 材料強化的奇妙工藝:預力處理
材料強化的奇妙工藝:預力處理

我在哈佛念研究所的時候,有一位室友是在美國長大的***華裔,那時在MIT念博士,他的父親則是GE噴射引擎(Jet Engine)部門的工程師。有次聊天問起他父親手上的工作項目是什么,他說GE內部的數學模型發現,從1950年代設計的J79(國軍在79年斷交時第一次想買F16,美國建議用老式的J79發動機來降級,避免刺激中共,結果國軍嫌它太老,就不了了之)到當代(1980年代末期)的F101和F110,所有的性能進步,似乎都來自于新材料,設計上的改動完全沒有幫助(為了適應新材料所作的設計改動,算是材料的功勞),所以GE啟動了一個研究計劃,要分析到底真是如此,還是模型有問題,他的父親就是研究小組的成員之一。
我后來沒有機會追問,所以這個研究的最終結論為何,我也不知道。不過現代機械性能的進步,大半來自材料,是一個普遍的現象。而材料性能的進步,除了本身配方的演進之外,工藝上的處理也有很大的貢獻。
在材料的強化處理中,最老的之一就是預力處理,而且應用相當廣帆。不過隨著工業和材料的不同,英文上的用詞也不一樣,例如Autofrettage或者Prestressed,所以一般人不會聯想在一起。然而它們的物理原理,其實是共通的,所以我在這里一并討論。
我所知道最早的預力處理,是所謂的Prince Rupert’s Drop(魯伯特之淚);它的制造很簡單:把熔融的玻璃掉下一滴到水里冷卻,就自然形成一顆玻璃淚珠。這在16世紀文藝復興時期,很自然地被玻璃工匠偶然發現(據說最早發生在荷蘭),到17世紀初期,傳到Prussia,然后又被Prince Rupert帶進英國。
Prince Rupert并不是賣首飾的,他是神圣羅馬帝國的王子伯爵,對科學很有興趣。Prince Rupert’s Drop的意義也不在于形狀美麗,而在于它的奇異力學性質:雖然是用普通玻璃制成,卻可以承受鐵錘的猛力敲擊而不碎,所以震驚了當時的英國科學界。17世紀的英國物理學家,基本上都研究過這個現象,但是因為研究機械預力必須以斷裂力學(Fracture Mechanics)為基礎,它的機制一直到1920年才被完全了解。
要用鈍性壓力打破Prince Rupert’s Drop,必須用上液壓機
簡單來說,玻璃是一種很硬但是很脆的材料,它的破壞過程雖然以納秒(Nanosecond)計,但是仍然分好幾個步驟,其中第一個步驟是沖擊波在表面創造裂紋,其后裂紋才逐步傳播擴散。
那么Prince Rupert’s Drop是如何阻止破壞呢?答案在于迅速冷卻所產生的預力。淬火過程中,玻璃的表面很快冷卻,于是先收縮隨即固化,然而內部暫時還處在熔融膨脹的狀態,所以固化的表面積是基于高溫膨脹的體積而得的。等到內部也慢慢冷卻,開始收縮之時,表面卻早已固定了,于是內部和外部的分子與分子之間的間距都不等于室溫下的常態,所產生的強大分子力就是所謂的預力。內部的分子要求表面再擠一擠,表面的分子卻要求內部站寬一些。
換句話說,Prince Rupert’s Drop的表面層一直承受著來自于自身內部的緊縮壓力。
當玻璃遭受鈍性(這里的鈍性假設在于破壞力只到達表面,如果破壞力能深入內部,例如子彈或者錐形錘,那么預力就沒有保護作用)外力擊打的時候,所謂的裂紋就是表面的分子被沖擊波完全分開;但是Prince Rupert’s Drop的表面分子原本就很擠,任何裂紋的形成,都必須先克服來自內部的緊縮預力。這種分子力在微觀下是非常強大的,結果是裂紋很難形成,那么自然就沒有后續的傳播擴散,玻璃也就完整無缺。
20世紀的科學家明白了這個原理之后,很快就有了工程上的應用,也就是所謂的強化玻璃(Strengthened Glass)。用快速冷卻很難生產出所需的特定形狀,所以工藝上轉為化學方法,例如把制成的玻璃板泡在鉀鹽之中,讓鉀原子慢慢滲透進入玻璃表層,取代原有的鈉原子。因為鉀原子比鈉原子大一點,所造成的表面層同樣是很擠的,結果是同樣的緊縮預力。汽車和飛機的擋風玻璃都是如此制成,然后再夾上柔性材料,避免在外力過大,玻璃碎裂之后,破片飛出傷人。電視和手機的玻璃面板,也同樣是經過預力強化處理。康寧的Gorilla Glass(大猩猩玻璃),基本上就是精益求精的強化玻璃,在配方和生產工藝的細節上,經過多個世代的修改,但是其基本原理,還是如上所述。
在土木工程上,水泥同樣有容易裂開的毛病,所以也就同樣可以用預力來強化。例如水平方向的水泥結構,在承重之后會有向下彎曲的趨勢,所以上半部被擠壓,而下半部被拉伸;一般是在水泥結構的下半部加上鋼筋來抗拒這個拉力,但是水泥本身基本沒有抗拉的能力,結構稍微彎曲之后就會裂開。照理說,鋼筋是有彈性的,承重離開之后會恢復原狀;然而水泥的裂紋卻不會消失,結果是雨水和氧氣得以接觸到內部的鋼筋,使之開始生銹,長久下來,整個結構就會弱化、甚至坍塌。
解決的辦法是把鋼筋稍微拉長,利用它的收縮彈性來產生壓縮水泥的預力,那么任何拉力就必須先克服這個預力,才能產生水泥的裂紋。這個方法叫做Prestressed Concrete(預應力混凝土),普遍使用在各種大型工程,尤其是橋梁上。實際應用上又分兩種:先張法和后張法,其差別在于拉長鋼筋是在水泥固化之前或之后來做的,物理原理則是完全同樣的。
另一個預力強化的重要應用,在于炮管的制造。火藥產生強大的膛壓,如果炮身不夠堅固,就會炸膛,而炸膛的過程,也是從內表層的裂紋開始。小型火器的身管口徑小、曲率大,天生就比較不容易炸膛,再加上對價格比較敏感,所以可以不做預力強化處理。但是大口徑火炮就不一樣,尤其是19世紀末、20世紀初的海軍炮,從6寸炮開始,如果不做好預力強化,對己方人員的危害就比對敵方還大。
最早的炮管預力強化技術比較原始粗暴,叫做Built-Up Gun(多層迭加炮?)。它先把炮管分成3-5層(最內層叫做Lining,最外層叫做Jacket,中間的叫做Tube,由內而外分成A、B、C,B Tube又可以是Hoop或Wire,詳見下文),分別制造,這其中外層的內徑總是比內一層的外徑稍微小一點(而且其實不是完全均勻的,除了Lining的內徑之外,都是炮口端口徑略小;這是為了避免內管跟著炮彈一起發射出去)。然后從最內層開始,先把外管加熱到400°C左右(這里的考慮重點是要有足夠的受熱膨脹,但是又遠低于熔點,不影響鋼材的力學性質),因為膨脹使內徑暫時略大于內管的外徑,因此可以套在一起,再讓它們一起冷卻,然后再加下一層外管,周而復始。因為外層希望內層緊縮些,因而產生的預力同樣可以起防止裂紋之效。
在1892年,英國海軍采用了新一代的發射藥,叫做Cordite,其能量密度有很大的飛躍,所以對炮管的抗壓能力也有了更高一級的要求。當時的煉鋼技術,不足以產生足夠強度的鋼管,即使用了既有的多層設計,炮管仍然無法承受那么高的膛壓。于是英國人把B Tube改為用承受著拉力的鋼絲纏繞而成;鋼絲因為晶體結構方向和纏繞時的高拉力,可以產生更大的緊縮預力。當時日本海軍對英國人亦步亦趨,所以也引進了這門特別技術。其他的海軍,包括德、法、美、俄等等,則選擇對傳統的鋼套技術做繼續改進,例如把B Tube分成若干段,以方便做額外的強化處理,這些段落叫做Hoop,他們的海軍炮就叫做Hoop Gun,而英日用的鋼絲叫做Wire,所以他們的炮叫做Wire-Wound Gun。
上圖是美國海軍16寸50倍徑Mark 7艦炮(用在Iowa級戰列艦上,是美國最后的大口徑艦炮)的身管部件,由上到下分別是Lining、A Tube、構成B Tube的Hoops和Jacket
到了1920年代,一方面由于煉鋼技術的進步,另一方面因為前面提到的對斷裂力學和預力理論的突破,Hoop Gun的抗壓能力達到了Wire-Wound Gun的同一級別。這里的技術細節在于Hoop和A Tube都可以先做Autofrettage(身管自緊,詳見下文)處理,而其在應用上的后果是性能進步了,價錢卻保持在顯著低于鋼絲的等級。英國海軍那時很缺錢,所以只好從善如流,花了幾年額外的時間來重新開發Hoop Gun。而英日之間的關系已經沒有3、40年前那么好了,所以日本人沒有拿到新的技術,只能繼續發展他們的Wire-Wound Gun,一直到大和級的18寸主炮,仍然用的是鋼絲預力技術。
在國外的軍迷圈子里,有一個傳說,說鋼絲炮雖然抗壓能力強,但是軸向的強度弱(因為一圈鋼絲和另一圈鋼絲之間,顯然是沒有任何強度可言的),所以用久了之后,炮身會因為重力而彎曲,射擊精度也不佳。我找不到任何實證,所以這有可能是當時Hoop Gun擁護者腦補出來的Urban Myth(現代傳說);Hoop Gun真正的優勢,應該還是價錢。
二戰后,航母取代了戰列艦在艦隊中的核心地位,大口徑海軍炮的發展也就因而結束。現代最先進的身管火炮是中口徑炮,例如155毫米榴彈炮和120/125毫米坦克炮。這些口徑不須要用到多層結構,前面提到的身管自緊技術已經足夠了。所謂的身管自緊,是先把炮管適當加熱,然后從管內施加高壓;因為這個壓力受鋼材層層阻擋,越往外越弱,所以可以控制為只超出內層材料的彈性極限、產生壓縮形變(所以內徑會增加,一般在6%以下)。一旦壓力被解除,結果同樣是內層的原子擠在一起,承受預力,可以抵抗裂紋的產生。
最早這個身管自緊技術用的是液壓油來產生高壓,后來進步為改用口徑超出炮管原內徑的固態硬桿強行穿過;共軍似乎是在80年代才從西方引進這項硬桿自緊技術,然后消化吸收改進;俄國因為沒有引進新軍工技術的機會,在這方面可能已經落后于中方。
-
新材料
+關注
關注
8文章
404瀏覽量
21702 -
能量密度
+關注
關注
6文章
288瀏覽量
16917
原文標題:【科普】材料強化的奇妙工藝:預力處理
文章出處:【微信號:guanchacaijing,微信公眾號:科工力量】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
芯片清洗機工藝介紹
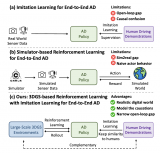
詳解RAD端到端強化學習后訓練范式
詳解14種常用產品表面處理工藝
激光焊接技術在焊接超薄材料的工藝案例

超導材料的制造工藝 超導材料的分類與比較
【「大話芯片制造」閱讀體驗】+芯片制造過程工藝面面觀
鍍鎳處理工藝步驟 鍍鎳與鍍鉻的區別
阻尼器的材料與制造工藝 阻尼器在家用電器中的作用
碳化硅SiC制造工藝詳解 碳化硅SiC與傳統半導體對比
矽力杰車規級三相半橋預驅芯片SA52632獲得SGS功能安全ASIL-D產品認證證書

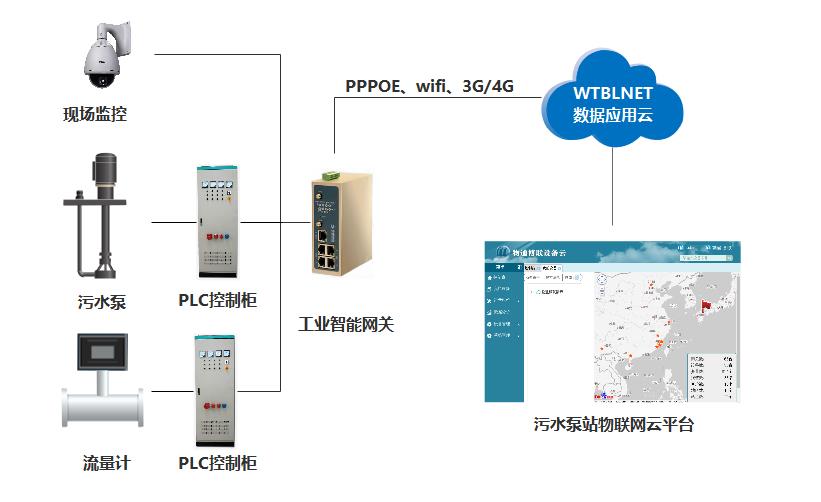
污水處理預沉池設備監控管理物聯網系統方案

污水處理預沉池物聯網系統解決方案





 工商網監
工商網監
評論