") 數(shù)控機(jī)床機(jī)械間隙誤差的測量與消除反向間隙的不良影響
數(shù)控機(jī)床機(jī)械間隙誤差的測量與消除反向間隙的不良影響
引言
隨著機(jī)械制造技術(shù)的不斷發(fā)展,機(jī)床行業(yè)也已從過去的傳統(tǒng)機(jī)床向數(shù)控機(jī)床這一換代產(chǎn)品過渡并得到迅速發(fā)展。數(shù)控機(jī)床的普及率逐年上升,主要原因在于數(shù)控技術(shù)的優(yōu)越性。數(shù)控技術(shù)是適用航空、造船、寧宙飛行、武器生產(chǎn)等國防工業(yè)的生產(chǎn)而發(fā)展起來的,它特別適用于加工精度高、幾何形狀復(fù)雜、尺寸繁多、改型頻繁的中小批量的機(jī)械零件生產(chǎn)。在國外從四十年代末期開始研究,隨著晶體管集成電路及計(jì)算技術(shù)的發(fā)展,于五十年代末六十年代初期開始用于生產(chǎn),并且愈來愈多地得到推廣和應(yīng)用。就我國目前制造業(yè)的技術(shù)水平及經(jīng)濟(jì)發(fā)展?fàn)顩r而論,經(jīng)濟(jì)型數(shù)控機(jī)床是比較適合我國企業(yè)及相關(guān)行業(yè)使用,當(dāng)前此類機(jī)床的占有率較高,多數(shù)屬于開環(huán)或半閉環(huán)控制系統(tǒng),其加工精度很大程度受機(jī)床的機(jī)械精度影響,因而解決好由于機(jī)械間隙帶來的加工誤差問題,是保證加工質(zhì)量的重要環(huán)節(jié)。
數(shù)控機(jī)床間隙誤差分析
間隙誤差
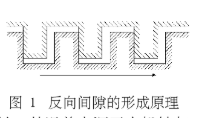
數(shù)控機(jī)床機(jī)械間隙誤差是指從機(jī)床運(yùn)動鏈的首端至執(zhí)行件全程由于機(jī)械間隙而引起的綜合誤差,如圖1所示。機(jī)床的進(jìn)給鏈,其誤差來源于電機(jī)軸與齒軸由于鍵聯(lián)引起的間隙、齒輪副間隙、齒輪與絲杠間由鍵聯(lián)接引起的間隙、聯(lián)軸器中鍵聯(lián)接引起的間隙、絲杠螺母間隙等。機(jī)床反向間隙誤差是指由于機(jī)床傳動鏈中機(jī)械間隙的存在,機(jī)床執(zhí)行件在運(yùn)動過程中,從正向運(yùn)動變?yōu)榉聪蜻\(yùn)動時,執(zhí)行件的運(yùn)動量與理論值(編程值)存在誤差,最后反映為疊加至工件上的加工精度的誤差。當(dāng)數(shù)控機(jī)床工作臺在其運(yùn)動方向上換向時,由于反向間隙的存在會導(dǎo)致伺服電機(jī)空轉(zhuǎn)而工作臺無實(shí)際移動,此稱之為失動。如在g01切削運(yùn)動時,反向偏差會影響插補(bǔ)運(yùn)動的精度,若偏差過大就會造成“圓不夠圓,方不夠方” 的情形;而在goo快速定位運(yùn)動中,反向偏差影響機(jī)床的定位精度,使得鉆孔、鏜孔等孔加工時各孔間的位置精度降低。這樣的反向間隙若數(shù)值較小,對加工精度影響不大則不需要采取任何措施;若數(shù)值較大,則系統(tǒng)的穩(wěn)定性明顯下降,加工精度明顯降低, 尤其是曲線加工,會影響到尺寸公差和曲線的一致性,此時必須進(jìn)行反向間隙的測定和補(bǔ)償。特別是采用半閉環(huán)控制的數(shù)控機(jī)床,反向間隙會影響到定位精度和重復(fù)定位精度,這就需要我們平時在使用數(shù)控機(jī)床時,重視和研究反向間隙的產(chǎn)生因素、影響以及補(bǔ)償功能等,在學(xué)習(xí)和實(shí)踐中認(rèn)真總結(jié)發(fā)現(xiàn)反向間隙自動補(bǔ)償過程中一些規(guī)律性的誤差,采取恰當(dāng)加工措施,提高零件的加工精度。
間隙誤差的測量
為了很好的研究反向間隙誤差對于加工的影響,我們借助一個小型的三維坐標(biāo)教學(xué)與實(shí)訓(xùn)平臺。這個平臺集成有多軸運(yùn)動控制器、電機(jī)及其驅(qū)動、電控箱、運(yùn)動平臺等部件。機(jī)械裝置是一個采用滾珠絲杠傳動的模塊化十字工作平臺,用與實(shí)現(xiàn)目標(biāo)軌跡和動作。執(zhí)行裝置采用了步進(jìn)電機(jī),控制裝置由pc機(jī)、基于dsp閉環(huán)運(yùn)動控制卡和相應(yīng)的驅(qū)動器等組成。運(yùn)動控制卡接受pc機(jī)發(fā)出的位置和軌跡指令,進(jìn)行規(guī)劃處理,轉(zhuǎn)化成伺服驅(qū)動可以接受的指令格式,發(fā)給伺服驅(qū)動器,由伺服驅(qū)動器進(jìn)行處理和放大,輸出給執(zhí)行裝置。
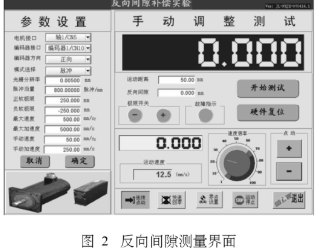
選取其中的x軸,打開其中關(guān)于測量反向間隙的控制軟件(如圖2所示),開始測量該軸平臺在運(yùn)動過程中的反向間隙誤差。
(1)通過手動調(diào)整使平臺置于合適的位置,一般靠近平臺的副段,并設(shè)置為工件原點(diǎn)。
(2)在運(yùn)動距離輸入框中輸入需要測試的運(yùn)動距離,再在反向間隙輸入框中輸入0,不進(jìn)行間隙補(bǔ)償。
(3)按下正向點(diǎn)動按鈕,讓絲杠朝正方向運(yùn)動一小段距離(大約10mm),然后點(diǎn)停止運(yùn)動。
(4)按下測試按鈕,系統(tǒng)會自動根據(jù)輸入的測試距離進(jìn)行測試,最后顯示測試結(jié)果。
(5)重復(fù)以上動作,多次測量反向間隙。得到x軸正方向運(yùn)動的反向間隙值。
(6)用以上的方法,按下反向點(diǎn)動按鈕,測試x軸反方向運(yùn)動的反向間隙,測量結(jié)果如表1所示。
(7)算出兩組數(shù)據(jù)的平均值作分別為:x軸正方向運(yùn)動的反向間隙為-0.482,x軸反方向運(yùn)動的反向間隙為0.480。
數(shù)控機(jī)床間隙誤差補(bǔ)償
針對數(shù)控機(jī)床自身的特點(diǎn)及使用要求,一般的數(shù)控系統(tǒng)都具有常用的補(bǔ)償功能,如對刀點(diǎn)位置偏差補(bǔ)償,刀具半徑補(bǔ)償、刀位半徑補(bǔ)償、機(jī)械反向間隙參數(shù)補(bǔ)償?shù)雀鞣N自動補(bǔ)償功能。其中機(jī)械反向間隙參數(shù)補(bǔ)償法是目前開環(huán)、半閉環(huán)系統(tǒng)常用的方法之一。這種方法,原理是通過實(shí)測機(jī)床反向間隙誤差值,利用機(jī)床控制系統(tǒng)中設(shè)置的系統(tǒng)參數(shù)來實(shí)現(xiàn)間隙誤差的自動補(bǔ)償。其過程為: 實(shí)測各運(yùn)動軸的間隙誤差值,然后通過控制面板鍵入控制單元即可,以后機(jī)床走刀時,首先在相應(yīng)方向( 如縱身走刀或橫向走刀) 反向走刀時,先走間隙值, 然后再走所需的數(shù)值,因而原先的間隙誤差就得以補(bǔ)償。由于這種方法是利用一個控制程序控制所有程序中的反向走刀量,因此只要輸入有限的幾個間隙值就可以補(bǔ)償所有加工過程中的間隙誤差,此方法簡單易行,對加工程序的編寫也沒有影響。
具體操作:在如圖2所示的反向間隙輸入框中加入前面求出的反向間隙補(bǔ)償值,再測量補(bǔ)償精度。但是此方法的控制依據(jù)是實(shí)測得的各運(yùn)動軸的間隙誤差值,因此受測量誤差的影響。

其存在以下不足之處:
⑴由于運(yùn)動鍵中絲杠與螺母之間的間隙值在絲杠全長呈非線性關(guān)系, 因此以一個測量值代表共綜合間隙誤差是不合理的,加上測量間隙值時存在誤差,因此這種補(bǔ)償法準(zhǔn)確度較低;
⑵一般進(jìn)給鏈的綜合間隙誤差是在靜態(tài)條件下測出的,而機(jī)床實(shí)際是在動態(tài)環(huán)境下工作的,因而靜態(tài)誤差與動態(tài)誤差有較大差別。因此這種補(bǔ)償法不能真實(shí)補(bǔ)償實(shí)際誤差;
⑶不能補(bǔ)償因切削力引起的誤差。
結(jié)束語
綜上所述,反向間隙誤差補(bǔ)償是數(shù)控機(jī)床保證其加工精度的重要手段。系統(tǒng)參數(shù)補(bǔ)償法不影響加工程序的編寫,易操作,簡單明了,在一定范圍內(nèi)具有一定的效果,但局限性較大。加工程序補(bǔ)償法效果較好,適用于開環(huán)、半閉環(huán)系統(tǒng),特別是對沒有補(bǔ)償功能的系統(tǒng)具有較大的實(shí)際作用。但這種方法,增加了零件加工編程的復(fù)雜性,對使用人員的編程技巧有較高要求。
反向間隙值輸入數(shù)控系統(tǒng)后,數(shù)控機(jī)床在加工時會自動補(bǔ)償此值。但隨著數(shù)控機(jī)床的長期使用,反向間隙會因運(yùn)動副磨損而逐漸增大,因此必須定期對數(shù)控機(jī)床的反向間隙值進(jìn)行測定和補(bǔ)償,從而大大減少或消除反向間隙對機(jī)床精度、工件加工精度產(chǎn)生的不良影響。
責(zé)任編輯:gt
-
數(shù)控機(jī)床
+關(guān)注
關(guān)注
19文章
815瀏覽量
47735 -
測量
+關(guān)注
關(guān)注
10文章
5175瀏覽量
112940
發(fā)布評論請先 登錄
數(shù)控機(jī)床加工精度異常故障的維護(hù)
數(shù)控機(jī)床多軸聯(lián)動時,只需要對單個軸進(jìn)行反向間隙補(bǔ)償,補(bǔ)償時會出現(xiàn)多軸間不同步問題,請問有沒知道怎么解決的?
數(shù)控機(jī)床機(jī)器人的優(yōu)勢
數(shù)控機(jī)床常見故障診斷方法分析
菱/西門子/發(fā)格/新代等數(shù)控機(jī)床加工精度異常的常見原因及處理方法
數(shù)控機(jī)床的機(jī)械結(jié)構(gòu)
數(shù)控機(jī)床的螺距誤差檢測及補(bǔ)償
什么是數(shù)控機(jī)床?什么叫數(shù)控機(jī)床?
數(shù)控機(jī)床的分類





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論