 精密注塑成型概念、特點、操作流程及其機械詳解
精密注塑成型概念、特點、操作流程及其機械詳解
1精密注射成型的概念
精密注塑是指加工成型的注塑制品的尺寸重復精度很高,以致使用通用注塑機、常規的注塑成型工藝難以達到要求的一種注射成型方法。
“精密注射成型”這一概念,主要是區別于“常規注射成型”,它是基于高分子材料的迅速發展, 在儀表、電子領域里采用精密塑料部件取代高精度的金屬零件的技術。目前針對精密注射制品的界定指標有兩個:一是制品尺寸重復精度, 二是制品質量的重復精度。本文主要從制品尺寸重復精度方面闡述精密注射成型。但由于各種材料本身的性質和加工工藝不同,不能把塑料制件的精度與金屬零件的精度等同起來。
成型制品的模具是決定該制品能否達到設計要求的尺寸公差的重要條件,而精密注塑機是保證制品始終在所要求的尺寸公差范圍內成型,及保證極高成品率的關鍵設備。
塑料制品最高的精度等級是三級。
1.1精密注射的特點
(1) 制件的尺寸精度高、公差小,即有高精度的尺寸界限;
(2) 制品重量重復精度高,要求有日、月、年的尺寸穩定性;
(3) 模具的材料好、剛性足,型腔的尺寸精度、光潔度以及模板間的定位精度高;
(4) 采用精密注射機更換常規注射機;
(5) 采用精密注射成型工藝;
(6) 選擇適應精密注射成型的材料。
評定制品最重要的技術指標,就是注塑制品的精度( 尺寸公差、形位公差和制品表面的光潔度) 。欲注塑出精密的塑料制品,需從材料選擇、模具設計、注射成型工藝、操作者的技術水平等4大因素進行嚴格控制。
精密注塑機要求制品尺寸精度一般在0.01~0.001mm以內,許多精密注塑還要求注塑機具有高的注射壓力、高的注射速度;要求合模系統具有足夠大的剛性和足夠高的鎖模精度,所謂鎖模精度是指合模力的均勻性、可調、穩定和重復性高,開合模位置精度高;要求對壓力、流量、溫度、計量等都能精確控制到相應的精度,采用多級或無級注射,保證成型工藝再現條件和制品尺寸的重復精度等。
1.2影響制品尺寸精度的因素
(1) 模具精度;
(2) 成型收縮率;
(3) 制品使用環境的溫度、濕度以及波動的幅度。
2最終目的是什么?
機械強度高、尺寸穩定性好、抗蠕變性能好、環境適應范圍廣。
常用的有四種材料:
(1) POM及碳纖維增強(CF) 或玻璃增強(GF)。這種材料的特點是耐蠕變性能好,耐疲勞、耐候性、介電性能好,難燃,加入潤滑劑易脫模。
(2) PA及玻纖增強PA66,其特點:抗沖擊能力及耐磨性能強,流動性能好,可成型0.4mm壁厚的制品。玻纖增強PA66具有耐熱性(熔點250℃),其缺點是具有吸濕性,一般成型后都要通過調濕處理。
(3) PBT增強聚酯,成型時間短。成型時間比較如下:PBT≤POM≈PA66≤PA6。
(4) PC及GFPC。特點:良好的耐磨性,增強后剛性提高,尺寸穩定性好,耐候性、難燃及成型加工性好。
3精密注塑成型中的收縮問題
影響收縮的因素有四種:熱收縮、相變收縮、取向收縮以及壓縮收縮。
3.1 熱收縮是成型材料與模具材料所固有的熱物理特性。模具溫度高,制品的溫度也高,實際收縮率會增加,因此精密注射的模具溫度不宜過高。
3.2 相變收縮由于結晶型樹脂在定向過程中,伴隨高分子的結晶化,由于比容減少而引起的收縮,即叫相變收縮。模具溫度高,結晶度高,收縮率大;但另一方面,結晶度提高會使制品密度增加,線膨脹系數減小,收縮率降低。因此實際收縮率由兩者綜合作用而定。
3.3 取向收縮,由于分子鏈在流動方向上的強行拉伸,使在冷卻時的大分子有重新卷曲恢復的趨勢,在取向方向將產生收縮。分子取向程度與注射壓力、注射速度、樹脂溫度及模具溫度等有關。但主要的是注射速度。
3.4 壓縮收縮與彈性復位,一般塑料都具有壓縮性。即在高壓下比容發生顯著變化。在一般溫度下,提高壓力成型制品比容會減小,密度會增加,膨脹系數減小,收縮率會顯著下降。對應于壓縮性,成型材料具有彈性復位作用,使制品收縮減小。影響制品成型收縮的因素與成型條件和操作條件有關。
4精密注塑模具
4.1模具精度,主要取決于模具型腔尺寸精度高,型腔定位準確或分型面精度是否滿足要求。一般精密注塑模具的尺寸公差,應控制在制品尺寸公差的1/3以下。
4.2可加工性與剛性,在模具結構設計中,型腔數不宜過多,而底板、支承板、型腔壁都要厚一些,以避免零件在高溫、高壓作用下發生劇烈彈性形變。
4.3 制品脫模性,模具要盡量采取少的型腔數、少而短的流道以及比普通模具有更高的光潔度,這樣有利于脫模。
4.4 精密模具的材料,選擇機械強度高的合金鋼。制作型腔、澆道的材料要經過嚴格的熱處理,選用硬度高(成型零件要達到HRC52左右) 、耐磨性好、抗腐蝕性強的材料。
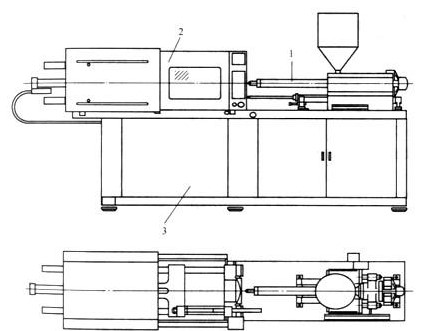
5精密注射機的特點與選用
5.1技術參數方面的特點
從注射壓力方面劃分,普通機:147 ~177MPa;精密機:216 ~243MPa;超高壓機:243~392MPa。
精密注塑機必須高壓的理由是:
(1)提高精密制品的精度和質量,注射壓力對制品成型收縮率有最明顯的影響。當注射壓力達到392MPa時,制品成型收縮率幾乎為零。而這時制品的精度只受模具控制或環境的影響。實驗證明:注射壓力從98MPa提高到392MPa后,機械強度提高3%~33%。
(2)可減小精密制品的壁厚、提高成型長度。以PC為例,普通機注射壓力177MPa,可成型0.2~0.8mm壁厚的制品,而精密機注射壓力在392MPa時可成型厚度在0.15~0.6mm之間的制品。超高壓注射機可獲得流長比更大的制品。
(3)提高注射壓力可充分發渾注射速率的功效。欲達到額定注射速率,只有兩個辦法:一是提高系統最高注射壓力;二是改造螺桿參數,提高長徑比。精密注射機的注射速率要求高。
5.2精密注射機在控制方面的特點
(1)對注塑成型參數的重復精度(再現性)要求高,宜采用多級注射反饋控制:a.多級位置控制;b.多級速度控制;c.多級保壓控制;d.多級背壓控制;e.多級螺桿轉速控制。位移傳感器的精度要求達到0.1mm,這樣可以嚴格控制計量行程、注射行程以及余料墊的厚度(射出監控點),保證每次注射量準確,提高制品成型精度。料筒及噴嘴溫度控制要精確,升溫時超調量要小,溫度的波動要小。精密注塑應采用PID控制,使溫度精確度在±0.5℃之間為宜。
(2)塑化質量要求,塑料塑化的均勻性不僅影響到注塑件的成型質量,還會影響到熔融塑料通過澆口時所受阻力的大小,為了得到均勻的塑化,設計專用的螺桿和使用專用的增塑技術必不可少。另外,機筒的溫度也應精確控制,現在螺桿、機筒溫度多采用PID控制(比例、微分、積分),精度可控制在±l℃內,基本可滿足精密注塑的要求,如果采用FUZZY控制方法,就更適合于精密注塑了。
(3)工作油的溫度控制要高油溫的變化導致注射壓力的波動,必須對工作油采用加熱、冷卻的閉環裝置,把油溫穩定在50~55℃為宜。
(4)保壓壓力的影響,保壓對精度塑件的影響極大,準確地說,保壓能較好地補縮,減小塑件變形,控制塑件精度,保壓壓力的穩定決定了塑件的成型精度,螺桿的終止位置不變是決定保壓效果的決定因素。
(5)對模具溫度控制要求若冷卻時間相同,模具型腔溫度低的制品厚度要比溫度高的制品厚度尺寸大。如POM、PA類材料,模溫50℃時厚度為50~100μm的制品,在80℃時厚度減小到20~40μm,100℃時減小到只有10μm。室溫也對精密制品尺寸公差有影響。
5.3精密注塑機的液壓系統
(1) 油路系統需要采用比例壓力閥、比例流量閥或伺服變量泵的比例系統。
(2) 在直壓式合模機構中,把合模部分油路和注射部分油路分開。
(3) 由于精密注塑機具有高速性,為此必須強調液壓系統的反應速度。
(4) 精密注塑機的液壓系統,更要充分體現機電液儀一體化工程。
5.4精密注塑機的結構特點
(1) 由于精密注射機注射壓力高,這就要強調合模系統的剛度。動、定模板的平行度控制在0.05~0.08mm 的范圍內。
(2) 要求對低壓模具的保護及合模力大小精度的控制。因為合模力的大小要影響模具變形的程度,最終要影響到制件的尺寸公差。
(3) 啟、閉模速度要快,一般在60mm/s左右。
(4) 塑化部件:螺桿、螺桿頭、止逆環、料筒等,要設計成塑化能力強、均化程度好、注射效率高的結構形式;螺桿驅動扭矩要大,并能無級變速。
結論:無論何種精密注塑機,最終都必須能夠穩定地控制制品尺寸重復精度和質量重復精度。
-
塑料
+關注
關注
0文章
77瀏覽量
15829 -
液壓系統
+關注
關注
12文章
164瀏覽量
16297 -
注塑
+關注
關注
0文章
14瀏覽量
7250
原文標題:精密注塑件尺寸精度解決方案
文章出處:【微信號:MEDTECCHINA,微信公眾號:Medtec醫療器械設計與制造】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
注塑機機械手控制系統設計要點
基于溫控器的熱塑成型機怎么實現?
直線位移傳感器在注塑機的應用有哪些
注塑成型工藝中的背壓到底有多重要?適當調校背壓的好處有哪些?
注塑成型原理與模具設計的原則和方法的詳細介紹電子教材免費下載
注塑機的操作過程及安全防護事項說明
低壓注塑成型工藝介紹及其應用領域,它的優勢是什么
多射植入注塑成型應用案例
陶瓷注塑成型的工藝流程
為什么塑膠注塑成型過程進行檢測
M8防水連接器3芯至8芯注塑成型4芯航空插頭

注塑成型組件焊縫斷裂測試:設備和流程分享

SOLIDWORKS注塑成型仿真解決方案







 工商網監
工商網監
評論