") 「干貨分享」終聚釜攪拌器軸磨損修復(fù)過程介紹
「干貨分享」終聚釜攪拌器軸磨損修復(fù)過程介紹
設(shè)備磨損背景:
某企業(yè)的終聚釜攪拌器傳動(dòng)軸軸承位磨損嚴(yán)重,主軸軸徑Ф355.6mm,軸承型號(hào)1:12錐調(diào)心滾子軸承23076CCK/C3W33,單邊磨損量0.5mm,磨損寬度135mm。軸承位出現(xiàn)磨損并導(dǎo)致緊定套無法抱緊現(xiàn)象,如果不及時(shí)進(jìn)行軸磨損修復(fù)的話勢(shì)必會(huì)影響整臺(tái)設(shè)備的運(yùn)轉(zhuǎn)和企業(yè)的生產(chǎn)進(jìn)度。

終聚釜攪拌器軸磨損修復(fù)工藝:
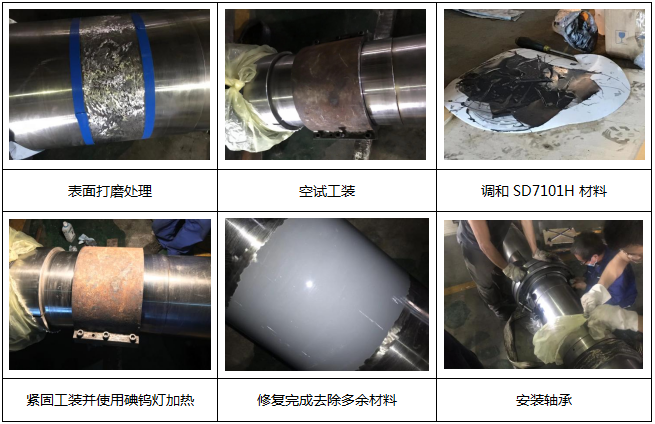
由于設(shè)備不具備現(xiàn)場(chǎng)拆卸條件,拆卸離線維修周期長、耗費(fèi)大量人力物力。企業(yè)在得知索雷碳納米聚合物材料技術(shù)可以現(xiàn)場(chǎng)快速修復(fù)后,立即采用了該技術(shù)。該技術(shù)可以利用材料可塑性結(jié)合部件配合關(guān)系恢復(fù)修復(fù)部位100%接觸面積。具體的軸磨損修復(fù)步驟如下:
(1)首先拆除軸上部件,露出待修部位,并清除油污;
(2)用除油劑對(duì)待修部位除油處理;
(3)用電動(dòng)鋼絲刷清除軸修復(fù)位灰塵和銹跡,用砂輪片清除金屬隆起毛刺后用磨光機(jī)對(duì)修復(fù)表面打磨處理,達(dá)到粗糙、無松動(dòng)物、見金屬原色;
(4)利用軸上未磨損部位確定修復(fù)部位同軸度;
(5)確定緊定套的預(yù)裝位置;
(6)根據(jù)磨損量計(jì)算調(diào)和索雷碳納米聚合物材料;
(7)在修復(fù)部位涂覆索雷碳納米聚合物材料均勻無氣孔;
(8)專用工裝需涂覆SD7000脫模劑;
(9)安裝工裝到修復(fù)位置并緊固;
(10)回裝緊定套并回裝軸承時(shí)需測(cè)量軸承自由游隙。
該技術(shù)具有傳統(tǒng)修復(fù)行業(yè)所不具備的快捷性、穩(wěn)定性及耐用性。在保證質(zhì)量和使用效果的前提下該技術(shù)可以大量減少故障修復(fù)的時(shí)間,同時(shí)避免因拆卸整個(gè)設(shè)備而造成的大量人力、物力及財(cái)力的浪費(fèi)。
-
磨損
+關(guān)注
關(guān)注
0文章
198瀏覽量
8896 -
提升機(jī)
+關(guān)注
關(guān)注
0文章
59瀏覽量
8525
發(fā)布評(píng)論請(qǐng)先 登錄
降低電視液晶屏修復(fù)線的信號(hào)延遲及液晶線路修光修復(fù)
降低液晶面板修復(fù)線的信號(hào)延遲及液晶線路修光修復(fù)
反應(yīng)釜PLC數(shù)據(jù)采集故障告警系統(tǒng)方案

這種軸頭磨損修復(fù)技術(shù),快速恢復(fù)原有尺寸,早知道,早修好

鈦合金軸激光熔覆修復(fù)加工

軸修復(fù)實(shí)戰(zhàn)課:篦冷機(jī)拖輪軸磨損,如何修復(fù)讓速度效率雙提升!

破碎機(jī)中空軸配合軸面磨損,看我是如何快速修復(fù)至原尺寸的

電機(jī)轉(zhuǎn)子軸磨損怎么樣修復(fù)
創(chuàng)想智控激光焊縫跟蹤器在醫(yī)療攪拌罐反應(yīng)釜自動(dòng)焊接的應(yīng)用
變速箱軸承位出現(xiàn)磨損,在線緊急修復(fù)原來是用這種方法

激光熔覆軸送絲修復(fù)技術(shù)優(yōu)勢(shì)及未來發(fā)展趨勢(shì)

軸承位磨損修復(fù),選對(duì)方法,維修效率與質(zhì)量一樣兼得!






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論