完善資料讓更多小伙伴認(rèn)識(shí)你,還能領(lǐng)取20積分哦,立即完善>
電子發(fā)燒友網(wǎng)技術(shù)文庫(kù)為您提供最新技術(shù)文章,最實(shí)用的電子技術(shù)文章,是您了解電子技術(shù)動(dòng)態(tài)的最佳平臺(tái)。
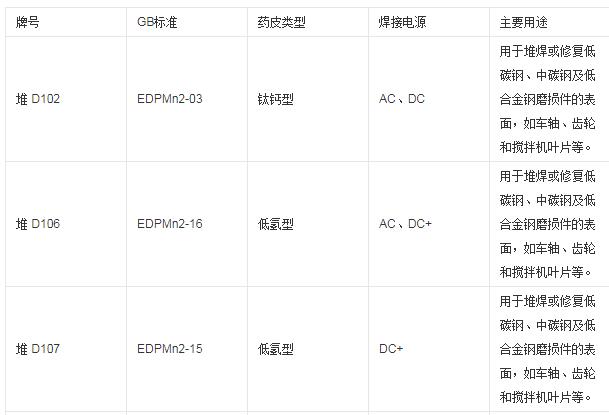
堆焊焊條是指用于堆焊工件的任意部位焊敷一層特殊的合金面,其目的是提高工作面的耐磨損,耐腐蝕和耐熱等性能,以降低成本,提高綜合性能和使用壽命。...
碳弧焊是一種焊接方法,其電弧是在不熔化的碳(石墨)電極與工件之間,或在兩個(gè)碳電極之間形成的。后一方法是一種變化形式,稱為雙極碳弧焊。另外兩種變化形式(有保護(hù)碳弧焊和氣體碳弧焊)工業(yè)上已不再使用。...
焊接中焊工常受到強(qiáng)光、紅外線、紫外線等輻射危害,焊接中的產(chǎn)生X射線,會(huì)影響焊工的身體健康。...
在更換焊條、電極和焊接操作中,手和身體某部位接觸到帶電物體,而腳下或身體其它部位對(duì)地和金屬結(jié)構(gòu)沒有絕緣防護(hù)。...
工作前要檢查設(shè)備、工具的絕緣層是否有破損現(xiàn)象,焊機(jī)接地、接零及焊機(jī)各接點(diǎn)接觸是否良好。...
在焊件厚度較大時(shí),往往需采用多層焊。對(duì)于低碳鋼和強(qiáng)度等級(jí)低的低合金鋼,每層焊縫厚度對(duì)焊縫質(zhì)量影響不大。但如果焊縫厚度過(guò)大,也會(huì)對(duì)焊縫金屬塑性稍有不利影響。...
在名稱的上我們能很清楚的看出,兩者的區(qū)別:平焊和對(duì)焊。具體來(lái)說(shuō)平焊法蘭的接口端管徑和壁厚與所要焊接的管子一樣,是平鋪在一起進(jìn)行焊接。對(duì)焊法蘭則是內(nèi)孔加工了比管子外徑略大的一個(gè)凹臺(tái),管子插在里面再進(jìn)行焊接。...
CO2氣體保護(hù)焊時(shí),為了保證電弧的穩(wěn)定燃燒,一般采用直流反接,即焊件接負(fù)極,焊槍接正極。只有在堆焊或焊補(bǔ)鑄鋼件時(shí),才采用正接法。...
氧化碳?xì)怏w保護(hù)焊是焊接方法中的一種,是以二氧化碳?xì)鉃楸Wo(hù)氣體,進(jìn)行焊接的方法。在應(yīng)用方面操作簡(jiǎn)單,適合自動(dòng)焊和全方位焊接。在焊接時(shí)不能有風(fēng),適合室內(nèi)作業(yè)。...
飛濺是二氧化碳?xì)怏w保護(hù)焊中的一種常見現(xiàn)象,但由于各種原因會(huì)造成飛濺較多。...
CO2氣體保護(hù)焊的電流密度大,可達(dá)100~300A/mm2,因此電弧熱量集中,焊絲的熔化效率高,母材的熔透厚度大,焊接速度快,同時(shí)焊后不需要清渣,所以能夠顯著提高效率,節(jié)省電能。...
氬弧焊焊絲一般采用ER309絲或A302電極材料焊接。ER309絲或A302電極材料適用于高硬度鋼之接合,鋼模座固定,鑄鋼模硬面制作打底緩沖層,龜裂之焊合,與氬弧焊有很好的相容性。...
焊接電流是決定熔深的主要因素。在一定的范圍內(nèi),電流增加時(shí),焊縫的楚深‘和余高4都增加,而焊縫的熔寬B增加不大。增大焊接電流可以提高生產(chǎn)率,但在一定的焊速下,焊接電流過(guò)大會(huì)使熱影響區(qū)過(guò)大并產(chǎn)生焊瘤或使焊件被燒穿。若焊接電流過(guò)小,則熔深不足,產(chǎn)生熔合不好或未焊透,夾渣等缺陷。...
用比母材熔點(diǎn)低的釬料和焊件一同加熱,使釬料熔化(焊件不熔化)后潤(rùn)濕并填滿母材連接的間隙,釬料與母材相互擴(kuò)散形成牢固連接的方法。所屬學(xué)科:電力(一級(jí)學(xué)科);熱工自動(dòng)化、電廠化學(xué)與金屬(二級(jí)學(xué)科)。...
焊件變形較小,尤其是采用均勻加熱(如爐中釬焊)的釬焊方法,焊件的變形可減小到最低程度,容易保證焊件的尺寸精度。...
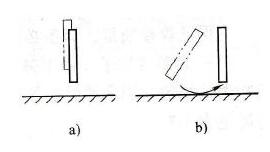
仰焊時(shí)一定要注意保持正確的操作姿勢(shì),焊接點(diǎn)不要處于人的正上方,應(yīng)為上方偏前,且焊縫偏向操作人員的右側(cè),仰焊的焊條夾持方式與立焊相同。...
機(jī)械矯正法是利用機(jī)械力的作用來(lái)矯正變形。可采用輥床、液壓壓力機(jī)、矯直機(jī)和錘擊等方法。機(jī)械矯正的基本原理是將工件變形后尺寸縮短的部分加以延伸,并使之與尺寸較長(zhǎng)的部分相適應(yīng),恢復(fù)到所要求的形狀,因此只有對(duì)塑性材料才適用。...
在焊接過(guò)程中對(duì)焊件進(jìn)行了局部的、不均勻的加熱是產(chǎn)生焊接應(yīng)力及變形的原因。焊接時(shí)焊縫和焊縫附近受熱區(qū)的金屬發(fā)生膨脹,由于四周較冷的金屬阻止這種膨脹,在焊接區(qū)域內(nèi)就發(fā)生壓縮應(yīng)力和塑性收縮變形,產(chǎn)生了不同程度的橫向和縱向收縮。由于這兩個(gè)方向的收縮,造成了焊接結(jié)構(gòu)的各種變形。...
關(guān)注我們的微信

下載發(fā)燒友APP

電子發(fā)燒友觀察

版權(quán)所有 ? 湖南華秋數(shù)字科技有限公司
長(zhǎng)沙市望城經(jīng)濟(jì)技術(shù)開發(fā)區(qū)航空路6號(hào)手機(jī)智能終端產(chǎn)業(yè)園2號(hào)廠房3層(0731-88081133)
電子發(fā)燒友 (電路圖) 湘公網(wǎng)安備43011202000918 工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1
工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1




