 電子發燒友App
電子發燒友App


日本2003年系統控制展覽會(System Control Fair)于2003年11月11—14日在東京國際展示場舉行。這個每兩年舉辦一次的展覽會主要是針對日本國內觀眾的;說是以系統控制為中心組織展覽,但是所展出的系統和產品均是應用于工廠自動化的,以流程工業為應用對象的過程控制系統全然不在展覽之列。
由于經濟不夠景氣,日本的可編程控制器產量,從2000年達到歷史上最高的年產量145萬3千臺(產值1,191億日元)之后,減至2002年117萬9千臺(產值957億元)。預計2003年有小幅增加,達125萬臺(產值1015億日元)。在全部PLC中,程序容量小于等于1K字的超小型PLC約占4成(2000年為61萬臺,占41.55%),程序容量小于等于4K字的小型PLC則占5成以上(2000年為73萬臺,占50.2%),程序容量在4K字以上、16K字以下的中型PLC占0.5成(2000年為7.2萬臺,占4.95%),程序容量大于16K字的大型PLC占0.4成(2000年為4.8萬臺,占3.3%)。
我們從以下幾個方面來觀察,進入21世紀以來日本PLC的技術發展。
適應市場需求,加強信息處理能力
用戶希望能通過PLC在軟技術上協助改善被控過程的生產性能;需要PLC能與PC機更好地融合,以便于在PLC這一級就可加強信息處理能力。為順應這些要求,CONTEC與三菱電機合作,推出專門裝插在小Q系列PLC的機架上的PC機模塊。該模塊占2個插槽,實際上就是一臺可在工廠現場環境正常運行、而且可通過PLC的內部總線與PLC的CPU模塊交換數據的PC機。其處理機芯片采用Intel的Celeron 400MHz主頻,系統內存128MB,Cache 128K。支持外掛顯示器(最大分辨率1024x768,65,536色,顯存2MB)。接口有:USB 1個,可擴至2個;以太網插口RJ45(10BASE-T/100BASE-TX0;串口RS 232C 1個,可擴至2個;并口可擴1個;鼠標、鍵盤口 PS/2;外掛軟盤驅動器口;外掛硬盤驅動器口;以及2個PC卡件(PCMCIA總線)。硬盤模塊或固態盤可插裝在PLC機架上。該模塊可預裝Windows NT 4.0或Windows 2000。支持的軟件有:三菱綜合FA軟件MELSOFT(包括PLC編程軟件:GX;FA數據處理、日常業務處理加速中間件:MX;人機界面畫面設計編程軟件:GT;運動控制設計編程維護軟件:MT;以及過程控制設計編程維護軟件:PX)。另外,還支持三菱FA用的通信中間件EZSocket。據悉,目前在日本國內共有包括日本電氣、橫河等43家企業可提供采用EZSocket的軟件產品,供通信、數據采集、SCADA/監控、CAD/編程、生產管理、圖像處理分析/數值解析、信息處理之用。
由于近年來日本的中大型PLC紛紛推出一個機架上可裝插多個CPU模塊的結構,所以將PC機模塊與PLC的CPU模塊、過程控制CPU模塊或運動控制模塊同時插在一個機架上,實際上就是將原來PLC要通過工廠自動化(FA)用PC機與管理計算機通信的三層結構(圖1a),改為PLC系統可直接與生產管理用的計算機通信的兩層結構。這樣一來,上報生產實績,接受管理機的生產指示來得快捷方便。
PLC基礎技術的進展
PLC的基礎技術的進展,主要集中在兩個基本方面:執行多任務和程序互換。
j 所謂執行多任務,就是在一個PLC系統中可同時裝幾個CPU模塊,每個CPU模塊都執行某一種任務,控制與其所執行任務相關的I/O模塊的存取。其實,按照IEC 61131-3的概念,我們應該更確切地稱之為通過多配置執行多任務。例如,三菱電機的小Q系列最多可以在一個機架上插4個CPU模塊;富士電機的MICREX-SX系列最多可以在一個機架上插6個CPU模塊。這些CPU模塊可以是專門用于邏輯控制、順序控制的,也可以是運動控制用的,還可以是做過程控制用的,上述在Windows操作系統的環境下執行PC機任務的模塊,也是供用戶選擇的一種選項。從某種意義上講,這也是一種混合式的控制系統。
PLC的傳統軟件模型包括一個資源,運行一個任務,控制一個程序,且運行于一個封閉系統中。而在IEC 61131-3可編程控制器編程語言標準的軟件模型中,在其最上層把解決一個具體控制問題的完整的軟件概括為一個“配置”。它專指一個特定類型的控制系統,包括硬件裝置、處理資源、I/O通道的存貯地址和系統能力,等同于一個PLC系統的應用程序。在一個由多臺PLC或由多個CPU構成的PLC控制系統中,每一臺PLC或每一個CPU的應用程序就是一個獨立的“配置”。在一個“配置”中可以定義一個或多個“資源”。可把“資源”看作能執行IEC程序的處理手段,它反映PLC的物理結構,在程序和PLC的物理I/O通道之間提供了一個接口。只有在裝入“資源”后才能執行IEC程序。一般而言,通常資源放在PLC內,當然它也可以放在其它支持IEC程序執行的系統內。在一個“資源”內可以定義一個或多個任務。任務被配置后可以控制一組程序或功能塊。這些程序和功能塊可以是周期地執行,也可以由一個事件驅動予以執行。
由此可見,該軟件模型足以映像各類實際系統:對于只有一個處理器的小型系統,其模型只有一個配置、一個資源和一個程序,與現在大多數PLC的情況完全相符。對于有多個CPU模塊插裝在同一機架上的中、大型系統,每個CPU模塊被視作一個配置,可由一個或多個資源來描述,而一個資源則包括一個或多個程序。對于分散型系統,包含多個配置,而一個配置又包含多個處理器,每個處理器用一個資源描述,每個資源則包括一個或多個程序。
值得指出的是,近些年來在日本開始流行的多CPU的PLC結構,恰恰是在IEC 61131-3標準頒布后多年之后才問世的。這個PLC結構的革命性變化,顯然是建立在這個軟件模型的理論基礎上,要不然PLC還是由一個CPU按掃描方式執行一個程序的那種傳統結構。
k 至于程序互換的問題,至少到目前為止尚是一個努力的方向。只有在每個PLC的供應廠商所提供的PLC產品都真正遵循IEC 61131-3的標準,而且其編程系統的具體實現又切實符合IEC 61131-8《編程語言的應用和實現導則》,并通過PLCopen這個國際組織對各種編程語言(LD、SFC、FBD、ST和IL)的一致性測試,還要解決不同PLC的存儲地址資源的對應互換,才有可能實現名副其實的程序互換。
PLC硬件和軟件的進展
PLC硬件和軟件的進展,從系統上講是實現小型化、高速化,以及將信息技術滲入PLC;從硬件上講是,采用32位RISC的MPU、專用的LSI和多CPU;從軟件上講則是,采用與國際標準IEC 61131-3相對應的日本工業標準JIS B 3503。
j小型化由于日本電子工業尤以器件、電路板等硬件見長,所以在PLC系統上實現小型化,可以說最早就是起源于日本,又由他們來推動,并一直樂此不疲、貫徹至今的。小型化的好處是:節省空間、安裝靈活、降低成本。
現今日本主要PLC廠商生產的模塊式中、大型PLC,其典型的外形尺寸要比他們在前一代的同類產品的安裝空間要小50-60%。例如三菱電機的小Q系列就比AnS系列的安裝空間減少60%。要做到這一點,首先需要開發大規模的專用集成電路芯片(ASIC)來減少芯片的個數,并采用球柵陣列(BGA)以保證在同樣封裝尺寸下能提供足夠多的針腳數。例如,某CPU模塊原來用了約700個元器件,通過開發了12種大規模的ASIC(采用BG352的針腳封裝)和調整功能,減少了顯示用的LED和開關等措施,使元器件減少了一半左右。其次,為減少接插件在印刷電路板上所占的空間,要求接插件的針腳間隔足夠小。再次,隨著微細加工技術的發展,印刷電路板上的接線布局可實現高密度化、多層化和薄型化,大大提高了元器件的安裝率。例如某CPU模塊采用了1毫米厚的基板制成8層電路板。由于采取了以上這些措施,使CPU模塊由3塊印刷電路板變為2塊,體積減少了70%,小型化得以較完美地實現。隨著小型化又產生了如何解決小空間的散熱設計問題:一是要根據熱分析仿真來確定元器件的布置安排;二是主要元器件的電源電壓采用3.3V,達到低功耗的目的;三是考慮了通過安裝模塊的基板,使模塊所產生的熱量能得到良好散熱的機械結構。
k高速化
所謂高速化應該包括:運算速度的高速化;與外部設備的數據交換速度高速化,如I/O刷新和網絡刷新等;編程設備服務處理的高速化;外部設備的高速響應。
運算速度高速化也是日本PLC系統追求的一個重要目標。由于目前PLC的CPU模塊競相采用32位RISC芯片,運算速度大為提高。一般基本指令的執行速度均達到數十個納秒(ns),如三菱電機的Q02HCPU其輸入指令的執行時間為34ns,富士電機MICREX-SX系列SPH300達20ns,橫河電機的FA-M3系列的F3SP59-7S其輸入指令的執行時間為17.5ns。僅看一種指令的執行時間并不能完整地說明問題。日本電機工業會(日本電機工業的行業協會)JEMA一直倡導用PCmix值(即PLC的處理時間性能表示指標,用1微秒執行的基本指令和數據處理指令的平均次數來表示)來衡量PLC的運算速度。所謂1微秒執行的基本指令和數據處理指令的平均次數,是按PLC應用程序所使用的指令的頻繁程度的統計平均值計算的。一般是基本指令占54%(其中輸入指令占17%,輸出指令13%,邏輯運算指令21%,定時器輸出3%),數據處理指令占39%(其中傳送指令占25%,四則函數運算指令,比較指令6%),其它指令7%。仍以三菱電機的小Q系列為例,其中的Q25HCPU的PCmix值是10.3,比A2UHCPU-S1快5倍(為2.0),比A2SHCPU快20倍多(PCmix值為0.5)。隨著PLC的功能擴展,運算指令、文字處理指令、通信指令等用的越來越多,各種指令的使用頻率也會發生一定的變化,PCmix值的計算也會有所變化。這里順便提一下,之所以要多次舉三菱電機為例,是因為它的PLC的市場份額占日本的50%以上,為日本的最大PLC供應廠商,因而具有相當的典型性。同時,通過軟件技術提升PLC專用操作系統的水平,實現了事件中斷的高速響應(200微秒)功能,高速計數功能,0.5毫秒(三菱電機的小Q系列PLC)、甚至0.2毫秒(橫河電機的的FA-M3系列PLC)的恒定掃描時間功能與外部設備的數據交換速度高速化。PLC的CPU模塊通過系統總線(一般做在基板的印刷電路上)與裝插在基板上的各種I/O模塊、特殊功能模塊、通信模塊等交換數據,裝插的模塊越多,CPU模塊與那些模塊之間的數據交換的時間就會增加。這種數據交換的時間的增加,在一定程度上會使PLC的掃描時間加長。因此,有必要采取以下措施使系統總線傳輸速度高速化:增加系統總線的帶寬使一次傳輸的數據量增多,例如三菱電機的小Q系列PLC,增加了系統總線的帶寬,使所傳輸的數據量是以前的2倍;在系統總線存取的方式上,采用連續成組傳送技術實現連續數據的高速批量傳送,大大縮短了存取每個字所需的時間;通過向與系統總線相連接的模塊實現全局傳送,即針對多個模塊同時傳送同一數據,有效地用活了系統總線。
編程設備服務處理的高速化。當掃描時間為數十毫秒時,幾毫秒的編程工具和監控設備的服務處理時間不會帶來什么問題。但是在執行1毫秒以下的控制任務時,就有必要大大縮短這個時間。所采用的方法是以多CPU芯片并行處理的方式,由專門處理編程及監控服務的微處理器芯片執行這類處理,以減輕對執行控制程序的CPU芯片的影響,讓它只管執行順控和邏輯運算。此外,為了提高服務處理的效率,縮短在現場讀寫程序的時間,以縮短操作時間,采用了高速的串行通信(最大的波特率為115.2Kbps)以及將UCB口(最大波特率達12Mbps)引入PLC的CPU模塊,從而實現與編程工具及監控設備之間通信的高速化,并允許同時使用這兩個通信端口,由多人同時進行編程和調試。
提高外部設備的響應速度。在PLC內部實現高速化的同時,還要提高外部設備的響應速度,才能整體提高整個系統的性能,為此,在縮短I/O模塊的輸入輸出響應時間,提高模擬量輸入輸出模塊的模-數和數-模轉換時間,下了不少工夫,以求得系統整體的控制速度達到毫秒級以下。例如,在晶體管輸出模塊的輸出電路中選用高性能的晶體管,使響應時間加快50%;在直流輸入模塊中,其輸入的時間常數回路采用專用ASIC芯片,可通過編程軟件選擇輸入模塊的響應時間為1/5/10/20/70毫秒;為提高模擬量模塊的轉換時間,采用A/D或D/A的專用芯片,是轉換速度為原先的1/2—1/6。另外也通過開發專用的處理器和通信專用ASIC,縮短通信網絡模塊之間的通信鏈接的循環時間。
l信息技術滲入PLC。信息技術滲入PLC是為了適應工廠控制系統和企業信息管理系統日益有機結合的發展趨勢;適應在控制層面讓不同品牌的PLC之間,讓PLC與DCS、SCADA等系統之間,能有效而足夠快地交換數據的市場要求。它主要表現在:
1)讓以Windows操作系統的PC機嵌入PLC系統[見上述第(1)節]。
2)創建開放的網絡環境。如推出能掛100M的高速以太網的Web服務器模塊(三菱電機小Q系列的QJ71WS96,橫河電機FA-M3系列的F3WBM1-0T-S01),模塊內的軟件捆綁了目前最常用的TCP/IP、UDP/IP等傳輸層和網絡層的規約,以及HTTP、FTP、SMTP、POP3等應用層的規約,使PLC可直接進入因特網,成為不折不扣的基于Web的PLC;也可使日本產的PLC掛上以德國Siemens公司為主導的工業以太網ProfiNet。在這次系統控制展覽會上,我們就見到日本Profibus組織(JPO)的展臺上展出的通過多種方式掛ProfiNet的日本PLC,富士電機的MICREX-SX系列PLC、橫河電機的FA-M3系列PLC都是直接經由其以太網模塊掛ProfiNet的,三菱電機的小Q系列PLC則是通過其RS 232C的模塊和外掛的RS 232C/以太網協議轉換器(JNVE1型)掛ProfiNet的。
3)支持OPC中間件。如竹菱電機提供的DeviceXPlorer OPC Server可為三菱電機的MELSEC系列PLC、橫河電機的FA-M3系列PLC、OMRON的SYSMAC系列PLC,以及豐田工機的TOYOPUC系列PLC提供軟件接口,與作為OPC客戶的應用程序相互通信。
mPLC的編程語言采用與國際標準IEC 61131-3相對應的日本工業標準JIS B 3503。進入20世紀90年代后期,日本PLC業界一個引人注目的動向是開始注重采用和向國際標準靠攏,如1997年頒布的日本工業標準JIS B 3501《可編程序控制器——一般信息》,JIS B 3502《可編程序控制器裝置的要求事項和試驗》,JIS B 3503《可編程序控制器——編程語言》,分別對應IEC制定的PLC標準IEC 61131-1、IEC 61131-2和IEC 61131-3。其中尤以采用PLC編程語言具有特殊的意義。眾所周知,IEC 61131-3是可編程序控制器的編程語言的標準,它將現代軟件的概念和現代軟件工程的機制與傳統的PLC編程語言成功地結合,使它在工業控制領域的影響越出PLC的界限,成為DCS、PC控制、運動控制,以及SCADA的編程系統事實上的標準。同樣,大家也知道,日本雖然是一個工業發達國家,但又是一個技術相對封閉的國家。只有在某種國際標準已成為世界的主流的情況下,它才會考慮讓日本工業標準向國際標準靠攏。我國在1995年就采用IEC 61131-3作為國家標準,而日本,采用IEC 61131-3要比我們晚好幾年。
但是,日本是一個PLC的生產大國,也是一個PLC的出口大國,所以在它一旦采用了IEC 61131-3之后,便在其新一代的PLC編程軟件平臺中廣泛采用。三菱電機的PLC編程軟件包GX Ver.8開發系統,支持梯形圖LD、指令表IL、順序功能圖SFC編程和結構化文本ST,其PX開發系統支持功能塊圖FBD,供PLC用于過程控制,不過PX是要與GX V.7.20W或更高版本一起用的。OMRON的PLC的編程軟件包CX除支持LD、IL外,近期即將推出支持FB(功能塊,不是FBD功能塊圖;其功能塊將包括支持SYSMAC CS/CJ系列PLC等各種控制網絡的通信功能塊,以實現通信的無程序化),以及ST(結構化文本語言)。富士電機的PLC編程軟件包及橫河電機的FA-M3系列的編程系統,也支持IEC 61131-3。
附帶要指出的是,上述這些符合IEC 61131-3的編程系統大多是在德國KW公司的標準編程系統MULTIPROG的基礎上進行二次開發的。該編程系統基于IEC 61131-3標準,且包括IEC標準的全部特性。它由一個在各種IEC編程語言的環境中的獨立PLC核組成;不但提供文本化語言ST和IL,也很好地提供圖形化語言LD、FBD和SFC。每個編輯程序都提供編輯向導,允許快速而方便地插入關鍵字、語句、運算操作符、函數和功能塊。編輯向導也可用來對數據類型加以說明。特定的軟部件適應于不同的PLC,以完成某種特定PLC的獨立的核。MULTIPROG在日本PLC業界有不少使用,應歸功于設在東京的KW公司的代理——歐洲遠東有限公司碶而不舍的推廣應用。
PLC的應用領域仍在擴展
在日本,PLC的應用范圍已從傳統的產業設備和機械的自動控制,擴展到以下應用領域:中小型過程控制系統、遠程維護服務系統、節能監視控制系統,以及與生活關連的機器、與環境關連的機器,而且均有急速的上升趨勢。值得注意的是,隨著PLC、DCS相互滲透,二者的界線日趨模糊的時候,PLC從傳統的應用于離散的制造業向應用到連續的流程工業擴展,到底能走多遠?從本屆SCF展覽會上也許能看到一些端倪。
在展覽會期間舉辦的技術講座中,三菱電機(株)名古屋制作所的八尾尚志在他的《PLC的儀表裝置用途的提案》的報告中,介紹了PLC用作儀表裝置的背景和課題,闡述了用于過程控制的MELSEC(三菱電機PLC系列的商品名稱)的方案和做法。大致歸納如下:
j用于過程控制的MELSEC瞄準中、小規模的過程控制系統,包括中、小型的批量控制系統,即在一般情況下,閉環調節回路不超過200個,監控位號(Tags)在4000—5000個以下。表1給出過程控制的MELSEC與DCS的比較,由表中我們可明顯地看出,過程控制的MELSEC可在DCS的中、低端,以低成本的方式取DCS而代之。這就是過程控制的MELSEC的定位。
k對于包含過程控制要求的高速順控、且含有驅動系統的張力控制的生產線,用于過程控制的MELSEC尤其適合。
l對用于過程控制的MELSEC的模擬量輸入、輸出功能加以充實,如采用通道隔離,模擬輸入的基準精±0.05%,模出的基準精度±0.1%,高分辨率(最大為16位),模入模出均有斷線檢測等等。
m因目前用于過程控制的MELSEC的雙機熱備系統尚在開發之中,所以最好在萬一控制系統停止運行,對生產影響比較小的場合。
n有鑒于此,在目前情況下用于過程控制的MELSEC最好用作DCS的一種理想的補充,如:DCS作為整個工程的監控、閉環控制和先進控制、與生產管理信息系統的聯網通信,而用于過程控制的MELSEC用作輔助設備和分系統級的監控和控制;DCS作為大規模的模擬量的控制,而用于過程控制的MELSEC離散系統的高速控制(高速順控加小規模回路控制);DCS作為全廠運行的操作監控,而用于過程控制的MELSEC作為回路控制和順序控制和邏輯控制。
o具體地說,用于過程控制的MELSEC主要考慮用于食品工業中的釀造、殺菌、滅菌和干燥過程,化工工業中的重整、蒸餾、干燥過程,精細化工工業中的調和、配比,鋼鐵工業中的原料混合、燒結、還原、分離工藝,有色金屬工業中的電爐和融解爐控制,自來水廠的加藥,造紙工業的造紙控制,環境保護工業的排水和污水處理、垃圾處理、垃圾焚燒、脫硫、灰處理等,半導體工業的加熱爐、擴散爐、離子注入控制,船舶工業中的鍋爐控制,塑料工業中的開卷和卷取等。
日本可編程控制器的發展動向
- 控制器(168369)


相關推薦
可編程控制器PLC概述
早期的可編程控制器稱作可編程邏輯控制器(Programmable Logic Controller),簡稱PLC,它主要用來代替繼電器實現邏輯控制。隨著技術的發展,這種裝置的功能已經大大超過了邏輯
2023-04-19 09:59:10 0
0
0工業控制裝置中必不可少,可編程控制器有何作用
隨著時代進步,可編程控制器逐漸進入人們的視野。此外,可編程控制器為我們的生活帶來了諸多便捷。本文中,小編將對可編程控制器的基本應用予以講解。? 最初,可編程控制器主要用于開關量的邏輯控制。隨著
2022-11-16 18:18:33 1563
1563
1563FX3GE系列微型可編程控制器硬件手冊
FX3GE系列 可編程控制器(基本單元)里面同時裝有此說明書(硬件手冊)。有關FX3GE系列 可編程控制器的詳細說明、編程手冊的指令說明和特殊擴展等的內容,請分別閱讀各自的 有關資料
2022-08-24 15:53:161
1可編程控制器的使用實驗
可編程控制器的使用實驗實驗目的1. 了解可編程控制器(PLC)的基本原理及控制功能。2. 學習可編程控制器的接線、基本指令以及用基本指令編程的方法。3. 學習用可編程控制器控制交流異步電動機正反
2008-09-25 17:27:25
PLC教程--SYSMAC-C系列可編程控制器
PLC教程--SYSMAC-C系列可編程控制器(理士電源技術有限公司怎么樣)-文檔為PLC教程--SYSMAC-C系列可編程控制器講解文檔,是一份不錯的參考資料,感興趣的可以下載看看,,,,,,,,,,,,,,,
2021-09-18 12:07:1713
13西門子S7-200的邏輯與可編程控制器的工程資料詳細說明
本文檔的主要內容詳細介紹的是西門子S7-200的邏輯與可編程控制器的工程資料詳細說明包括了: 1. 邏輯與可編程控制技術的概念 2. 邏輯控制的特點和控制要素 3. 邏輯與可編程控制器 4. 可編程控制器的由來及發展 5. 邏輯與可編程控制器應用
2021-01-05 08:00:004
4可編程控制器的基本應用詳細講解
可編程控制器可接收計數脈沖,頻率可高達幾k到幾十k赫茲。可用多種方式接收這脈沖,還可多路接收。有的可編程控制器還有脈沖輸出功能,脈沖頻率也可達幾十k。有了這兩種功能,加上可編程控制器有數據處理及運算
2020-10-06 17:43:005777
5777可編程控制器的特點有哪些
可編程控制器使用較多,因此可編程控制器具有很強的現實意義。對于可編程控制器,大家或多或少有所耳聞,但大家未必知曉可編程控制器的幾大特點。本文中,小編將對可編程控制器的四大特點予以介紹。如果你對可編程控制器具有興趣,不妨繼續往下閱讀哦。
2020-10-06 17:42:006503
6503使用AT89C51實現的微型可編程控制器的講解
可編程控制器也即PLC,在自動化行業,可編程控制器占據著重要地位。對于可編程控制器,小編在往期文章中對它的理論知識有所介紹。為增進大家對可編程控制器的認識,本文將對基于AT89C51的微型可編程控制器予以講解。如果你對可編程控制器具有興趣,不妨繼續往下閱讀哦。
2020-10-06 17:35:002058
2058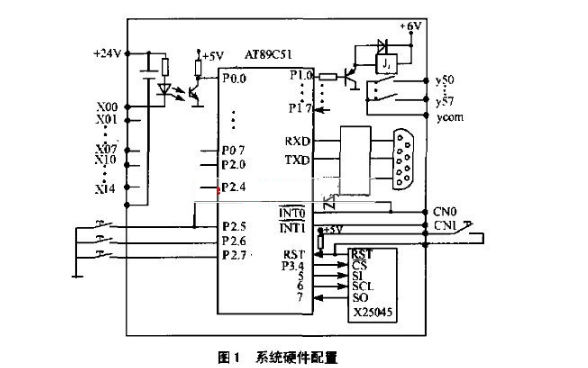
PLC可編程控制器的安裝和維護
當可編程控制器垂直安裝時,要嚴防導線頭、鐵粉、灰塵等臟物從通風窗掉入可編程控制器內部。導線頭等臟物會損壞可編程控制器印制電路板,使其不能正常工作。
2020-10-01 17:34:001157
1157可編程控制器的四大特點解析
可編程控制器使用較多,因此可編程控制器具有很強的現實意義。對于可編程控制器,大家或多或少有所耳聞,但大家未必知曉可編程控制器的幾大特點。本文中,小編將對可編程控制器的四大特點予以介紹。
2020-09-30 10:34:554617
4617可編程控制器的五大技術性能指標
可編程控制器的種類很多,用戶可以根據控制系統的具體要求選擇不同技術性能指標的PLC。可編程控制器的技術性能指標主要有以下幾個方面:
2020-07-13 10:04:147957
7957可編程控制器的分類
整體式又叫做單元式或箱體式。這種可編程控制器的CPU模塊、I/O模塊和電源裝在一個箱體機殼內,結構非常緊湊。它的體積小、價格低,小型可編程控制器一般采用整體式結構。整體式可編程控制器提供多種不同I
2020-07-12 09:06:548164
8164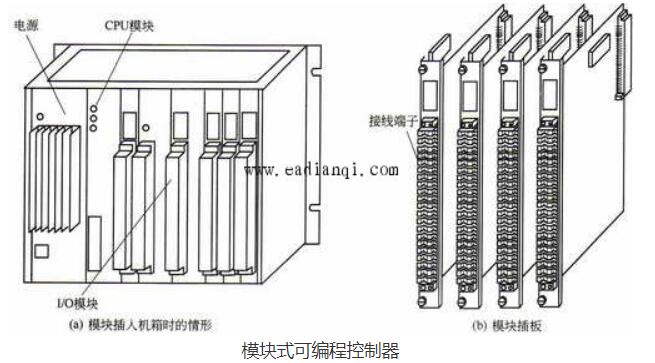
如何使用可編程控制器替代繼電器
可編程控制器也即PLC,在控制系統中廣泛使用。缺少可編程控制器,控制系統如同缺少靈魂。對于可編程控制器,小編曾帶來部分介紹。為增進大家對可編程控制器的了解,本文將探討為何可編程控制器可取代繼電器控制技術。如果你對可編程控制器具有興趣,不妨繼續往下閱讀哦。
2020-06-13 11:39:534252
4252什么是可編程控制器
在之前的草案中,可編程控制器的定義是:“可編程控制器是一個數字操作的電子系統,設計用于工業環境。它使用可編程存儲器來存儲和執行邏輯操作、順序控制、定時、計數和算術操作等操作命令,并通過數字和模擬輸入和輸出控制各種類型的機械或生產過程。
2020-06-08 17:28:077391
7391
XD和XL系列可編程控制器的規格參數和輸入輸出接線及運行維護的說明
本手冊涉及XD/XL系列可編程控制器的選型、系統構成,主要介紹XD/XL系列可編程控制器的基本單元的規格參數、輸入輸出接線、運行維護等。
2018-12-12 15:01:144
4可編程控制器基本知識_可編程控制器原理及應用
PLC的發展也是與計算機技術、控制技術、數字技術、通信網絡技術等高新技術的發展息息相關,正是這些高新技術的發展推動了可編程控制器的發展。本文主要介紹的就是可編程控制器的基礎知識,首先介紹了可編程控制器的發展歷程及特點、其次介紹了可編程控制器的原理、最后闡述了可編程控制器的應用。
2018-04-25 09:43:1853865
53865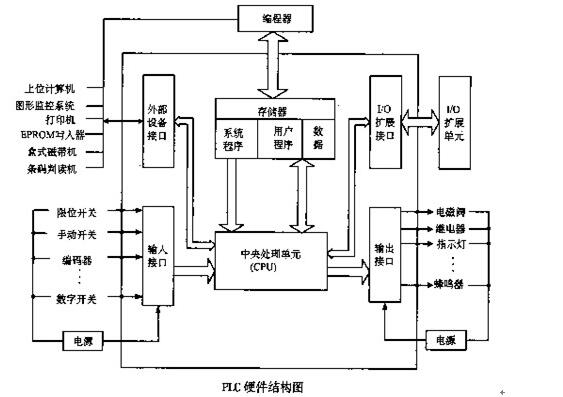
繼電器與可編程控制器教材
可編程控制器(PLC)是在傳統的繼電器基礎上結合計算機技術的一種數字運算操作的控制裝置,應用非常廣泛。 本書是為初學繼電器順序控制、可編程控制器以及傳感器使用方法的讀者而
2013-09-17 15:21:4496
96基于可編程控制器單穩態觸發器的設計與分析
基于數字電路和通信電路中,常常需要單穩態觸發器,特別是要求延時功能時間可以調節的單穩態觸發器,采用可編程控制器的這一特殊方法來設計這一觸發器,通過調整可編程控制器
2011-10-25 16:13:3752
52基于可編程控制器多諧振蕩器的設計與分析
本文以日本三菱公司型號為FX2-24MR的可編程控制器為例進行程序設計,并仿真驗證,設計了一款用可編程控制器構成的多諧振蕩器。
2011-08-15 10:23:151591
1591
基于AT89C51的微型可編程控制器
本文介紹用AT89C51單片機構成微型可編程控制器PLC的設計思路、系統硬件配置和軟件設計方法,最后給出此微型可編程控制器在水塔水位控制中應用的實例
2011-06-21 14:59:011929
1929
可編程控制器簡介
可編程控制器是60年代末在美國首先出現,當時叫可編程邏輯控制器PLC(Programmable Logic Controller),目的是用來取代繼電器,以執行邏輯判斷、計時、計數等順序控制功能。PLC的基本
2010-10-18 01:21:3432
32可編程控制器控制系統設計
可編程控制器控制系統設計 可編程控制器控制系統,包括電氣控制線路(硬件部分)和程序(軟件部分)兩部分。電氣控制線路是以可編程控制器為核心的系統電氣原理圖
2010-03-30 17:50:3891
91可編程控制器基本指令
可編程控制器基本指令3.1 FX系列可編程控制器的編程元件一、概述 可編程控制器內部有許多具有不同功能的器件,實際上這些器件是由電子電路和存儲器組成的
2010-03-30 17:46:30114
114可編程控制器系統構成與工作原理
可編程控制器的系統構成與工作原理本章要點:可編程控制器的硬件系統和軟件系統可編程控制器基本工作原理可編程控制器技術性能指標本章難點:可編程控制器掃
2010-03-30 17:46:0575
75可編程控制器實驗室在船員教育中的應用
可編程控制器實驗室在船員教育中的應用
一、前言
隨著微電子技術和計算機技術的迅速發展,PLC(可編程控制器)不僅用邏輯編程取代了硬接線邏輯,還
2010-01-12 10:39:34533
533
基于VxWorks的MB系列智能可編程控制器設計
基于VxWorks的MB系列智能可編程控制器設計
1 引言???? 可編程控制器在PLC長期的使用過程中也逐漸暴露出了諸如開出回路簡單;通信擴展能力差;梯形圖語
2009-12-24 17:21:37535
535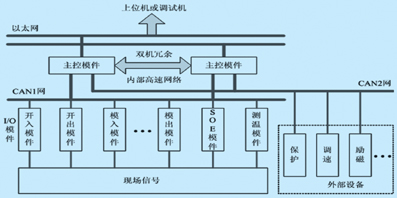
三菱FX系列可編程控制器編程手冊
三菱FX系列可編程控制器編程手冊,三菱微型可編程控制器:FX1S,FX1N,FX2N,FX2NC系列編程手冊:基本指令,步進梯形圖指令,應用指令說明書。本手冊編寫FX系列微型可編程控制
2009-10-17 13:47:32468
468可編程控制器教程
可編程控制器教程:可編程序控制器(PLC)是一種以微處理器為基礎的新型工業控制裝置,它集計算機技術、自動控制技術、通信技術于一體,具有結構簡單、性能優越、可靠性高、
2009-08-15 12:33:56122
122
OpenPLC--可編程控制器的發展趨勢
OpenPLC--可編程控制器的發展趨勢
一、PLC的發展歷史 可編程邏輯控制器,又稱可編程控制器,有過多種定義。可以看作是一種經過
2009-06-15 14:28:302156
2156
面向對象的可編程控制器程序設計方法
通過總結目前普遍使用的組合邏輯函數法、功能轉移圖法、Petri 網分析法等可編程控制器程序設計方法,提出了一種面向對象的可編程控制器程序設計方法。依照面向對象技術的思
2009-06-03 08:41:1522
22MRON可編程控制器與8031的通訊
MRON可編程控制器與8031的通訊
敘述了OMRON可編程控制器C60R與MCS8031單片機間的通訊問題。且給出了通訊中可編
2009-03-14 15:14:421188
1188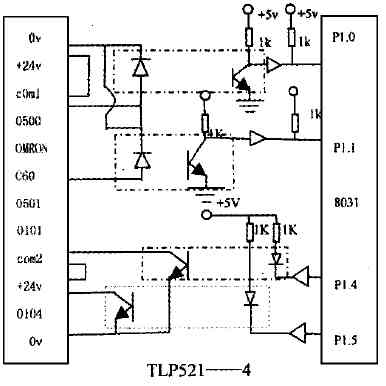
可編程控制器原理及應用 PPT
可編程控制器原理及應用第1章 概論第2章 可編程控制器構成原理 第3章 S7-200可編程控制器 第4章 SIMATIC S7-200編程軟件 第5章 S7-200 PLC基本指令 5.2 算術、邏
2008-12-30 15:35:0570
70可編程控制器概況
可編程控制器(PROGRAMMABLE CONTROLLER,簡稱PC)。與個人計算機的PC相區別,用PLC表示。國際電工委員會(IEC)頒布了對PLC的規定:可編程控制器是一種數字運算操作的電子系統,
2008-12-11 10:19:3828
28可編程控制器(PLC)
可編程控制器(PLC) PPT課件 11.1 可編程控制器的結構和工作原理11.2 可編程控制器的程序編制11.3 可編程控制器應用舉例本章要求:1. 了解可編程控制器的結構和工作原
2008-12-04 14:23:2299
99可編程控制器應用101例 (三菱電機可編程控制器)
可編程控制器應用101例 (三菱電機可編程控制器)內容有:數據輸入輸出:字元件,比較和基本事件跟蹤,數據運算,較復雜問題,工程運算等內容。
2008-11-21 11:05:231319
1319可編程控制器概述 ppt
可編程控制器概述 第一節 可編程控制器概述 第二節 可編程控制器的特點與應用 第三節 可編程控制器的組成 第四節 可編程控制器的基本工作原理 &
2008-11-20 17:02:1554
54可編程控制器(PLC)實驗指導書三
可編程控制器(PLC)實驗指導書
一、 使用說明SIEMENS SIMATIC S7-200CPU226 可編程控制器,其編程元件的編號范圍和功能說明如下表所示:元件名稱 代表字母 編
2008-09-29 00:23:4346
46




 工商網監
工商網監
評論