 焊接接頭系數選取方法 焊接接頭系數的確定原則是什么
焊接接頭系數選取方法 焊接接頭系數的確定原則是什么
焊接接頭系數選取
焊接接頭系數Φ是指對接焊接接頭強度與母材強度之比值,用以反映由于焊接缺陷和焊接殘余應力等因素使焊接接頭強度被削弱的程度,是焊接接頭力學性能的綜合反映。
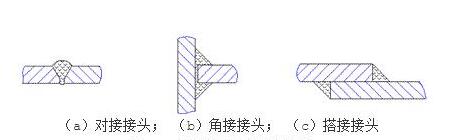
焊接接頭系數應根據容器受壓元件的焊接接頭的焊接工藝特點(單面焊或雙面焊,有或無墊板)以及無損檢測的長度比例確定。
雙面焊(相當于雙面焊的全焊透接頭):100%無損檢測取1.0;局部無損檢測取0.85。
單面焊(沿焊縫根部全長有緊貼基本金屬的墊板):100%無損檢測取0.9;局部無損檢測取0.8。
射線檢測(AB級:中靈敏度技術):100%無損檢測取Ⅱ級合格;局部無損檢測取Ⅲ級合格。
超聲檢測(脈沖反射法(B級檢測)):100%無損檢測取Ⅰ級合格;局部無損檢測取Ⅱ級合格。
超聲檢測(衍射時差法(B級檢測)):100%無損檢測取Ⅱ級合格;局部無損檢測取Ⅱ級合格。
焊接接頭系數的確定原則
(1)筒體焊接接頭系數縱向接頭與環向接頭的結構、無損檢測比例不一致時,如縱向接頭采用雙面焊、100%RT或UT,而環向接頭為單面焊且無法進行RT或UT檢測時,在容器的設計計算中一般取縱向接頭的焊接接頭系數。
詳細原因如下:內壓圓筒厚度計算公式是根據圓筒中周向總體(一次)薄膜應力的強度導出的,所以與之相對應的焊接接頭系數應為圓筒的縱向焊接接頭系數。
在圓筒環向接頭的極小斷面中同樣也存在著環向(周向)薄膜應力,另外,盡管環向接頭在圓筒軸向的應力僅有環向應力的1/2,但是作為一臺完整的壓力容器,為確保整個圓筒的強度與安全,一般應要求環向接頭與縱向接頭具有同樣的質量水平,即要求具有同樣的焊接接頭系數。
若存在制造上的困難,可按GB/T 150.4中10.3.4(對容器直徑不超過800mm的圓筒與封頭的最后一道環向封閉焊縫,當采用不帶墊板的單面焊對接接頭,且無法進行射線或超聲檢測時,允許不進行檢測,但需采用氣體保護焊打底。)執行。此時環向接頭的質量(焊接接頭系數)雖然可能與縱向接頭的質量(焊接接頭系數)不完全相同,但計算圓筒厚度時,仍取縱向接頭的焊接接頭系數。
(2)封頭拼接接頭的接頭系數封頭拼接接頭應進行100%UT或RT檢測,但未規定封頭拼接接頭的接頭系數如何選取。封頭拼接接頭的無損檢測要求主要是針對封頭成形時變形較大,缺陷容易擴展而提出的,與封頭厚度計算無關。
因此,盡管封頭拼接接頭要求100%UT或RT檢測,但這種檢測仍然只是對整臺容器檢測的一部分,其合格指標仍按照對容器整體要求的合格指標而確定。因此,封頭拼接接頭的焊接接頭系數一般取壓力容器的縱向接頭焊接接頭系數。
對于整張鋼板壓制的小直徑封頭,由于不存在焊接接頭,在厚度計算中取Φ=1.0。
編輯:黃飛
-
焊接技術
+關注
關注
2文章
173瀏覽量
18327 -
壓力容器
+關注
關注
0文章
53瀏覽量
10548 -
焊接接頭
+關注
關注
0文章
18瀏覽量
8718
原文標題:焊接接頭系數詳解
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
電弧超聲改善低溫鋼焊接接頭沖擊韌性的實驗研究
提高焊接接頭疲勞強度的超聲波沖擊法
焊接工藝參數對焊接接頭強度的影響研究
VGA接頭焊接方法

打磨粒度對A7N01P-T4鋁合金焊接接頭的影響
環境溫度對A6N01鋁合金焊接接頭力學的影響
超聲波塑料焊接機接頭設計原則
氣密性檢測儀高壓汽車配件銅焊接頭氣密性測試儀器裝置






 工商網監
工商網監
評論