 連接器開模低壓保護要注意些什么
連接器開模低壓保護要注意些什么
德索工程師說道低壓保護的核心目的是在連接器開模閉模過程中,通過精確控制開合模的速度、位置及壓力,監測過程中的負荷變化,使模具得到有效保護,不給注塑生產增加額外負擔。

低壓合模開始位置,即開始或快速合模終止位置,是模具閉模前的一個關鍵位置。
根據模具的大小和結構進行設置,一般在模具閉合前的5-20厘米之間。這個位置的選擇應確保模具在接觸前有足夠的空間進行低速、低壓的移動。
設定時需要考慮模具的熱漲冷縮特性,以及制品的形狀和大小。對于大型或形狀復雜的制品,應適當增大這個距離。
低壓合模終止位置,即高壓鎖模開始位置,是模具剛好完全閉合的位置。這個位置是動模板前進到盡頭、連桿剛要開始伸直將模具壓緊時的位置。
設定時應確保模具已經完全閉合,再開始用高壓推動鎖模機構將模具鎖緊。如果模具未完全閉合就開始高壓鎖模,可能會導致模具損壞。
低壓合模壓力是模具在低速、低壓移動過程中的壓力設定。
初設置值參考為5,當此壓力過小而導致速度過慢時,可嘗試加大低壓合模速度。如果速度仍然無法提高至需要之速度時或無法推動動模板運動合模時,再嘗試每次增加一定的壓力值。

壓力設置過大可能會使動模板瞬間加高壓改變靜止變狀態運動,導致模板與拉桿產生巨大的摩擦力,加快機器合模機構的磨損。同時,過大的壓力也可能使模具受到過大的壓力而損壞。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
連接器
+關注
關注
99文章
15201瀏覽量
139193 -
模具
+關注
關注
1文章
174瀏覽量
18670
發布評論請先 登錄
相關推薦
熱點推薦


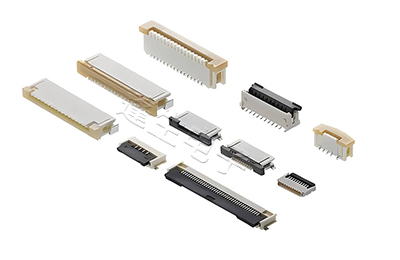
使用FFC/FPC連接器需要注意什么?
一塊電路板模組需要多種連接器和電線共同協作完成數據和電流的傳輸,設備就上會用到FFC連接器與FPC連接器。FFC連接器與FPC連接器是用于

N型母連接器要注意哪些事項
索說道N型母連接器作為射頻同軸連接器的一種,在多個領域得到了廣泛應用。為了確保N型母連接器的性能穩定性和使用壽命,以下是一些需要注意的事項:

連接器選型的幾項基本原則
幫助大家了解一下在對連接器進行選型的時候一些需要注意的點,接下來就是連接器選型的幾項基本原則: 1、載流量 在選擇走電源信號的連接器時候對于
同軸N公頭連接器安裝過程中需注意哪些事項
德索工程師說道同軸N公連接器的安裝過程需要細致且謹慎,以確保連接穩定、信號傳輸質量高。以下是安裝過程中需要注意的幾個關鍵事項。
工具和材料準備:確保準備了適合的扳手、螺絲刀、剝線鉗、清潔布
彎式N頭連接器需要注意哪些安全知識
德索工程師說道彎式N頭連接器作為一種重要的電氣連接組件,在電子設備和系統中扮演著關鍵角色。為了確保其安全、可靠地運行,以下是一些關于彎式N頭連接器需

卡板bnc選擇的時候要注意什么
德索工程師說道在選擇卡板BNC連接器時,需要注意多個方面以確保所選產品能夠滿足實際應用需求并具備良好的性能。以下是一些關鍵的注意事項:
應明確卡板BNC

圓形連接器焊線注意事項
,以確保焊接質量和電路板穩定運行。 焊接圓形連接器時需要注意以下幾點: 1. 正確的焊接技術:使用正確的焊接方法和設備。常見的方法包括手工焊接和自動焊接,具體取決于連接器和電路板的要求。 2. 焊接溫度和時間:控制好焊
M16連接器5芯檢驗需要注意哪些
德索工程師說道在進行M16連接器5芯的檢驗過程中,為確保其性能和質量符合相關標準和要求,需要注意以下幾個方面:
接觸電阻:接觸電阻是衡量電氣連接器性能的重要指標之一。檢驗時,應確保5芯

焊接接線不可小視喲!分享LP系列焊接款工業級連接器焊接接線要領
的可靠使用構成影響或者導致連接器報廢。因此,連接器的正確焊接接線就顯得至關重要。那么連接器焊接接線應該注意哪些事項呢?工業級連接器在焊接接線






 工商網監
工商網監
評論