") 汽車零部件熱沖壓工藝的關(guān)鍵技術(shù)
汽車零部件熱沖壓工藝的關(guān)鍵技術(shù)
熱沖壓工藝(Hot Stamping)近年來(lái)在汽車制造域越來(lái)越流行,以前較高端車型使用的熱沖壓件才超過(guò)白車身重量的30%,而現(xiàn)在大部分的新能源車都可以做到30%以上的比例了,甚至很多車型的熱沖壓件占比不到30%都不好意思說(shuō)他們的車被動(dòng)安全。
熱沖壓工藝
在汽車制造中流行關(guān)鍵因素
輕量化設(shè)計(jì)
汽車制造商越來(lái)越注重汽車輕量化設(shè)計(jì),以提高燃油效率和減少排放。熱沖壓可以通過(guò)減少厚度和重量來(lái)實(shí)現(xiàn)零部件的輕量化設(shè)計(jì),從而符合汽車制造商的需求。
高強(qiáng)度和安全性能
熱沖壓可以使汽車車身零部件具有更高的強(qiáng)度、硬度和耐腐蝕性能,從而增加汽車的安全性和耐用性。這使得熱沖壓技術(shù)在汽車制造中越發(fā)受到青睞。
成本效益
熱沖壓技術(shù)相對(duì)于傳統(tǒng)的沖壓工藝更加高效和節(jié)省成本。通過(guò)熱沖壓,可以減少零部件的加工工序和原材料損耗,同時(shí)提高生產(chǎn)效率和降低能源消耗,從而使整體生產(chǎn)成本更加具有競(jìng)爭(zhēng)力。
為什么熱沖壓工藝
又“輕”,又“安全”,又“便宜”?
1將抗拉強(qiáng)度為400-600MPa的硼鋼通過(guò)冷沖壓落料或剪板機(jī)下料制得初始坯料。
2將初始坯料放入加熱爐中, 加熱到900-950度, 充分奧氏體化,快速移到壓力機(jī)中。
3通過(guò)帶有冷卻系統(tǒng)的模具快速合模、成形、保壓冷卻到100-200℃, 最后室溫冷卻。
4形成馬氏體組織抗拉強(qiáng)度可達(dá)1400-1600MPa的產(chǎn)品件,生產(chǎn)節(jié)拍約15-25s。
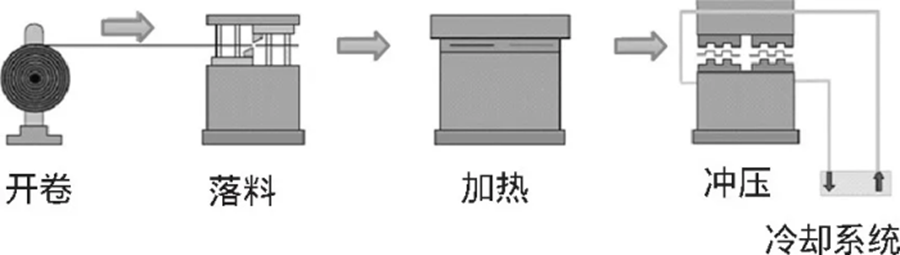
熱沖壓工藝流程圖
熱沖壓工藝中,溫度是一個(gè)至關(guān)重要的工藝參數(shù)。為了獲得優(yōu)良的零部件,對(duì)溫度的監(jiān)控非常關(guān)鍵。
1例如加熱階段在爐內(nèi)的溫升情況,通過(guò)測(cè)量坯料溫度,可以獲得最佳的加熱效率,在保證加熱效果的同時(shí),減少能源的消耗。
2在成型階段,需要在奧氏體狀態(tài)下開(kāi)始沖壓,要避免出爐后坯料降溫過(guò)快導(dǎo)致沖壓溫度不符合要求,另外對(duì)坯料降溫速率進(jìn)行監(jiān)控,可以保證奧氏體向馬氏體轉(zhuǎn)變。
3對(duì)離開(kāi)模具后的冷卻階段部件進(jìn)行溫度監(jiān)控,可以給工藝和操作人員直觀的溫度高低判斷,避免后續(xù)環(huán)節(jié)發(fā)生誤操作等事故。
福祿克過(guò)程儀器在汽車零配件熱沖壓工藝中的技術(shù)與測(cè)溫領(lǐng)域擁有豐富經(jīng)驗(yàn),并擁有眾多成功客戶案例,點(diǎn)擊下載《鋼板熱沖壓技術(shù)與測(cè)溫應(yīng)用》手冊(cè),或點(diǎn)擊申請(qǐng)?jiān)囉谩?/p>
-
工藝
+關(guān)注
關(guān)注
4文章
666瀏覽量
29232 -
福祿克
+關(guān)注
關(guān)注
6文章
309瀏覽量
65763 -
汽車零部件
+關(guān)注
關(guān)注
0文章
320瀏覽量
17527
原文標(biāo)題:秒懂│汽車零部件熱沖壓工藝的關(guān)鍵技術(shù)
文章出處:【微信號(hào):福祿克公司,微信公眾號(hào):福祿克公司】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
圖像尺寸測(cè)量?jī)x:解析適用零部件與應(yīng)用領(lǐng)域
[公告]《epu汽車零部件團(tuán)購(gòu)》
中國(guó)汽車零部件企業(yè)如何突破技術(shù)“瓶頸”?
汽車零部件系列技術(shù)研討會(huì)暨采購(gòu)配對(duì)會(huì)
容器零部件
2011年斯圖加特歐洲汽車零部件OEM展 EAC 2011
2011第九屆廣州車展|汽車零部件及用品展
第七屆(2013)中國(guó)國(guó)際汽車零部件博覽會(huì)
沖模的零部件組成
汽車零部件行業(yè)概況
陳清泰:智能汽車的發(fā)展需加強(qiáng)核心技術(shù)和關(guān)鍵零部件的創(chuàng)新和研發(fā)
汽車零部件氣密性檢測(cè)的重要性與方法
汽車零部件沖壓“神器”:阿童木金屬雙張檢測(cè)器讓重疊檢測(cè)無(wú)憂
阿童木雙片檢測(cè)傳感器在汽車零部件沖壓產(chǎn)線的應(yīng)用






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論