??????ZX5-250、400、630系列晶閘管整流弧焊機(jī)
????????????? 使用說(shuō)明書(shū)
一、概述:
??? ZX5系列晶閘管弧焊整流器包括ZX5-250、ZX5-400、ZX5-630、ZX5-1000共四種機(jī)型。該系列弧焊整流器系國(guó)家推廣的第八批節(jié)能產(chǎn)品,是取代已淘汰的AX系列旋轉(zhuǎn)直流弧焊機(jī)的理想產(chǎn)品。適用于所有牌號(hào)焊條的手工焊接,特別適用于堿性低氫型焊條焊接重要的低碳鋼、中碳鋼以及普通低合金結(jié)構(gòu)鋼構(gòu)件。該系列弧焊整流器動(dòng)特性良好,電弧穩(wěn)定,飛濺小,焊縫成型好,電網(wǎng)波動(dòng)補(bǔ)償能力強(qiáng),冷熱態(tài)焊接電流穩(wěn)定,有利于進(jìn)行全位置焊接。其操作方便,可遠(yuǎn)距離調(diào)節(jié)焊接電流。并且還具有推力電流,引弧電流的調(diào)節(jié)功能。
??? 該系列整流器中的ZX5-400、ZX5-630、ZX5-1000還可用于碳弧氣刨。
二、主要技術(shù)參數(shù):(表一)
|
項(xiàng)??? 目 |
ZX5-250 |
ZX5-400 |
ZX5-630 |
|
電源電壓 |
380V? 50HZ |
380V? 50HZ |
380V? 50HZ |
|
電源相數(shù) |
3 |
3 |
3 |
|
電源電壓允許波動(dòng)范圍 |
380V±10% |
380V±10% |
380V±10% |
|
額定輸入容量 |
16KVA |
25KVA |
46KVA |
|
空載電壓 |
60V |
60V |
72V |
|
焊接電壓 |
21-30V |
21-36VV |
22-44 |
|
焊接電流 |
40-250A |
40-400A |
60-630A |
|
額定負(fù)載持續(xù)率 |
60% |
60% |
60% |
|
冷卻方式 |
強(qiáng)迫風(fēng)冷 |
強(qiáng)迫風(fēng)冷 |
強(qiáng)迫風(fēng)冷 |
|
重??? 量 |
175kg |
200kg |
230kg |
|
外型尺寸H×W×Dcm |
73×58×86 |
73×58×86 |
77×66×90 |
三、結(jié)構(gòu)及工作原理:
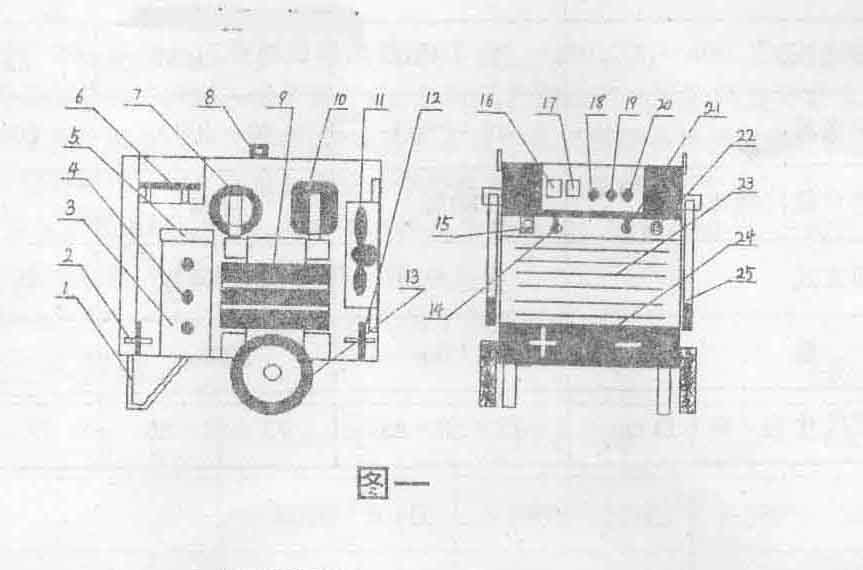
1、支腳???????????????????????????? 2、輸出接線(xiàn)端
3、散熱器?????????????????????????? 4、可控硅元件
5、阻容保護(hù)板?????????????????????? 6、控制電路板
7、濾波電抗器?????????????????????? 8、吊????? 環(huán)
9、主變壓器???????????????????????? 10、平衡電抗器
11、冷卻風(fēng)機(jī)??????????????????????? 12、輸入接線(xiàn)端
13、滾?? 輪???????????????????????? 14、遠(yuǎn)近控選擇開(kāi)關(guān)?
15、遠(yuǎn)控盒插座????????????????????? 16、電流表
17、電壓表????????????????????????? 18、焊接電流調(diào)節(jié)旋鈕
19、引弧電流調(diào)節(jié)旋鈕??????????????? 20、推力電流調(diào)節(jié)旋鈕
21、電源開(kāi)關(guān)??????????????????????? 22、電源指示燈
23、前百葉板??????????????????????? 24、輸出蓋板
25、推??? 把
注:焊機(jī)附遠(yuǎn)控盒一只,將遠(yuǎn)控盒插頭插入機(jī)器的遠(yuǎn)控盒插座內(nèi)即可遠(yuǎn)距離調(diào)節(jié)焊接電流。
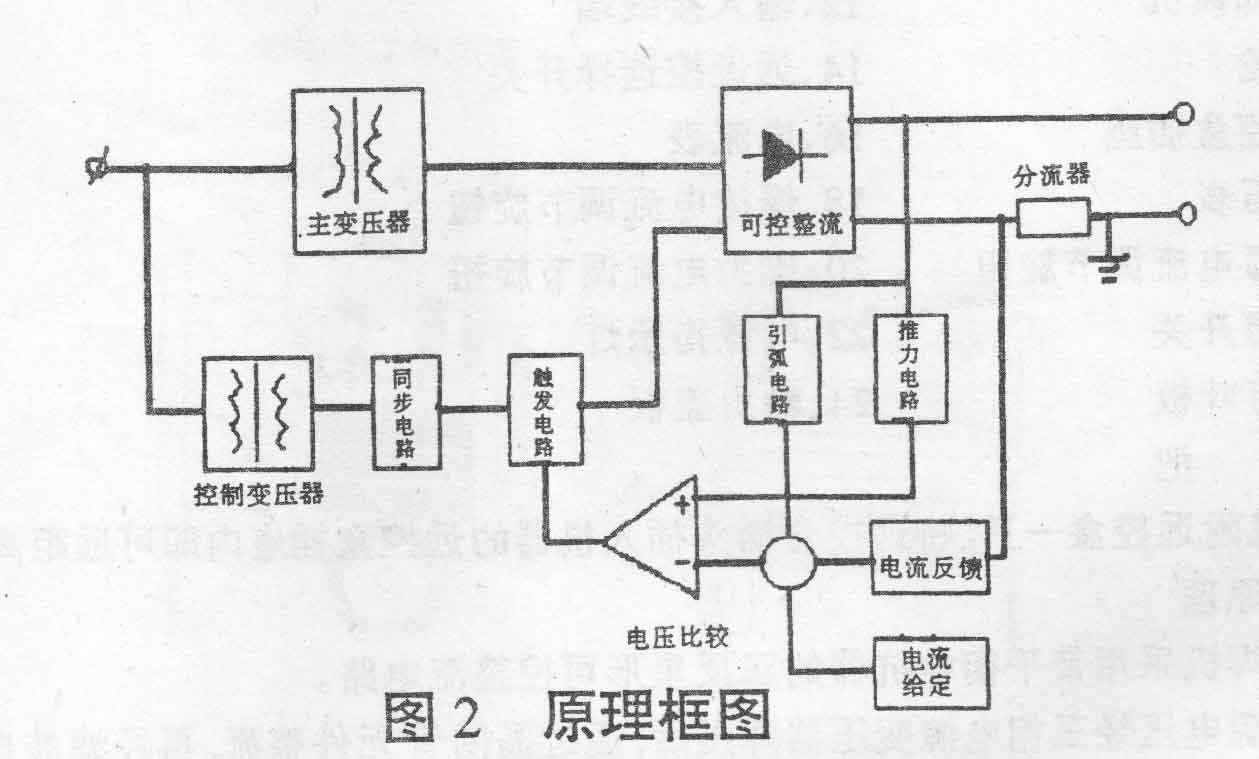
??? 2、工作原理
??? 該系列焊機(jī)采用帶平衡的雙反星性可控整流電路。
??? 輸入電源電壓經(jīng)三相電源變壓器降壓后,通過(guò)晶閘管元件整流,再經(jīng)濾波電感濾波后輸出,利用改變晶閘管的導(dǎo)通角來(lái)控制輸出直流電流的大小,從直流輸出分流器上取出電流負(fù)反饋信號(hào),與給定信號(hào)相比較,隨著輸出電流的增加,負(fù)反饋亦增加,晶閘管導(dǎo)通角減小,輸出直流電壓下降,從而獲得了下降的外特性。
??? 推力電流是當(dāng)輸入端電壓低于15伏時(shí),使輸出電流增加,特別是短路時(shí),形成外拖的外特性,使焊條不易粘住。
??? 引弧電流是每次起弧時(shí)短時(shí)間增加給定電壓,使引弧電流較大,易于起弧。
四、安裝和使用:
??? 1、使用環(huán)境條件
??? (1)海拔不超過(guò)1000米
??? (2)環(huán)境溫度-10℃-40℃
??? (3)相對(duì)濕度不超過(guò)90%(25℃)
??? (4)使用場(chǎng)所應(yīng)無(wú)嚴(yán)重影響產(chǎn)品使用的氣體、蒸氣、化學(xué)性沉積、霉菌及其它爆炸性、腐蝕性介質(zhì)。
??? (5)使用場(chǎng)所無(wú)劇烈震動(dòng)和顛簸。
???? 2、供電電源:(表二)
|
項(xiàng)?? 目 |
單??? 位 |
ZX5-250 |
ZX5-400 |
ZX5-630 |
|
電?? 壓 |
V |
380V |
380V |
380V |
|
相?? 數(shù) |
相 |
3 |
3 |
3 |
|
容?? 量 |
KVA |
≥20 |
≥30 |
≥50 |
|
空氣開(kāi)關(guān)脫扣值 |
A |
≥40 |
≥60 |
≥100 |
|
輸入電源 電纜截面積 |
mm2 |
6≥ |
≥10 |
≥16 |
??? 從整機(jī)后面板引出一根三芯電纜,作連接三相380V電源用,在實(shí)際操作是應(yīng)將連接部位作好絕緣處理,整機(jī)后面板下部有一接地螺釘,焊接操作前應(yīng)通過(guò)此螺釘使整機(jī)外殼可靠接地。
??? 3、安裝位置
??? (1)焊機(jī)和墻壁之間的距離應(yīng)大于20cm。
??? (2)焊機(jī)不得安裝在太陽(yáng)光直接照射的位置,
??? 4、焊接電源、焊鉗、地線(xiàn)及遠(yuǎn)控盒的連接
??? (1)連接焊鉗電纜至電源“+”輸出端。
??? (2)地線(xiàn)一端連接至電源“-”輸出端。
??? (3)連接遠(yuǎn)控電纜及遠(yuǎn)控盒到焊接電源遙控盒插座,并旋緊到位。
??? (4)(1)、(2)操作應(yīng)牢固,以免由于松動(dòng)在焊接時(shí)引起電源輸出端或電纜損壞。
??? 5、焊接操作
??? (1)規(guī)范預(yù)置(可參考表三)
??? 選好焊接電流,并按需要調(diào)節(jié)一定的推力電流和引弧電流。
??? (2)遠(yuǎn)控、近控選擇
??? 選擇遙控,將選擇開(kāi)關(guān)置于“遠(yuǎn)控”位置,此時(shí)調(diào)節(jié)遠(yuǎn)控盒上的電位器即可調(diào)節(jié)焊接電流的大小。
??? (3)選擇近控:將選擇開(kāi)關(guān)置于“近控”位置,此時(shí)調(diào)節(jié)電源前面板上的焊接電流旋鈕,即可調(diào)節(jié)焊接電流的大小。
??? (4)閉合電源開(kāi)關(guān),電源指示燈亮,冷卻風(fēng)機(jī)轉(zhuǎn)動(dòng),此時(shí)觀察空載電壓是否正常,若正常即可進(jìn)行焊接,若不正常說(shuō)明機(jī)器發(fā)生故障,應(yīng)先排除故障之后才可進(jìn)行焊接。
??? (5)推力電流與引弧電流的使用說(shuō)明
??? a、推力電流是當(dāng)使用偏低規(guī)范焊接,如焊縫根部焊到全位置焊接時(shí),可適當(dāng)調(diào)節(jié)推力電流,增加短路電流值,使焊條不易粘住,一般正常焊接時(shí),焊條不易粘住,可不加推力電流,另外特別需要注意,焊接時(shí)如需要加入推力電流亦要適當(dāng),過(guò)大的推力電流會(huì)使飛濺明顯增加。
??? b、引弧電流是在引弧時(shí)疊加一個(gè)電流,使起弧時(shí)電流較大,因而起弧較容易,調(diào)節(jié)此引弧電流值,亦即調(diào)節(jié)起弧附加熱量,有利于焊縫接頭的溶透。
五、焊接參數(shù)規(guī)范:(表三)
|
工作厚度(mm) |
2-4 |
4-12 |
8-20 |
20 | ||||
|
焊條直徑(mm) |
2 |
2.5 |
3.2 |
4.0 |
5.0 |
6.0 |
7.0 |
8.0 |
|
焊接電流(A) |
40-70 |
70-90 |
90-130 |
160-210 |
220-270 |
260-310 |
300-350 |
350-400 |
|
焊接電壓(V) |
21-23 |
23-24 |
24-26 |
26-29 |
30-31 |
31-33 |
32-34 |
34-36 |
注:1、表中數(shù)據(jù)僅供參考
????2、電流大于400A適于碳弧氣刨操作
六、使用注意事項(xiàng):
??? 1、按操作程序正確操作,并注意電網(wǎng)電壓與焊機(jī)銘牌電壓相符,焊機(jī)要接好地線(xiàn),接地線(xiàn)面截面積應(yīng)不小于6mm2的銅導(dǎo)線(xiàn)。
??? 2、檢查空氣開(kāi)關(guān)脫扣整定值(或保險(xiǎn)絲容量)是否合適。
??? 3、焊機(jī)各接頭要定期檢查,不得有松動(dòng),否則易燒壞接頭。
??? 4、調(diào)節(jié)旋鈕輕輕旋動(dòng)即可,到兩端限位處時(shí),切勿使勁再旋,
??? 5、在工作時(shí),焊機(jī)必須按照相應(yīng)的負(fù)載持續(xù)率使用。
??? 6、本系列焊機(jī)外殼防護(hù)等級(jí)為IP21S,焊機(jī)不適宜在雨中使用。
??? 7、本系列焊機(jī)嚴(yán)禁在無(wú)規(guī)定通風(fēng)下進(jìn)行焊接,起動(dòng)焊機(jī)后,風(fēng)扇不轉(zhuǎn)或風(fēng)力很小,首先應(yīng)停機(jī)檢查風(fēng)機(jī)故障并修理,故障排除后方可使用。
??? 8、控制箱內(nèi)控制板出廠(chǎng)時(shí)已調(diào)整好,用戶(hù)非特殊情況,切勿隨意調(diào)整。
七、常見(jiàn)故障及排除方法:
??? 1、焊接缺陷?:(表四)
|
焊? 縫? 缺? 陷 |
?產(chǎn)? 生 的? 原? 因 |
|
氣???? 孔 |
焊條潮濕,工件有銹、水和油污。 |
|
裂??????? 紋 |
焊條潮濕,工件有過(guò)量的油銹和水,熔深過(guò)大,母材焊縫焊碳量過(guò)高,多層焊接處理不當(dāng),內(nèi)應(yīng)力過(guò)大。 |
|
咬??? 邊 |
電弧太長(zhǎng),焊速過(guò)快,運(yùn)條操作不當(dāng),焊接電流過(guò)大。 |
|
熔深不夠 |
焊接電流太小,坡口不適當(dāng),角度過(guò)小,焊接速度過(guò)快。 |
|
夾??? 渣 |
前層焊縫的熔渣去除不干凈,小電流低速度時(shí)熔敷量過(guò)大,坡口角度太小。 |
|
飛濺過(guò)大 |
焊條有銹或潮濕,工件清理不良 |
|
形狀不規(guī)則 |
焊速過(guò)低,弧長(zhǎng)太大。 |
??? 2、常見(jiàn)故障及排除方法:(表五)
|
故障現(xiàn)象 |
產(chǎn)生原因 |
消除方法 |
|
1.箱殼漏電 |
1.電源線(xiàn)不慎碰箱殼。 2.變壓器、電抗器、電源開(kāi)關(guān)及其它電器元件或接線(xiàn)碰箱殼。 3.未接接地線(xiàn)或接觸不良。 |
1.消除碰處。 2.檢查、并消除碰箱殼處。 |
|
2.接觸器不動(dòng)作,焊機(jī)不能工作。 |
1.電源缺相。 2.電源開(kāi)關(guān)接觸不良。 3.接觸器損壞。 |
1.檢查電源。 2.更換開(kāi)關(guān)。 3.更換接觸器。 |
|
3.空載電壓太低 |
1.電源電壓過(guò)低。 2.變壓器次級(jí)線(xiàn)圈匝間短路 3.可控硅整流器SCR1-6其中一個(gè)或幾個(gè)不觸發(fā) 4.輸入電壓一相開(kāi)路。 |
1.調(diào)整電壓至額定值。 2.消除短路處。 3.檢查控制箱內(nèi)觸發(fā)線(xiàn)路部分及引線(xiàn)并修復(fù)之。 4.檢查并修復(fù)。 |
|
4.焊接電流調(diào)節(jié)失靈 |
1.控制線(xiàn)開(kāi)路或短線(xiàn)。 2.近、遠(yuǎn)控制選擇與電位器不相對(duì)應(yīng)。 3.可控硅整流器SCR1-6不觸發(fā)。 4.控制盒插座20、24號(hào)無(wú)輸出電壓。 5.同步線(xiàn)路有故障。 |
1.檢查并修復(fù)之。 2.使其對(duì)應(yīng)。 3.檢查并修復(fù)。 4.檢查控制箱給定電壓部分及引出線(xiàn)。 5.檢查并修復(fù) |
|
5.焊接時(shí)焊接電弧不穩(wěn)定性能明顯變差 |
1.線(xiàn)路中某處接觸不良。 2.濾波電抗器匝間短路。 3.分流器到控制箱的引線(xiàn)斷開(kāi)。 |
1.使接觸良好。 2.消除短路。 3.應(yīng)重新接好。 |
|
6.風(fēng)扇不轉(zhuǎn)或風(fēng)力很小 |
1.保險(xiǎn)管RD1-3熔斷。 2.風(fēng)扇電動(dòng)機(jī)繞組斷線(xiàn)。 3.風(fēng)扇電動(dòng)機(jī)起動(dòng)電容接觸不良或損壞。 |
1.更換保險(xiǎn)絲。 2.修復(fù)電動(dòng)機(jī)。 3.使接觸良好或更換電容器 |
|
7.噪聲變大 |
1.風(fēng)扇風(fēng)葉碰風(fēng)圈。 2.風(fēng)扇軸承松動(dòng)或損壞。 3.風(fēng)扇風(fēng)葉。 4.固定箱殼或內(nèi)部的某緊固件松動(dòng)。 |
1.整理風(fēng)扇支架,使其不碰。 2.修理或更換。 3.擰緊風(fēng)葉。 4.擰緊緊固件。 |
|
8.焊機(jī)內(nèi)有異味或主電源保險(xiǎn)絲熔斷 |
1.主線(xiàn)路部分或全部短路。 2.可控硅整流器擊穿短路。 3.風(fēng)扇不轉(zhuǎn)或風(fēng)力小。 |
1.修復(fù)線(xiàn)路。 2.檢查保護(hù)電阻電容,接觸是否良好、更換同型號(hào)同規(guī)格元件。 3.修理風(fēng)扇。 |
|
9.焊機(jī)無(wú)輸出電源 |
1.保險(xiǎn)絲RD1-3熔斷。 2.風(fēng)扇不轉(zhuǎn)或長(zhǎng)期超載使焊機(jī)內(nèi)溫升太高,從而使溫度繼電器KW動(dòng)作。 3.溫度繼電器燒壞。 |
1.更換保險(xiǎn)管。 2.修復(fù)風(fēng)扇或控制焊機(jī)不要超負(fù)荷運(yùn)行。 3.更換溫度繼電器。 |
|
10.焊條容易粘工件 |
1.焊接電流太小。 2.短路電流太小。 |
1.適當(dāng)調(diào)大焊接電流。 2.適當(dāng)調(diào)大推力電流。 |
附圖:電氣原理圖
?????????????????????????????????