") 介紹機(jī)器人焊接系統(tǒng)中的2種夾具設(shè)計(jì)與快換方式
介紹機(jī)器人焊接系統(tǒng)中的2種夾具設(shè)計(jì)與快換方式
便捷的夾具快換可大大提高焊接系統(tǒng)的設(shè)備利用率,使用戶可以根據(jù)需求隨時(shí)調(diào)整生產(chǎn),減少重復(fù)性投資和設(shè)備閑置。同時(shí),利用夾具快換功能,還可實(shí)現(xiàn)在新產(chǎn)品試制和小批量生產(chǎn)階段先投夾具,在現(xiàn)有機(jī)器人焊接線上生產(chǎn),批量生產(chǎn)階段前再建新的焊接線。
整根夾具梁快換的設(shè)計(jì)和快換方式
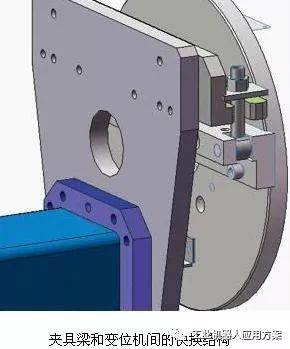
夾具梁和變位機(jī)間的快換連接:夾具兩側(cè)安裝定位銷,變位機(jī)法蘭一側(cè)采用定位銷套,另一側(cè)采用鍵槽的定位方式。連接時(shí),夾具兩側(cè)的定位銷依靠重力插入銷套和鍵槽中定位,連接板兩側(cè)的翻轉(zhuǎn)螺釘壓緊連接板。這種快換結(jié)構(gòu)簡便可靠,定位重復(fù)性效果好,已經(jīng)成為通用快換結(jié)構(gòu)標(biāo)準(zhǔn)。
夾具重量通常為200~400kg,要想快捷省力地更換夾具,就需要使用輔助工裝來升降和移動(dòng)夾具。單梁夾具的輔助工裝可以使用液壓堆高叉車改造,在叉車上加裝夾具梁鎖緊結(jié)構(gòu)防止夾具側(cè)翻,或者在夾具梁上安裝可快速拆換的叉車靴套。
小件夾具及部件快換的設(shè)計(jì)和快換方式
當(dāng)單根夾具梁上夾具的互換性高時(shí),可以使用標(biāo)準(zhǔn)快換式夾具梁。此時(shí)夾具梁上的定位銷按標(biāo)準(zhǔn)尺寸分布,小件夾具可用其底板上的標(biāo)準(zhǔn)尺寸定位套與梁配合定位,使用開口快換墊圈快速夾緊。當(dāng)夾具需要更換部件以適應(yīng)不同型號(hào)的工件在同一套夾具上生產(chǎn)時(shí),也可使用同樣的結(jié)構(gòu)。
小件夾具或快換的部件人工更換時(shí)重量要控制在20kg左右,否則需要專用輔助工裝。部件更換時(shí),氣缸與閥間的氣管可通過多路快換接頭拆開,閥留在夾具梁上,供替換夾具重復(fù)使用。電控線纜連接采用多針航空插頭斷開。
應(yīng)用上述快換結(jié)構(gòu),單套夾具更換時(shí)間可控制在10min內(nèi),可大大提高機(jī)器人焊接系統(tǒng)的整體生產(chǎn)效率。
-
機(jī)器人
+關(guān)注
關(guān)注
213文章
29463瀏覽量
211510 -
夾具
+關(guān)注
關(guān)注
0文章
82瀏覽量
13442
原文標(biāo)題:機(jī)器人焊接系統(tǒng)中的夾具快換方式
文章出處:【微信號(hào):jiqirenyingyong,微信公眾號(hào):jiqirenyingyong】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
什么是工業(yè)機(jī)器人
機(jī)器人焊接技術(shù)在車身焊接工藝的應(yīng)用
基于機(jī)器人的曲線焊接系統(tǒng)
機(jī)器人焊接技術(shù)在車身焊接工藝的應(yīng)用
焊接機(jī)器人加裝激光焊縫跟蹤傳感器是焊接自動(dòng)化的發(fā)展趨勢
焊接機(jī)器人的結(jié)構(gòu)組成是什么?
焊接機(jī)器人的結(jié)構(gòu)與原理
激光焊縫跟蹤傳感器協(xié)助川崎機(jī)器人對汽車車架焊接尋位引導(dǎo)糾偏
工業(yè)焊接機(jī)器人實(shí)訓(xùn)平臺(tái)介紹
焊接機(jī)器人編程入門與編程技巧介紹

焊接機(jī)器人及系統(tǒng)介紹(焊接機(jī)器人系統(tǒng)組成和編程方法及發(fā)展趨勢)
淺談機(jī)器人快換盤的安全性
機(jī)器人焊接設(shè)備詳解

焊接機(jī)器人的驅(qū)動(dòng)方式有哪些?
機(jī)器人焊接系統(tǒng)基本組成結(jié)構(gòu)詳解





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論