 電子發燒友App
電子發燒友App


一種基于運動控制卡的數控專用機床
摘要:本文介紹了大米加工機械中,磨輥加工數控系統的硬件組成,控制程序的模塊構成和關鍵算法。該系統以工控機為中心,采用VC++開發底層控制程序,利用DMC-1842 四軸運動控制卡實現了對拉絲機床的控制要求,滿足了該專用機床對安全性、穩定性和易操作性的要求。
關鍵詞:計算機控制;運動控制卡;數控機床;插補;DDE
A SPECIAL MACHINE TOOL BASED ON MOTION CONTROL CARD
Xu Zhipeng
School of Physics Science and Information Engineering, Liaocheng University ,
Liaocheng, Shandong, 252059
Abstract: This paper illuminates the control system of a kind of special machine tool,
which is used in rice processing, include the hardware, software and key algorithms. It is based on industrial computer. Visual C++ is used to develop controlling algorithm of the program. The multi-axes motion control card, DMC-1842, is utilized for realizing the complex function, the system satisfies the demand of security, stability and easy
workability.
Keyword: computer control, montion control card, numerical control machine
tool ,interpolation,DDE
小麥加工成面粉的歷史,可以追溯到幾千年以前,隨著人類社會的進步,出現了代替人工的動力制粉,輥式磨粉機的出現大大提高了加工效率,而磨輥的特性直接影響著成品面粉的質量。本文旨在介紹一種用于加工磨輥的專用機床。
1 工藝要求
磨輥的表面接近水平地均勻分布著橫向的凹槽,兩個凹槽之間形成一條絲,一周的絲數從幾百到一千不等,凹槽與水平方向有微小的夾角,因此凹槽的幾何結構嚴格說來是一種螺旋結構,是磨輥的水平移動和轉動同時運動的結果,其加工稱為拉絲過程。當磨輥的磨損達到一定程度時,需要重新加工凹槽,因此要利用砂輪對磨輥先進行磨光,去掉凹槽,稱為磨光過程。另外,操作人員可以通過輸入參數調整一周的絲數,對現場的電機進行起停,故障時自動切斷電源,急停等。
2 設計分析
該工藝屬于多軸同時運動的過程,其中拉絲過程中凹槽的水平方向和轉動的同時運動需要兩個坐標軸的聯動,也稱作電子齒輪運動方式。傳統的基于DI/DO 的板卡沒有此功能,需要在程序中加入插補算法實現,使程序變得復雜,另外,傳統的DI/DO 板卡的主要功能是基于數字量的實現,對于速度控制、點對點的控制等功能沒有現成的算法,因此加大了軟件的工作量及系統的負擔,造成系統的不穩定。因此,我們選用美國GALIL 公司DMC-1842 四軸運動控制卡。運動控制卡在數控機床、機器人控制等領域具有廣泛的應用[2][3],目前主要廠商是國外公司,隨著控制卡的普及和應用,國內有關研究機構也在開發自己的控制卡產品[4]。GALIL 公司的DMC-1842 運動控制卡具有PCI 總線結構,是美國Galil 公司專為低成本應用領域而設計。它采用32 位微處理器,可控制1-4 軸,其本身已經具有多軸直線插補、圓弧插補、輪廓控制、電子齒輪和電子凸輪等功能,板上有2Mflash 可擦寫存儲器及2M RAM,可存儲用戶程序、數量、數組和控制程序,并可脫機運行。該卡提供C++、VB 編程接口。另外,該卡還有8 路通用輸入和輸出,可用于現場電機的控制、急停、故障報警等[5]。另外,由于磨光操作需要較高的精度,而機床本身由于機械的原因,存在著運動間隙,因此,砂輪軸的運動檢測采用光柵尺,產生閉環反饋信號,以保證磨光的精度。
3 數控拉絲機的結構:
該機床由Z、C、X1、X2 四個軸組成,如圖1 所示,其中Z 軸用作磨輥的水平移動,C軸用于磨輥的旋轉運動,X1 軸是刀具軸,X2 軸是砂輪軸,用于把毛坯的輥子經過粗磨,精磨,加工成為符合要求的待加工磨輥。
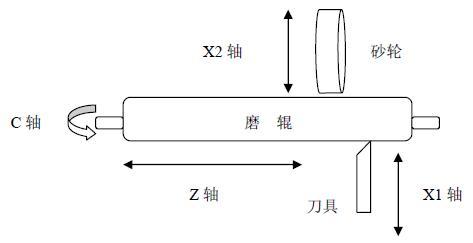
圖 1 機床結構
4 控制系統硬件設計
控制系統基于工業控制計算機,利用美國GALIL 公司四軸控制卡對四個軸進行控制,
采用VC++編寫下層控制程序,VB 開發操作界面,通過DDE 傳遞控制命令,提高了系統的穩
定性和直觀性,如圖2 所示。
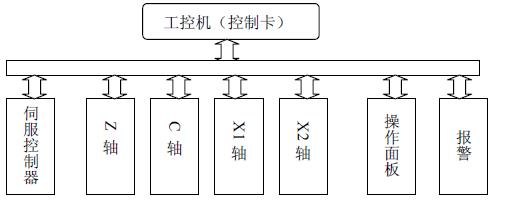
圖 2 硬件結構
采用標準工業控制用計算機,操作面板的功能包括急停,電機的手動起停等操作,利用
觸摸屏來實現。運動控制卡采用美國Galil 公司的DMC-18X2 運動控制卡,伺服控制器采用日本松下公司產品,同時向控制卡提供編碼器反饋信號。該編碼器為2500 脈沖/轉,經過伺服控制器四
倍頻后,即10000 脈沖/轉,提供給控制卡。光柵尺的選擇根據加工精度要求,采用1000 脈沖/毫米產品,行程200 毫米。接口卡美國Galil 公司配套產品,提供對按鈕、編碼器、急停、故障等的接線。
5 軟件設計
軟件平臺采用Windows 操作系統,VC++開發運動控制程序,VB 開發界面,分為拉絲和
磨光兩個主要畫面,采用DDE 方式進行VC 和VB 之間的通訊,。其功能包括板卡初始化,接
通電源,各個軸的運動起點和終點確定,對絲,拉絲,磨光等幾個步驟。
5.1 運動控制模塊的設計
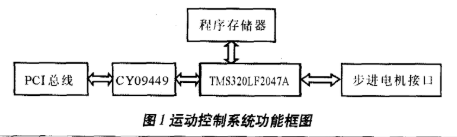
針對以上各種功能和控制卡的特點,控制程序采用VC++編制,模塊化程序設計,提高了系統的穩定性。系統的框圖如下:
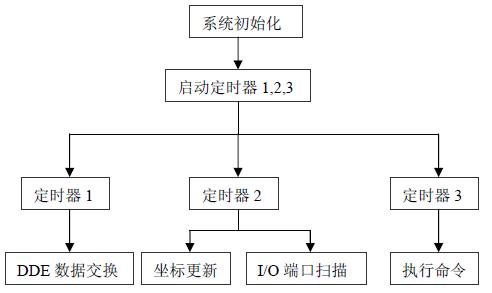
圖 3 系統框圖
5.1.1 DDE 模塊
作為DDE Server,負責與向界面提供各種狀態指示,以及傳送來的各種命令的解釋,
及時把各個軸的坐標數據發送給VB。該模塊的定時掃描周期為100 毫秒。
在實際應用中,由于界面與控制程序分屬于不同的程序,因此二者之間存在著同步的問
題,我們在控制程序中設立了狀態指示字,用于指示、更新當前的運動狀態。
利用DDE 的XTYP_EXECUTE 會話方式,由客戶端發送命令到服務器端,由于傳送命令較
多,我們定義了數據傳送格式,以區別不同命令。

其中前面三位ABC 是命令碼,代表命令的類型,編碼從001 開始,依次累加,后面以”,”
分割,然后是該命令的運動參數,比如點動命令的不同方向等。有的命令參數不止一個,可
以依次擴充,最后以”*”結束。
例如:C 軸點動命令,命令碼是016 ,可以有兩個方向的運動,因此它的命令形式為:
016,0 *。0 代表順時針方向。
5.1.2 命令處理模塊
負責實時監測DDE 傳送來的各種命令,然后執行不同的子模塊,包括點動、拉絲、磨光、開停電機等等。該模塊是運動控制程序的核心部分,所有命令都通過此程序執行。定時掃描周期為100 毫秒。
5.1.3 坐標更新模塊
實時監測各個軸的反饋脈沖值,然后進行計算,得到坐標位置,同時得到該軸的運動方向等參數,更新坐標軸位置。更新周期同樣為100 毫秒。
5.1.4 端口掃描模塊
對數字量輸入端口定時進行掃描,包括急停、電機按鈕、伺服控制器故障等信號的處理。更新周期100 毫秒。
5.1.5 故障診斷模塊
包括對程序自身正在進行的操作的狀態指示,接收DDE 命令的歷史記錄顯示,以及發送
給控制卡命令的記錄顯示,向操作人員提供故障診斷信息。
5.2 關鍵算法的處理
5.2.1 磨輥的分度
磨輥的表面一周分布有數百條凹槽,設為n,實際應用中,磨輥轉動一周的脈沖數是固
定的,假設為P,當然P/n 一般不會得到整數,設
N = floor(P/n) 即N 為不超過P/n 的整數,代表每一個凹槽所占有的脈沖數,設
R = P – N*n
即R 代表多出的脈沖數,問題轉化成為如何處理R 個脈沖。一般情況下,N>>1,而R
到R 的凹槽中,由于N>>1,這種方法產生的誤差可以忽略不計。
5.2.2 間隙的處理
由于機床的機械原因,造成刀具、C 軸等的運動存在間隙,例如在對絲過程中,由于正
程和反程的相反運動,磨輥在C 軸的位置存在間隙誤差,因此在正常分度以前,我們加入C
軸的反向旋轉一個分度、然后正向旋轉一個分度,這樣成功消除了間隙誤差。
5.2.3 拉絲過程
拉絲過程是刀具進給到與磨輥接觸位置,然后保持不動,磨輥在Z 軸正程方向從起點移
動到終點,同時C 軸方向以電子齒輪比轉動,在磨輥的表面加工出一條槽,然后磨輥反程回
到起點,轉動一個分度脈沖,同樣運動加工出第二條槽,循環上述動作,直到最后一條,即
完成一周的加工,如圖4 所示。
6 結論
本文作者創新點:利用運動控制卡實現了大米加工行業中的拉絲機床計算機控制,在該
行業中具有一定的領先水平,同時,系統的控制算法由VC++編制,具有運行穩定、速度快
的特點,而上層界面由VB 開發,具有良好的人機交互界面,這種組合式的結構既能保證系
統的穩定性,又能提供友好的操作環境。該系統實際運行效果性能穩定、操作簡捷、具有較
高的精度,提高了加工效率,可為大米加工、飼料加工等企業帶來200 萬元以上的經濟效益。
參考文獻:
1 :孫斌、楊汝清,基于PC 的數控系統的研究現狀和發展趨勢,機床與液壓,2001(4)。
2.熊先鋒,邢繼峰,左洪波,曾曉華. 普通運動控制卡在LabVIEW 平臺上的應用[J]. 微計算機
信息,2006,11-1:139-141.
3. 陳志國, 須文波. 基于運動控制卡的機器人智能切割系統[J]. 微計算機信
息,2005,8-3:95-97.
4. 劉錦鈴, 吳永明, 劉建群. 基于PCI 9052 的運動控制卡的研發[J]. 微計算機信
息,2006,5-1:143-145.
5 :美國Galil 公司運動控制卡隨機資料。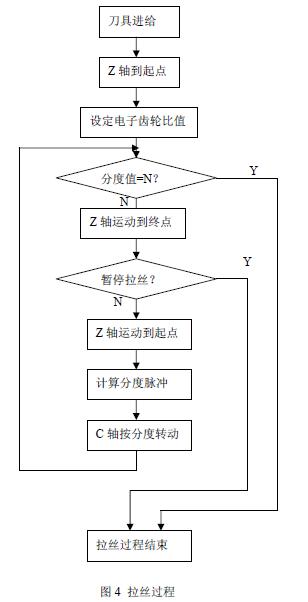













 工商網監
工商網監
評論