") 塑封器件無(wú)損檢測(cè)技術(shù)探討
塑封器件無(wú)損檢測(cè)技術(shù)探討
作者: 林湘云 徐愛(ài)斌 (工業(yè)和信息化部電子第五研究所) 在此特別鳴謝!
摘要:
塑封器件由于其結(jié)構(gòu)和材料等因素的影響, 存在一些特有的潛在缺陷, 在其裝入整機(jī)之前必須經(jīng)過(guò)檢驗(yàn)以降低風(fēng)險(xiǎn)。塑封器件的無(wú)損檢測(cè)技術(shù),不僅能剔除早期失效樣品, 而且能有效地識(shí)別和剔除有潛在缺陷的器件, 從而達(dá)到提高電子整機(jī)可靠性的目的。
1 引言
近年來(lái), 由于各塑封器件廠商對(duì)封裝材料、芯片鈍化和生產(chǎn)工藝進(jìn)行了不斷的改進(jìn), 所以塑封器件的可靠性得到了很大的提高。軍用和航天用設(shè)備制造商不再局限于使用氣密封裝器件,而是開(kāi)始考慮使用一些經(jīng)受了可靠性試驗(yàn)篩選、鑒定評(píng)價(jià), 以及滿足其規(guī)范要求的塑封商用器件。塑封器件具有成本較低、重量較輕、體積更小、物理和電氣性能更加優(yōu)良等諸多優(yōu)點(diǎn),使得其實(shí)用性更廣, 具有廣闊的市場(chǎng)應(yīng)用前景。
由于塑封器件固有的結(jié)構(gòu)、材料特點(diǎn), 不可避免地存在一些潛在的缺陷, 會(huì)直接影響它的長(zhǎng)期使用可靠性。潮氣入侵、腐蝕、開(kāi)裂和內(nèi)部分層等失效機(jī)理使得塑封器件最初被認(rèn)為是較容易失效的產(chǎn)品,而這些因素恰恰使得塑封器件被限制用于高應(yīng)力和高可靠的環(huán)境中。如何辨別某廠家某種型號(hào)器件的真?zhèn)危咳绾螌?duì)批次的塑封器件的抗潮濕性能做出快速的評(píng)價(jià)?如何運(yùn)用無(wú)損的物理檢測(cè)技術(shù)對(duì)塑封器件的潛在的缺陷進(jìn)行有效的檢驗(yàn)剔除?本文重點(diǎn)對(duì)外部目檢、X 射線檢查和聲學(xué)掃描顯微鏡檢查等物理無(wú)損檢測(cè)技術(shù)在提高塑封器件質(zhì)量和可靠性中的應(yīng)用問(wèn)題進(jìn)行探討。
2 塑封器件無(wú)損檢測(cè)技術(shù)
無(wú)損檢測(cè)技術(shù)可定義為:不必打開(kāi)封裝對(duì)樣品進(jìn)行質(zhì)量評(píng)價(jià)的技術(shù)。目前, 除初始電參數(shù)測(cè)試外, 外部目檢、X 射線檢查和聲學(xué)掃描顯微鏡檢查是對(duì)塑封器件主要的和有效的3 種物理無(wú)損檢測(cè)技術(shù)。其中X 射線檢查對(duì)MOS 器件有輻射損傷, 使用這種方法對(duì)塑封MOS 器件進(jìn)行檢測(cè)時(shí)必須小心進(jìn)行。
電參數(shù)測(cè)試通常按照產(chǎn)品數(shù)據(jù)手冊(cè)規(guī)定的參數(shù)和功能進(jìn)行測(cè)試, 并記錄每個(gè)失效器件的失效模式。在室溫下初始電測(cè)量中檢出過(guò)多的不合格品,可能是由于批產(chǎn)品質(zhì)量差所致,可作為批產(chǎn)品替換的正當(dāng)理由。但是, 對(duì)于許多電性能檢測(cè)無(wú)法檢出, 而又會(huì)影響元器件使用可靠性的產(chǎn)品內(nèi)部結(jié)構(gòu)或制造工藝中所帶來(lái)的潛在質(zhì)量問(wèn)題, 物理無(wú)損檢測(cè)技術(shù)卻是一種非常有效的解決方法。在某種意義上可以說(shuō),電子元器件的物理分析檢測(cè)與電性能檢測(cè)一樣必要和重要。物理分析檢測(cè)除了用于元器件的采購(gòu)質(zhì)量控制外, 還可用來(lái)進(jìn)行元器件的質(zhì)量對(duì)比優(yōu)選和真?zhèn)渭夹g(shù)鑒別。
物理無(wú)損檢測(cè)的本質(zhì)意義是鑒別產(chǎn)品的設(shè)計(jì)、材料、工藝缺陷, 并可通過(guò)對(duì)缺陷可能產(chǎn)生的后果的分析, 評(píng)價(jià)產(chǎn)品的可靠性。
2.1 外部目檢
依據(jù)GJB 4027A-2006[1] 工作項(xiàng)目1103 -2.2條和GJB548B-2005 [2] 方法2009.1 “外部目檢”進(jìn)行檢測(cè)和判定。塑封器件不同于氣密性封裝的器件,它的特征是沒(méi)有封裝空腔, 以及沒(méi)有金屬、玻璃或陶瓷材料所形成的氣密性封裝。塑封器件采用整體模塑封裝結(jié)構(gòu), 包括金屬框架、芯片、芯片與基板的粘接材料、內(nèi)引線以及塑模化合物。因而相對(duì)于其它封裝形式的器件的外部目檢來(lái)說(shuō),塑封器件不需要進(jìn)行玻璃密封、封裝體或帽等氣密性方面的檢查, 但是必須著重于模塑化合物完整性的檢查。其中對(duì)封裝變形、包封層外來(lái)物、空洞和裂紋、引線等方面的檢驗(yàn)提出了新的要求,并且要求對(duì)(成品) 批一致性進(jìn)行評(píng)估[3]。
由于國(guó)產(chǎn)塑封器件的研制工作起步較晚, 所以整機(jī)廠商通常需要采購(gòu)國(guó)外的塑封器件產(chǎn)品。根據(jù)我們實(shí)驗(yàn)室近幾年的分析數(shù)據(jù), 在進(jìn)口塑封器件的采購(gòu)過(guò)程中,混批情況時(shí)有發(fā)生, 而且發(fā)生混批的多為質(zhì)量差、可靠性低的器件。混裝樣品一般很難從樣品的原始包裝和樣品的正面標(biāo)志上辨別出來(lái),必須打開(kāi)包裝, 在3×至10×放大倍率下對(duì)樣品外觀進(jìn)行檢查。通常檢查樣品的型號(hào)、批次和產(chǎn)地等標(biāo)識(shí)信息是否清晰、一致,包封表面有無(wú)磨痕、缺損, 可以對(duì)器件的真?zhèn)芜M(jìn)行初步的鑒別。它們最常見(jiàn)的表現(xiàn)就是器件背面外觀標(biāo)識(shí)不一致, 包封層表面有明顯的磨痕等異常現(xiàn)象。
2.2 X 射線檢查
X 射線檢查是根據(jù)樣品不同部位對(duì)X 射線吸收率和透射率的不同,利用X 射線通過(guò)樣品各部位衰減后的射線強(qiáng)度來(lái)檢測(cè)樣品內(nèi)部結(jié)構(gòu)是否有缺陷的一種方法。X 射線透視儀已達(dá)到亞微米量級(jí)的空間分辨率, 能實(shí)現(xiàn)對(duì)被測(cè)物體進(jìn)行多角度旋轉(zhuǎn),形成不同角度的圖像, 而且還可以通過(guò)計(jì)算機(jī)分層掃描技術(shù)提供二維切面或三維立體成像。X 射線檢查不僅能清楚地展示被測(cè)樣品的內(nèi)部結(jié)構(gòu), 而且能清楚地識(shí)別塑封器件內(nèi)部缺陷, 包括塑料包封的異物和空洞、芯片定位不準(zhǔn)和粘接空洞、引線框架毛齒、鍵合內(nèi)引線偏移和斷裂等設(shè)計(jì)、結(jié)構(gòu)、材料、工藝缺陷。值得注意的是, X 射線檢查作為無(wú)損檢測(cè)技術(shù)不是絕對(duì)的, 它可能會(huì)使MOS 等敏感器件暴露在非正常的高劑量下而造成損傷,因而在實(shí)施X 射線檢查時(shí), 要對(duì)敏感器件造成的輻射影響進(jìn)行估計(jì)。
近年來(lái), 我們檢查到不少以次充好的進(jìn)口塑封器件劣質(zhì)品。鍵合絲下塌、無(wú)鍵合引線、同批樣品的內(nèi)部結(jié)構(gòu)不一致(混批) 等情況時(shí)有發(fā)生,而這些劣質(zhì)品直接影響了電子整機(jī)、系統(tǒng)的成功運(yùn)行,存在很大的隱患。
2.3 聲學(xué)掃描顯微鏡檢查
聲學(xué)掃描顯微鏡是利用超聲脈沖探測(cè)樣品內(nèi)部空隙等缺陷的儀器, 隨著聲學(xué)掃描顯微鏡檢查技術(shù)的發(fā)展, 目前聲波信號(hào)的探測(cè)模式已從單點(diǎn)探測(cè)A-掃描、截面探測(cè)B-掃描、截面探測(cè)C-掃描拓展到多層截面探測(cè)X-掃描、投射探測(cè)T-掃描等。不論哪一種模式, 對(duì)界面缺陷的定位分析都是基于聲波信號(hào)在界面反射后是否發(fā)生相位變化來(lái)確定界面是否存在缺陷。
塑封器件屬于對(duì)潮濕敏感的非氣密性器件, 與密封器件相比其抵抗環(huán)境能力較差, 尤其是潮氣入侵、腐蝕和應(yīng)力引起的失效比較突出。塑封器件一旦受到潮氣的侵入,在焊接等溫變條件下很容易發(fā)生各種作用而導(dǎo)致分層, 在分層部位聚集的水汽或離子在某些條件下(如焊接、溫變) 會(huì)造成塑封器件內(nèi)部分層、鍵合損傷、金屬化腐蝕或熱膨脹,甚至發(fā)生爆米花現(xiàn)象。而聲學(xué)掃描顯微鏡技術(shù)則恰恰對(duì)材料內(nèi)部封裝結(jié)構(gòu)、裂紋、分層缺陷、空隙以及夾雜物異常現(xiàn)象顯示了高靈敏性和有效性。
標(biāo)準(zhǔn)GJB 4027A-2006 工作項(xiàng)目1103 -2.4 條中要求將每一只塑封器件分成6 個(gè)區(qū)域進(jìn)行迭層分離, 檢查下列包封區(qū)域的內(nèi)部分層、空洞和裂紋:
1) 芯片和模塑化合物的界面;
2) 引線架和模塑化合物的界面(頂視圖);
3) 引線引出端焊板邊緣和模塑化合物的界面(頂視圖);
4) 芯片與引出端焊板與模塑化合物的分界面(如果存在);
5) 引線引出端焊板與模塑化合物的分界面(后視圖);
6) 引線架和模塑化合物的分界面(后視圖)。
塑封器件以上6 個(gè)界面的內(nèi)部分層或空洞缺陷的典型聲掃圖如圖1~圖6 所示。
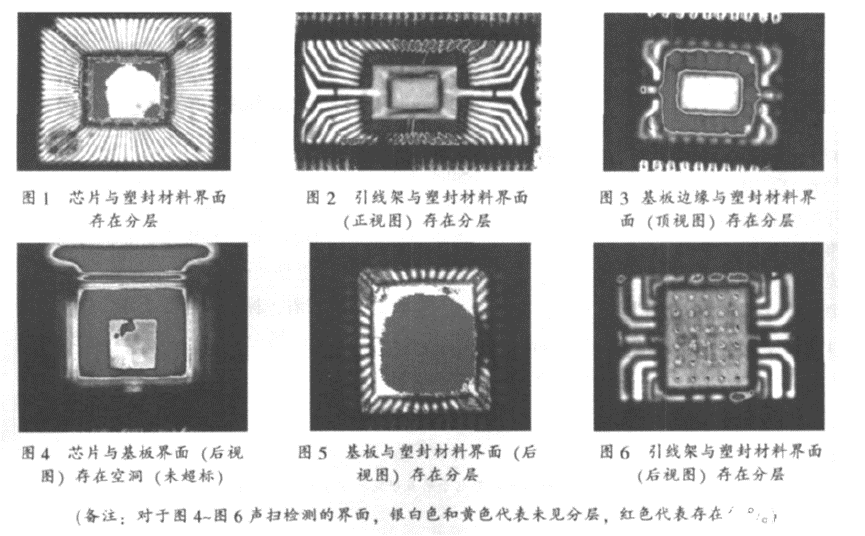
對(duì)于檢查的塑封器件, 如呈現(xiàn)任何下列缺陷均應(yīng)拒收:包括鍵合絲區(qū)域的任何空洞、裂紋和分層;塑封與芯片之間任何可測(cè)量的分層;導(dǎo)致表面破碎的包封上的任何裂紋;引腳與塑封完全剝離(頂視圖或后視圖);塑封材料與基板分層面積超過(guò)其后側(cè)區(qū)域面積的1/2。
3 結(jié)束語(yǔ)
綜上所述, 外部目檢、X 射線檢查和聲學(xué)掃描顯微鏡檢查作為塑封器件的無(wú)損物理檢測(cè)技術(shù),簡(jiǎn)便易行, 能快速、有效地識(shí)別批次樣品的真?zhèn)蝺?yōu)劣、內(nèi)部結(jié)構(gòu)、材料、工藝缺陷和抗潮濕性能, 不僅有助于降低整機(jī)裝備有缺陷的器件的風(fēng)險(xiǎn), 而且對(duì)用戶評(píng)估、優(yōu)選塑封器件的質(zhì)量和可靠性水平起著不可忽略的重要作用。但是,要對(duì)塑封器件進(jìn)行評(píng)估、篩選和潮濕敏感度等級(jí)等質(zhì)量進(jìn)行鑒定, 僅僅依靠無(wú)損檢測(cè)技術(shù)是遠(yuǎn)遠(yuǎn)不夠的。有效的篩選設(shè)計(jì)和可靠性鑒定評(píng)價(jià)已經(jīng)成為論證塑封器件可靠性能力增強(qiáng)的關(guān)鍵,這也成為了許多實(shí)驗(yàn)室和機(jī)構(gòu)開(kāi)發(fā)研究的熱點(diǎn)課題。
-
無(wú)損檢測(cè)
+關(guān)注
關(guān)注
0文章
220瀏覽量
18827 -
塑封器件
+關(guān)注
關(guān)注
0文章
5瀏覽量
6113
發(fā)布評(píng)論請(qǐng)先 登錄
德國(guó)頂級(jí)無(wú)損檢測(cè)技術(shù)
在無(wú)損檢測(cè)技術(shù)領(lǐng)域開(kāi)拓應(yīng)用信息技術(shù)的探討
超聲無(wú)損檢測(cè)的發(fā)展趨勢(shì)
壓力容器無(wú)損檢測(cè)技術(shù)綜述
無(wú)損檢測(cè)技術(shù)的介紹與偽彩色技術(shù)在超聲無(wú)損檢測(cè)中應(yīng)用
紅外無(wú)損檢測(cè)技術(shù)具有什么優(yōu)勢(shì)
X射線的無(wú)損檢測(cè)技術(shù)應(yīng)用介紹

無(wú)損檢測(cè)技術(shù)的基本概念、原理、方法和應(yīng)用領(lǐng)域
什么是無(wú)損檢測(cè),及無(wú)損檢測(cè)的方法和意義
無(wú)損檢測(cè)特點(diǎn)不包括什么
無(wú)損檢測(cè)是干什么的 無(wú)損檢測(cè)技術(shù)的特點(diǎn)和作用
激光全息無(wú)損檢測(cè)技術(shù)原理以及應(yīng)用
塑封器件絕緣失效分析






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論