絲網(wǎng)印刷技術(shù)問(wèn)答總匯
1.什么叫絲網(wǎng)印刷?
絲網(wǎng)印刷屬于孔版印刷,它與平印、凸印、凹印一起被稱為四大印刷方法。
2010-03-06 11:03:22 4774
4774 63Sn37Pb,粉末顆粒大小也為3型。在前面介紹的0201元件裝配工藝研究中,也應(yīng)用了同樣的這一型號(hào)的錫膏。表1 裝配研究中所應(yīng)用的錫膏
2018-09-05 16:39:16
錫膏選擇免洗和水性兩種焊膏,金屬含量均為90%,粉末顆粒為Ⅳ型。錫膏黏度為900 KCPS。 錫膏印刷機(jī)為DEK 265 GSX,印刷工藝工藝參數(shù)設(shè)置如下: ·印刷速度=1.0 in/s
2018-09-07 15:28:23
SMT錫膏印刷工藝介紹
2012-08-11 09:55:11
`錫膏是SMT生產(chǎn)工藝中至關(guān)重要的一部分,錫膏中金屬粉末的大小、金屬含量的分配、助焊劑的比例、回溫時(shí)間、攪拌時(shí)間和錫膏的保存環(huán)境、放置時(shí)間都會(huì)影響到錫膏印刷品質(zhì)。 SMT專用錫膏的成份可分成兩個(gè)
2020-04-28 13:44:01
,錫膏廠家來(lái)說(shuō)一下:1、全自動(dòng)錫膏印刷機(jī)在工作過(guò)程中操作人員沒(méi)有及時(shí)地添加焊錫膏。2、焊錫膏品質(zhì)出現(xiàn)問(wèn)題,比如混有類似硬塊等的異物。3、在之前的SMT加工中未使用完的錫膏沒(méi)有保存好或者市過(guò)期之后
2022-06-16 14:28:57
裝配到印制板PCB上的工藝方法稱為SMT工藝。 現(xiàn)在SMT技術(shù)主要是通過(guò)設(shè)備來(lái)實(shí)現(xiàn),稱之為SMT設(shè)備,主要有上板機(jī)、錫膏印刷機(jī)、全自動(dòng)貼片機(jī)、回流焊爐,以及各種輔助工具設(shè)備。 以上就是由SMT貼片機(jī)
2019-03-07 13:29:13
SMT基礎(chǔ)知識(shí)(90個(gè)必知問(wèn)題)1. 一般來(lái)說(shuō),SMT車間規(guī)定的溫度為25±3℃;2. 錫膏印刷時(shí),所需準(zhǔn)備的材料及工具錫膏、鋼板﹑刮刀﹑擦拭紙、無(wú)塵紙﹑清洗劑﹑攪拌刀;3. 一般常用的錫膏合金成份
2010-03-16 09:39:45
。 SMT有關(guān)的技術(shù)組成 1、電子元件、集成電路的設(shè)計(jì)制造技術(shù) 2、電子產(chǎn)品的電路設(shè)計(jì)技術(shù) 3、電路板的制造技術(shù) 4、自動(dòng)貼裝設(shè)備的設(shè)計(jì)制造技術(shù) 5、電路裝配制造工藝技術(shù) 6、裝配制造中使用的輔助材料的開(kāi)發(fā)生產(chǎn)技術(shù)
2010-03-09 16:20:06
夾緊定位,用定位銷或視覺(jué)來(lái)對(duì)準(zhǔn),用模板(stencil)進(jìn)行錫膏印刷。 在模板錫膏印刷過(guò)程中,印刷機(jī)是達(dá)到所希望的印刷品質(zhì)的關(guān)鍵。 在印刷過(guò)程中,錫膏是自動(dòng)分配的,印刷刮板向下壓在模板上,使模板底面
2016-05-24 16:03:15
, 目的是﹕讓冷藏的錫膏溫度回復(fù)常溫﹐以利印刷。如果不回溫則在PCBA進(jìn)Reflow后易產(chǎn)生的不良為錫珠。 29. 機(jī)器之文件供給模式有﹕準(zhǔn)備模式﹑優(yōu)先交換模式﹑交換模式和速接模式。 30. SMT
2018-08-31 14:40:47
,然后自動(dòng)化幫助使其結(jié)果可以重復(fù)。” 模板的采購(gòu)不僅是裝配工藝的第一步,它也是最重要的一步。模板的主要功能是幫助錫膏的沉積(deposition)。目的是將準(zhǔn)確數(shù)量的材料轉(zhuǎn)移到光板(bare PCB
2018-09-10 16:56:43
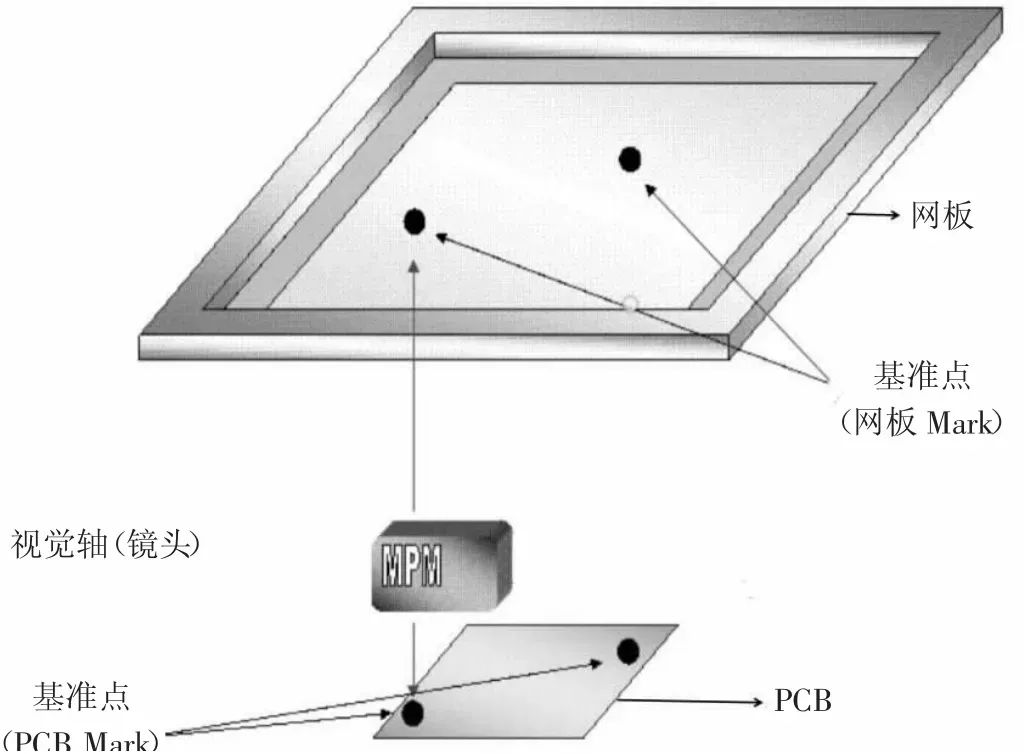
MARK點(diǎn)是PCB板貼在鋼網(wǎng)上印刷時(shí)對(duì)位用的對(duì)位點(diǎn),也叫基準(zhǔn)點(diǎn)。MARK點(diǎn)半刻一般適用于機(jī)器對(duì)位使用,印刷機(jī)自帶拍照光學(xué)裝置識(shí)別。所以,客戶如果是將鋼網(wǎng)用于全自動(dòng)印刷,那么MARK點(diǎn)需要半刻
2014-05-29 09:51:51
很多客戶都有點(diǎn)不太明白防錫珠的意思 , 其實(shí)防錫珠的作用就是對(duì)SMT貼片鋼網(wǎng)下錫量的控制, 就是在容易出現(xiàn)錫珠的地方,SMT貼片鋼網(wǎng)不要開(kāi)窗,使錫膏向沒(méi)有上錫的地方流動(dòng)。從而達(dá)到不容易出現(xiàn)錫珠的目的
2014-05-30 09:38:40
是用什么方式均勻是涂上錫膏
2023-10-30 08:16:30
熱風(fēng)干燥。如果使用了臥式模板清洗機(jī),要清洗的面應(yīng)該朝下,以允許錫膏從板上掉落。 SMT貼片加工預(yù)防出現(xiàn)錫膏缺陷的方法: 在印刷工藝期間,在印刷周期之間按一定的規(guī)律擦拭模板。保證模板坐落在焊盤上,而
2016-09-21 21:11:41
更輕的元器件,使電路板實(shí)現(xiàn)高精密、小型化要求,當(dāng)然這也就對(duì)SMT貼片加工技術(shù)要求更高更復(fù)雜,因而在操作過(guò)程中就有許多事項(xiàng)需要注意。一、SMT貼片加工錫膏使用注意事項(xiàng):1.儲(chǔ)存溫度: 建議在冰箱內(nèi)儲(chǔ)存
2017-10-16 15:56:12
本帖最后由 zpf942465617 于 2015-1-13 10:13 編輯
現(xiàn)代錫膏印刷機(jī)一般由裝版、加錫膏、壓印、輸電路板等機(jī)構(gòu)組成。它的工作原理是:先將要印刷的電路板制成印版,裝在
2015-01-13 10:12:12
、柔性線路板等各種印刷材料打孔,實(shí)現(xiàn)全自動(dòng)上下料,而研發(fā)的一款采用高解析CCD掃描定位/打孔,CCD掃描響應(yīng)時(shí)間0.02秒全自動(dòng)打靶機(jī)系統(tǒng)。高精度、高效率、高穩(wěn)定性的視覺(jué)對(duì)位算法;手動(dòng)快捷示教,操作簡(jiǎn)單
2021-03-15 10:51:47
對(duì)準(zhǔn),貼放元器件,直到印制板傳送離開(kāi)工作區(qū)域的全過(guò)程,均由全自動(dòng)機(jī)器完成而無(wú)須人工干預(yù),貼裝速度和質(zhì)量主要取決于貼裝設(shè)備的技術(shù)性能及其應(yīng)用和管理水平。 全自動(dòng)貼裝過(guò)程是現(xiàn)代自動(dòng)化、精密化和智能化工業(yè)技術(shù)
2018-11-22 11:08:10
沒(méi)有明顯關(guān)系。 4.印刷質(zhì)量隨著脫模速度的升高而降低,主要表現(xiàn)為在QFP等細(xì)長(zhǎng)焊盤上造成拉尖,堵塞SMT鋼網(wǎng)開(kāi)孔并造成缺印,同時(shí),印刷出的焊膏體積隨著脫模速度的升高而先增大后減少,焊膏高度隨著脫模速度
2015-01-06 15:08:28
印刷中的3S(錫膏、印刷網(wǎng)和刮刀)之印刷模板印刷中的3S(錫膏、印刷網(wǎng)和刮刀)麥斯艾姆在一塊比較復(fù)雜的PCB板上,可能有幾百到千個(gè)元件,這些不合格率必須維持到最小值。一般來(lái)說(shuō),PCB不能通過(guò)測(cè)試而
2012-09-12 10:00:56
麥斯艾姆印刷中的3S(錫膏、印刷網(wǎng)和刮刀)之錫膏印刷中的3S(錫膏、印刷網(wǎng)和刮刀)在一塊比較復(fù)雜的PCB板上,可能有幾百到千個(gè)元件,這些不合格率必須維持到最小值。一般來(lái)說(shuō),PCB不能通過(guò)測(cè)試而須要
2012-09-10 10:17:56
的作用,可將分離延時(shí),開(kāi)始時(shí)麥斯艾姆PCB分開(kāi)較慢。很多機(jī)器允許印刷后的延時(shí),工作臺(tái)下降2~3mm行程速度可調(diào)慢。印刷期間,刮板在印刷模板上的行進(jìn)速度是很重要的,因?yàn)?b class="flag-6" style="color: red">錫膏需要時(shí)間來(lái)滾動(dòng)和流入網(wǎng)孔內(nèi)。如果
2012-09-12 10:03:01
、數(shù)量、面積等外觀及輪廓上的特征,來(lái)做初步的判斷且減少前處理的手序以達(dá)到快速檢測(cè)、分析的目的。最后本研究并整合上述理論技術(shù)建構(gòu)成一印刷電路板SMT組件檢測(cè)系統(tǒng),處理電阻、電容及IC 等組件的瑕疵
2018-11-26 11:08:18
、面積等外觀及輪廓上的特征,來(lái)做初步的判斷且減少前處理的手序以達(dá)到快速檢測(cè)、分析的目的。最后本研究并整合上述理論技術(shù)建構(gòu)成一印刷電路板SMT組件檢測(cè)系統(tǒng),處理電阻、電容及IC 等組件的瑕疵。 關(guān)鍵詞
2013-08-29 15:46:01
4 mil的鋼網(wǎng)厚度和較低的開(kāi)孔面積比使錫膏印刷的傳輸效率低。開(kāi)孔面積比低于0.6的鋼網(wǎng)在印刷三型錫膏時(shí),很難獲得方正的錫膏形狀,往往是圓柱或近似圓錐型。這使得貼片的一致性也會(huì)比較差。盡管錫膏
2018-09-05 16:39:31
,則會(huì)出現(xiàn)少錫和可靠性問(wèn) 題;錫膏量過(guò)多,則出現(xiàn)連錫及錫膏與元器件干涉。影響錫膏在通孔中填充的因素包括刮刀角度、通孔 直徑、刮刀材料、印刷速度、板的厚度以及錫膏的流變性。錫膏在通孔內(nèi)的填充系數(shù)k
2018-09-04 16:38:27
機(jī)器視覺(jué)標(biāo)牌印刷質(zhì)量檢測(cè),斷線,污點(diǎn),印刷傾斜度,有相關(guān)機(jī)器視覺(jué)開(kāi)發(fā)經(jīng)驗(yàn)的可以QQ聯(lián)系我,289434589,談?wù)勏嚓P(guān)報(bào)酬。非誠(chéng)勿擾!
2016-05-16 10:04:27
的轉(zhuǎn)變。隨著機(jī)器視覺(jué)技術(shù)成熟與發(fā)展,我們不難發(fā)現(xiàn)其應(yīng)用范圍越加的廣泛,由起初的電子制造業(yè)和半導(dǎo)體生產(chǎn)企業(yè),發(fā)展到了包裝,汽車,交通和印刷等多個(gè)行業(yè)。
2019-08-05 08:11:53
研究級(jí)高性能全自動(dòng)程序升溫化學(xué)吸附儀為采用動(dòng)態(tài)技術(shù)的全自動(dòng)高精度程序升溫和化學(xué)吸附分析儀,能進(jìn)行全自動(dòng)脈沖化學(xué)吸附和程序升溫還原(TPR)、程序升溫脫附(TPD)、程序升溫氧化(TPO)和程序升溫反應(yīng)(TPRx) - 以及BET表面積評(píng)價(jià)。
2014-02-24 10:06:28
問(wèn)題的出現(xiàn)。5、錫膏使用時(shí)產(chǎn)生圖形錯(cuò)位后怎么辦? 答:焊膏印刷時(shí)發(fā)生的塌邊。這與焊膏特性,模板、印刷參數(shù)設(shè)定有很大關(guān)系:焊膏的粘度較低,保形性不好,印刷后容易塌邊、橋接;模板孔壁若粗糙不平,印出的焊膏也
2022-01-17 15:20:43
錫膏回流過(guò)程和注意要點(diǎn)錫膏(solder paster),也稱焊錫膏,灰色或灰白色膏體,比重界乎7.2--8.5。與傳統(tǒng)焊錫膏相比,多了金屬成分,低溫保存,廣泛應(yīng)用于SMT(表面元件貼裝)行業(yè)。本文
2009-04-07 17:09:24
。圖3 刮刀只有臺(tái)階的鋼網(wǎng)設(shè)計(jì)示意圖 (2)自動(dòng)點(diǎn)錫膏 自動(dòng)點(diǎn)錫膏(如圖4所示)成功地為通孔和異形組件沉積體積正確的錫膏,它提供了網(wǎng)板印刷可能無(wú) 法實(shí)現(xiàn)的大量錫膏沉積的靈活性和能力。現(xiàn)今,自動(dòng)點(diǎn)膠
2018-11-22 11:01:02
、密度,以及焊膏減少因素可以利用計(jì)算機(jī)自動(dòng)計(jì)算。該模型還可以包含一個(gè)部分專門用于網(wǎng)板印刷工藝,向用戶提供網(wǎng)板厚度、印刷壓力、印刷速度和刮刀角度等信息。使用這些參數(shù),配合特定的孔尺寸和焊膏特性,來(lái)預(yù)測(cè)使用多少焊膏來(lái)充填PTH,(庀,錫膏在通孔內(nèi)的填充系數(shù))。稍后將介紹焊膏通孔充填的重要性。
2018-09-04 16:31:36
隨著焊接與植球技術(shù)的不斷成熟,人們開(kāi)始嘗試獨(dú)自購(gòu)買錫漿進(jìn)行工作,問(wèn)題,也隨之而來(lái),錫漿(錫膏)干了怎么辦,用什么稀釋,大家應(yīng)該都在嘗試各種辦法去解決,下面錫膏廠家來(lái)講解一下:錫漿(錫膏)干了怎么辦
2022-05-31 15:50:49
好的印刷實(shí)際效果不僅要靠led無(wú)鉛錫膏的品質(zhì)優(yōu)劣來(lái)操縱,您還需要把握高效率的led無(wú)鉛錫膏印刷技術(shù)性。最先,要搞好無(wú)鉛錫膏印刷早期的準(zhǔn)備工作: (1)錫膏在印刷前要查驗(yàn)鋼網(wǎng)是否有形變,刮板是否有空
2021-09-27 14:55:33
合金,其熔點(diǎn)為138℃,其它合金成分皆無(wú)共晶點(diǎn),熔點(diǎn)也各不相等。五、印刷工藝不同。高溫錫膏多用于第一次回流焊印刷中,而低溫錫膏大部分是用在雙面回流焊工藝時(shí)的第二次回流的時(shí)候,因?yàn)榈谝淮位亓髅嬗休^大的器件
2016-04-19 17:24:45
PCBA錫膏的回流過(guò)程
2021-03-08 07:26:37
lithography是一種平板印刷技術(shù),在平面光波回路的制作中一直發(fā)揮著重要的作用。具體過(guò)程如下:首先在二氧化硅為主要成分的芯層材料上面,淀積一層光刻膠;使用掩模版對(duì)光刻膠曝光固化,并在
2018-08-24 16:39:21
表面貼裝技術(shù)(Surface Mount Technology,簡(jiǎn)稱SMT)是現(xiàn)代電子制造業(yè)中的一種重要技術(shù),主要用于將電子元件貼裝在印刷電路板(PCB)上。
在SMT中,紅膠工藝和錫膏工藝是兩種
2024-02-27 18:30:59
電子材料初學(xué)者,對(duì)錫膏的認(rèn)識(shí)比較少,想知道低溫錫膏有哪些?和高溫錫膏區(qū)別在哪里,主要應(yīng)用的地方有哪些不同。
2019-08-13 10:16:15
界市場(chǎng)上位居第一。他使用全自動(dòng)機(jī)器人元件安裝系統(tǒng),為這種高效驅(qū)動(dòng)解決方案生產(chǎn)轉(zhuǎn)子。該系統(tǒng)完全自動(dòng)化,是基于內(nèi)部開(kāi)發(fā)的最新技術(shù)以及德國(guó)CODESYS的控制方案作為核心支持。再加上其廣泛的產(chǎn)品組合,STOBER能夠?qū)?..
2021-06-28 11:52:46
印刷技術(shù)引起的問(wèn)題占所有表面組裝質(zhì)量問(wèn)題的70%,而沒(méi)有考慮PCB設(shè)計(jì)或組件和印刷板的質(zhì)量。在印刷過(guò)程中,錯(cuò)位,邊緣塌陷,粘附和印刷不足均屬于失格,具有這些缺陷的PCB必須進(jìn)行返工。特定的檢查標(biāo)準(zhǔn)應(yīng)與
2023-04-24 16:31:26
機(jī)下面給大家具體分析一下決定SMT錫膏印刷精度的關(guān)鍵因素:一、全自動(dòng)錫膏印刷機(jī)的清洗所有的全自動(dòng)錫膏印刷機(jī)都是采用干洗,濕洗和真空清洗這三種方式,全自動(dòng)錫膏印刷機(jī)就要擔(dān)起自動(dòng)清洗鋼網(wǎng),保證印刷品質(zhì)的作用
2019-07-27 16:16:11
形成保護(hù)層,防止基體的再次氧化。)3、濕潤(rùn)性強(qiáng),爬錫良好(焊料中添加高性能觸變劑,使錫膏具有高活性,錫膏熔化焊料明顯潤(rùn)濕焊盤,降低了焊接過(guò)程中的虛焊假焊現(xiàn)象。)4、印刷穩(wěn)定,脫模性好(錫粉顆粒圓度好
2021-12-02 14:58:01
噴墨印刷技術(shù)或?qū)⒖芍圃煨滦途w管
2012-08-20 09:51:53
CCD機(jī)器視覺(jué)系統(tǒng)是用于自動(dòng)化檢測(cè)及識(shí)別的高科技軟件產(chǎn)品,是運(yùn)用工業(yè)相機(jī)實(shí)時(shí)采集加工品的圖像通過(guò)機(jī)器視覺(jué)系統(tǒng)處理,實(shí)現(xiàn)全自動(dòng)檢測(cè)、識(shí)別、定位等功能的實(shí)用性產(chǎn)品。CCD機(jī)器視覺(jué)系統(tǒng)運(yùn)行原理其原理是將
2020-05-27 14:33:42
擺放→印刷材料清潔→視覺(jué)精定位識(shí)別移印→機(jī)械手下料全自動(dòng)視覺(jué)移印系統(tǒng)特點(diǎn):1.穩(wěn)定、高效生產(chǎn),印刷效率保持在5秒每片。2.自動(dòng)化程度高,可一人同時(shí)操作多臺(tái)軟件。3.上位機(jī)視覺(jué)對(duì)位界面與觸摸屏操作界面
2020-06-18 11:32:29
基于機(jī)器視覺(jué)的穴孔位置的定位研究是目前的研究熱點(diǎn)。2.機(jī)器視覺(jué)在棉花氮素營(yíng)養(yǎng)診斷中的應(yīng)用農(nóng)作物生長(zhǎng)發(fā)育進(jìn)程和產(chǎn)量形成受肥料影響很大,基于機(jī)器視覺(jué)的作物生長(zhǎng)監(jiān)測(cè)與診斷技術(shù)是近地面遙感監(jiān)測(cè)的方法之一,其優(yōu)質(zhì)
2020-10-12 11:03:03
20世紀(jì)60年代,開(kāi)始出現(xiàn)機(jī)器視覺(jué)的概念,我國(guó)有關(guān)機(jī)器視覺(jué)的概念從20世紀(jì)80年代起步,開(kāi)始主要應(yīng)用于PCB印刷、組裝電路、半導(dǎo)體元器件制作等半導(dǎo)體及電子行業(yè)。隨著計(jì)算機(jī)與圖像處理技術(shù)的發(fā)展,機(jī)器視覺(jué)技術(shù)的研究與應(yīng)用已擴(kuò)展到農(nóng)業(yè)工程領(lǐng)域,并在許多方面取得了重大成果
2019-08-02 06:02:42
“狗”。深度學(xué)習(xí)主要應(yīng)用在數(shù)據(jù)分析上,其核心技術(shù)包括:神經(jīng)網(wǎng)絡(luò)搭建、神經(jīng)網(wǎng)絡(luò)訓(xùn)練及調(diào)用。CNN神經(jīng)網(wǎng)絡(luò)訓(xùn)練 機(jī)器視覺(jué)中的圖像預(yù)處理屬于傳統(tǒng)技術(shù),包括形態(tài)變換、邊緣檢測(cè)、BLOB分析等。圖像在人眼和機(jī)器下
2018-05-31 09:36:03
、回流焊、點(diǎn)膠機(jī)、插件機(jī)、邦定機(jī)、全自動(dòng)繞線機(jī)、錫膏印刷機(jī)、電路板鉆孔機(jī)、電子測(cè)試設(shè)備、SMT生產(chǎn)線、電子設(shè)備及相關(guān)廢舊機(jī)器.氣動(dòng)工控周邊配件收購(gòu):庫(kù)存、拆機(jī)SMC、小金井、FESTO、亞德客氣
2021-04-14 22:37:06
請(qǐng)問(wèn)如何在貼片工作中選擇錫膏?
2021-04-23 06:15:18
考慮國(guó)外進(jìn)口的產(chǎn)品,客戶如果在選擇錫膏廠家的時(shí)候要多方面考慮,生產(chǎn)交付能力,研發(fā)設(shè)計(jì)能力,技術(shù)支持,品質(zhì)工藝,售后服務(wù)等等都可以是考量標(biāo)準(zhǔn)。畢竟我們花錢是需要購(gòu)買到自己滿意的產(chǎn)品,讓用戶買得放心,用得安心,這才是我們的宗旨!
2022-06-07 14:49:31
顆粒直徑約為模板開(kāi)口尺寸的1/5,對(duì)窄間距0.5mm的焊盤來(lái)說(shuō),其模板開(kāi)口尺寸在0.25mm,其焊料粒子的最大直徑不超過(guò)0.5mm,否則容易造成印刷時(shí)的堵塞.D.熔點(diǎn)<span]SMT錫膏
2019-09-04 17:43:14
怎么使用機(jī)器人全自動(dòng)組裝LeanMotor轉(zhuǎn)子?
2021-10-13 08:54:06
怎樣才能清除SMT中誤印錫膏錫膏也稱焊錫膏,灰色或灰白色膏體,比重界乎:7.2-8.5。與傳統(tǒng)焊錫膏相比,多了金屬成分。于零到十度間低溫保存,五至七度最佳。廣泛應(yīng)用于SMT行業(yè)。 在SMT工藝中
2009-04-07 16:34:26
嗎?哪些因素決定了固晶錫膏的品質(zhì),下面由晨日科技來(lái)為你深層解讀。1. 粘度固晶錫膏是一種觸變性流體,在外力作用下能產(chǎn)生流動(dòng)。粘度是固晶錫膏的主要特性指標(biāo),它是影響印刷性能的重要因素:粘度太大,固晶錫膏
2019-10-15 17:16:22
的幾個(gè)點(diǎn)原因:1.使用前的回溫:為了減緩FLUX和錫粉的反應(yīng)速度,延長(zhǎng)保存時(shí)間,錫膏通常都需冷藏(2-10℃)儲(chǔ)存。在印刷使用前要將錫膏置于標(biāo)準(zhǔn)的室溫內(nèi)進(jìn)行回溫。標(biāo)準(zhǔn)500g裝的錫膏至少要回溫2小時(shí)以上
2021-09-25 17:11:29
的幾個(gè)點(diǎn)原因:1.使用前的回溫:為了減緩FLUX和錫粉的反應(yīng)速度,延長(zhǎng)保存時(shí)間,錫膏通常都需冷藏(2-10℃)儲(chǔ)存。在印刷使用前要將錫膏置于標(biāo)準(zhǔn)的室溫內(nèi)進(jìn)行回溫。標(biāo)準(zhǔn)500g裝的錫膏至少要回溫2小時(shí)以上
2021-09-25 17:03:43
的需求量,做好大約的統(tǒng)計(jì)分析,做好紀(jì)錄便于下一次認(rèn)購(gòu),在領(lǐng)料錫膏時(shí)要做備案(如總數(shù)、領(lǐng)料日期具體時(shí)間到幾點(diǎn)幾分等)由SMT負(fù)責(zé)人立即監(jiān)管,職工拆換錫膏務(wù)必拿空的錫膏瓶換來(lái);禁止擅自拆換錫膏。 二、錫膏
2021-09-26 14:13:05
曲線儀自身)。深圳市佳金源工業(yè)科技有限公司主要經(jīng)營(yíng):LED型錫膏、有鉛錫膏、有鉛含銀錫膏、不銹鋼板型錫膏、SMT型錫膏、無(wú)鉛助焊膏、免洗錫絲、無(wú)鉛焊錫絲、有鉛錫絲、無(wú)鉛與有鉛焊錫條,波峰焊錫條、自動(dòng)焊錫線等的錫膏錫線生產(chǎn)廠家。
2021-10-29 11:39:50
大家都知道無(wú)鉛錫膏的款式非常多,適用于精間距錫膏印刷和再焊。適用于氮?dú)庠俸浮⒖諝庠俸浮⒏哳A(yù)熱再焊、銀、電路板,符合IPCRPLO級(jí)。一般我們常規(guī)的款式都是普通大眾能接受的價(jià)格,性價(jià)比高,品質(zhì)也穩(wěn)定
2022-04-26 15:11:12
`達(dá)康錫業(yè)公司生產(chǎn)的焊錫膏由高品質(zhì)的合金粉末和高穩(wěn)定性的助焊劑結(jié)合而成,具有以下優(yōu)點(diǎn): * 優(yōu)良的印刷性,消除印刷過(guò)程中的遺漏,凹陷和結(jié)塊現(xiàn)象 * 潤(rùn)濕性好,焊點(diǎn)飽滿,均勻 * 印刷在
2019-04-24 10:58:42
`晨日科技研發(fā)給全體營(yíng)銷中心人員培訓(xùn)SMT錫膏產(chǎn)品的相關(guān)知識(shí)!SMT錫膏是晨日科技2020年的重點(diǎn)產(chǎn)品之一,需要SMT錫膏的朋友記得來(lái)晨日科技,專業(yè)可靠,晨日SMT錫膏。#smt錫膏#,#電子封裝材料# ????`
2020-06-15 10:23:19
焊盤整理完成之后就可以重新貼裝元件了。這時(shí)我們又面臨了新的問(wèn)題:如果選擇錫膏裝配的話,如何印刷錫膏呢?對(duì)于密間距的晶圓級(jí)CSP來(lái)說(shuō),這的確是一個(gè)難題。有采用小鋼網(wǎng),采用手工的方式來(lái)局部印刷錫膏
2018-09-06 16:32:16
目前有兩種典型的工藝流程,一種是考慮與其他元件的SMT配,首先是錫膏印刷,然后貼裝CSP,回流焊接,最后如果要求底部填充,還需進(jìn)行底部填充工藝,如圖1所示。為了避免“橋連”或“少錫”缺陷,在組裝
2018-09-06 16:24:04
In左右。長(zhǎng)度不當(dāng)?shù)墓蔚稌?huì)加快鋼網(wǎng)和刮刀的磨損,同時(shí)錫膏會(huì)出現(xiàn)印刷不均勻的現(xiàn)象。 5)印刷參數(shù)的設(shè)置 全自動(dòng)印刷機(jī)可以設(shè)置的主要印數(shù)參數(shù)有刮刀壓力、印刷速度、脫模速度、鋼網(wǎng)清潔方式和頻率等。精細(xì)
2018-09-06 16:32:20
錫膏為觸變液體,當(dāng)施加剪應(yīng)力時(shí)(如使用刮刀時(shí)),錫膏會(huì)變稀;而當(dāng)除去應(yīng)力時(shí),錫膏會(huì)變稠。當(dāng)開(kāi) 始印刷錫膏時(shí),刮刀在鋼網(wǎng)上行進(jìn)產(chǎn)生剪切應(yīng)力,錫膏的黏度開(kāi)始降低;當(dāng)它靠近鋼網(wǎng)開(kāi)孔時(shí),黏度已降得 足夠
2018-11-22 16:27:28
擺放→印刷材料清潔→視覺(jué)精定位識(shí)別移印→機(jī)械手下料。那么深圳全自動(dòng)視覺(jué)移印系統(tǒng)有哪些特點(diǎn)及參數(shù)?相信不少人是有疑問(wèn)的,今天深圳四元數(shù)就跟大家解答一下!深圳全自動(dòng)視覺(jué)移印系統(tǒng)特點(diǎn):1、穩(wěn)定、高效生產(chǎn)
2021-09-10 14:34:06
激光束替代烙鐵頭,在狹小空間同樣可以操作。 綜上可以看出,激光錫焊有效的避免了傳統(tǒng)SMT技術(shù)普遍存在的一系列根本性問(wèn)題,保證了穩(wěn)定性和工藝的可靠性。【激光錫焊錫膏推薦】 EL-S5/EH-S3激光及哈巴
2020-05-20 16:47:59
`焊錫膏印刷質(zhì)量分析由焊錫膏印刷不良導(dǎo)致的品質(zhì)問(wèn)題常見(jiàn)有以下幾種:①焊錫膏不足(局部缺少甚至整體缺少)將導(dǎo)致焊接后元器件焊點(diǎn)錫量不足、元器件開(kāi)路、元器件偏位、元器件豎立。②焊錫膏粘連將導(dǎo)致焊接后電路
2019-08-13 10:22:51
機(jī)器量產(chǎn)時(shí)撞針頭的80%。這個(gè)細(xì)節(jié)也是阿萊思斯多次培訓(xùn)客戶需要注意的問(wèn)題,屬于操作方面的問(wèn)題,非軟件問(wèn)題。3,錫膏里面有異物二、刮壞1,客戶板子翹起、變形,導(dǎo)致刮壞針頭。2,底板上遺留有異物,如小的芯片
2019-07-22 11:44:16
知識(shí)課堂二 錫膏的選擇(SMT貼片)錫膏,SMT技術(shù)里的核心材料。如果你對(duì)于SMT貼片加工細(xì)節(jié)不是特別清楚,也許覺(jué)得會(huì)錫膏這樣普通的材料工具并不需要了解太多,但其實(shí)它在貼片工作中尤其重要,今天麥斯艾
2012-09-13 10:35:07
了解這項(xiàng)技術(shù)才能讓他們打心眼里接受這項(xiàng)技術(shù)。 SMT加工工藝主要有三個(gè)步驟,第一步驟就是先要在電路板上添上錫膏,這項(xiàng)工藝是SMT加工技術(shù)的關(guān)鍵。因?yàn)?b class="flag-6" style="color: red">錫膏的數(shù)量都是要適量的,不能過(guò)多也不能過(guò)少,所以通過(guò)
2014-06-07 13:37:06
描述錫膏分配器這是自制的錫膏分配器。結(jié)構(gòu)是在 3D 打印機(jī)上打印的。PCB基于arduino nano與ULN2003的基本連接,用于步進(jìn)電機(jī)和任何按鈕。這些按鈕用于控制步進(jìn)電機(jī)的旋轉(zhuǎn)方向,并用
2022-06-21 07:45:27
以往的人工目檢作業(yè) 早期的時(shí)候AOI大多被拿來(lái)檢測(cè)IC封裝后的表面印刷是否有缺陷,隨著技術(shù)的演進(jìn),現(xiàn)在則被拿來(lái)用在SMT組裝線上檢測(cè)電路板上的零件焊錫組裝后的品質(zhì)狀況,或是檢查錫膏印刷后是否符合標(biāo)準(zhǔn)
2022-11-08 14:28:45
隨著芯片及消費(fèi)電子產(chǎn)品集成度的提高,采用傳感器、機(jī)器視覺(jué)、控制器和傳動(dòng)控制的全自動(dòng)焊錫機(jī)機(jī)器人等相關(guān)自動(dòng)化產(chǎn)品在電子制造行業(yè)被廣泛應(yīng)用。廣泛采用全自動(dòng)焊錫機(jī)機(jī)器人,不僅可提高產(chǎn)品的質(zhì)量與產(chǎn)量
2017-03-08 16:33:16
使用無(wú)塵布或使用超聲波清洗鋼網(wǎng),以免造成孔洞填充的問(wèn)題。
錫膏質(zhì)量管理和錫膏印刷能力是SMT組裝過(guò)程檢查的主要重點(diǎn)。當(dāng)然,真正的錫膏印刷技術(shù)包含更多的項(xiàng)目,這些項(xiàng)目將總結(jié)為以下幾個(gè)方面:
a.
2023-04-24 16:36:05
問(wèn)大家一下,我把gerber文件發(fā)給印刷電路板的工廠,他們告訴我導(dǎo)出的gerber文件里的頂層阻焊層和底層錫膏層沒(méi)有數(shù)據(jù),我想問(wèn)一下,在ad16里,設(shè)計(jì)pcb時(shí),什么東西要放到阻焊層和錫膏層呀
2019-07-01 02:59:48
請(qǐng)問(wèn)什么是錫膏?
2021-04-23 06:23:39
與一般的表面貼裝工藝相比,通孔回流工藝使用的錫膏量要比一股的SMT多一些,大約是其30倍,焊 接完成之后,助焊劑殘留也會(huì)多一些。由于往往采用過(guò)印方式,錫膏在回流爐中,是否因受熱而坍塌及融化后被
2018-11-27 10:22:24
此方法用于沒(méi)有全自動(dòng)印刷設(shè)備或有中小批量生產(chǎn)的單位使用。方法簡(jiǎn)單,成本極低,使用誶方便靈活。 一:外加工金屬模板 金屬模板是用銅或不銹鋼薄板經(jīng)照相蝕刻、激光加工、電鑄方法制作而成的印刷用模板
2018-09-11 15:08:00
采用印刷臺(tái)手工印刷焊膏的工藝看完你就懂了
2021-04-25 07:06:44
錫膏,SMT技術(shù)里的核心材料。如果你是對(duì)于SMT貼片加工細(xì)節(jié)不是特別清楚的人,也許覺(jué)得錫膏這樣普通的東西沒(méi)有什么好講的,但是今天麥斯艾姆貼片知識(shí)課堂可能需要在這方面為你補(bǔ)一堂課。一,常見(jiàn)問(wèn)題及對(duì)策在
2012-08-02 22:39:22
普思立激光自主研發(fā)的點(diǎn)錫膏焊接雙工位機(jī)器人采用雙龍門雙工位架構(gòu),點(diǎn)錫膏與恒溫焊接集成一體,流水式作業(yè),效率更高。
2022-11-21 13:59:22
天津機(jī)器視覺(jué)非標(biāo)定制,天津計(jì)算機(jī)視覺(jué),芯片分選檢測(cè)機(jī)全自動(dòng)上下料、分選芯片
2023-02-21 10:26:40
太陽(yáng)電池制造的印刷技術(shù)難題分析
太陽(yáng)電池制造商必須提高每平方米表面積的效率和生產(chǎn)能力又不增加投資。現(xiàn)在,SMT組裝中的
2010-03-17 08:38:29968 電子絲網(wǎng)印刷技術(shù)指的就是電子信息技術(shù)與絲網(wǎng)印刷技術(shù)相結(jié)合而形成的一門具有電子信息技術(shù)特征的新興的現(xiàn)代絲網(wǎng)印刷技術(shù)。
2011-03-18 10:25:061190 在錫膏印刷技術(shù)方面,為了克服微型封裝以及更高元件密度基板設(shè)計(jì)的困難,目前的一個(gè)趨勢(shì)是,焊膏噴印技術(shù)正逐漸取代傳統(tǒng)的鋼網(wǎng)印刷技術(shù)。
2019-10-08 15:06:492209 SMT貼片加工印刷機(jī)作為一臺(tái)高智能化、高精度化的機(jī)電一體設(shè)備,是SMT貼片的主體設(shè)備之一。當(dāng)前,用于SMT加工焊膏印刷的印刷機(jī)品種很多,以自動(dòng)化程度來(lái)分類,可以分為手動(dòng)印刷機(jī)、半自動(dòng)印刷機(jī)、全自動(dòng)印刷機(jī)3類。
2020-01-13 11:30:248657 錫膏印刷機(jī)是SMT整線設(shè)備的前段設(shè)備,是SMT行業(yè)中主流三大件之一(其余兩個(gè)為貼片機(jī)和回流焊),錫膏印刷機(jī)分半自動(dòng)和全自動(dòng),目前主流的工廠大部分采用的是全自動(dòng)錫膏印刷機(jī),因?yàn)殄a膏印刷機(jī)行業(yè)整體技術(shù)
2021-01-16 11:01:383302 生產(chǎn)線,可分為半自動(dòng)SMT生產(chǎn)線和全自動(dòng)SMT生產(chǎn)線,每條SMT生產(chǎn)線的機(jī)器設(shè)備不盡相同,但以下這些SMT設(shè)備是一條比較完整豐富的配置線。 上板機(jī):PCB板子放在架子內(nèi)自動(dòng)送板到吸板機(jī) 吸板機(jī):吸取PCB放置于軌道上,傳送到錫膏印刷機(jī) 錫膏印刷機(jī):將錫膏或貼片膠準(zhǔn)確地漏印到PCB的焊盤上
2021-02-04 16:24:066367 統(tǒng)計(jì)表明SMT生產(chǎn)中60-70%的焊接缺陷和錫膏的印刷有關(guān),由此可見(jiàn)錫膏印刷的重要性。
2023-03-08 13:43:00767
 電子發(fā)燒友App
電子發(fā)燒友App









 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論