在元件下面,再流焊階段,這部分焊膏熔化形成錫珠,因此,在貼裝時(shí)應(yīng)選擇適當(dāng)?shù)馁N裝壓力。
焊膏通常需要冷藏,但在使用前一定要使其恢復(fù)至室溫方可打開(kāi)包裝使用,有時(shí)焊膏溫度過(guò)低就被打開(kāi)包裝,這樣會(huì)使其表面產(chǎn)生水分,焊膏中的水分也會(huì)導(dǎo)致錫金珠形成。
另外,外界的環(huán)境也影響錫珠的形成,我們就曾經(jīng)遇到過(guò)此類(lèi)情況,當(dāng)印制板在潮濕的庫(kù)房存放過(guò)久,在裝印制板的真空袋中發(fā)現(xiàn)細(xì)小的水珠,這些水分都會(huì)影響焊接效果。因此,如果有條件,在貼裝前將印制板和元器件進(jìn)行高溫烘干,這樣就會(huì)有效地抑制錫珠的形成。
焊膏與空氣接觸的時(shí)間越短越好。這是使用焊膏的基本原則。
取出一部分焊膏后,立即蓋好蓋子,特別是里面的蓋子一定要向下壓緊,將蓋子與焊膏之間空氣全部擠凈,否則幾天就可能報(bào)廢。
夏天空氣溫度大,當(dāng)把焊膏從冷藏處取出時(shí),一定要在室溫下呆4-5小時(shí)再開(kāi)后蓋子。如焊膏在1-2個(gè)月短期內(nèi)即可用完,建議不必冷藏,這樣可即用即開(kāi)。
夏天是最容易產(chǎn)生錫球的季節(jié)。
由此可見(jiàn),影響錫珠的形成有諸多因素,只顧調(diào)整某一項(xiàng)參數(shù)是遠(yuǎn)遠(yuǎn)不夠的。我們需要在生產(chǎn)過(guò)程中研究如何能控制各項(xiàng)因素,從而使焊接達(dá)到最好的效果。
責(zé)任編輯:ct
-
焊錫
+關(guān)注
關(guān)注
0文章
309瀏覽量
18738 -
華強(qiáng)pcb線路板打樣
+關(guān)注
關(guān)注
5文章
14629瀏覽量
43717
發(fā)布評(píng)論請(qǐng)先 登錄
影響激光焊錫膏較佳狀態(tài)的因素

焊錫機(jī)廠家大研智造:引領(lǐng)錫球焊錫機(jī)和全自動(dòng)焊錫機(jī)發(fā)展的“領(lǐng)航者”
貼片磁珠:高頻濾波與防干擾的關(guān)鍵元件
焊錫絲的線徑應(yīng)該如何選擇?

SMT錫膏焊接后PCB板面有錫珠產(chǎn)生怎么辦?

TPA3118D2EVM Schematic中輸出電感可用FB1812(貼片磁珠),貼片磁珠的參數(shù)規(guī)格型號(hào)和怎樣選?
數(shù)字地和模擬地利用磁珠隔離或者單點(diǎn)接地效果都不怎么好,怎樣隔離效果會(huì)比較好一些?
COB光源與LED燈珠的區(qū)別
磁珠和電感怎么區(qū)分好壞
磁珠的參數(shù)有哪些種類(lèi)
真空回流焊爐/真空焊接爐——焊接缺陷與解決方案(有鉛錫膏)
真空回流焊爐/真空焊接爐——排除有鉛錫膏運(yùn)用回流溫度曲線后的焊接結(jié)果故障
磁珠的參數(shù)怎樣測(cè)量好壞
回流焊錫珠產(chǎn)生原因與解決方案
常見(jiàn)的錫珠形成的原因和解決方法





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論