") 一文講清弧焊機(jī)器人三種焊接方法!
一文講清弧焊機(jī)器人三種焊接方法!
弧焊機(jī)器人的焊接方法主要有氣體保護(hù)電弧焊、鎢極氬弧焊和等離子電弧焊三種,氣體保護(hù)電弧焊是使用氬氣、二氧化碳等氣體作為焊接區(qū)域保護(hù)氣體的焊接方法;鎢極氬弧焊是用鎢棒作為電極加上氬氣進(jìn)行保護(hù)的焊接方法;等離子電弧焊是利用等離子弧高能量密度束流作為焊接熱源的熔焊方法。接下來無錫金紅鷹帶您了解。
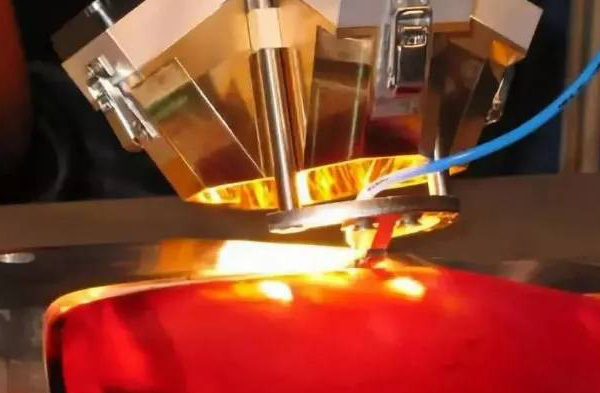
金紅鷹氬弧焊機(jī)器人燒烤爐爐頭焊接應(yīng)用案例
1、氣體保護(hù)電弧焊:
使用氬氣作為焊接區(qū)域保護(hù)氣體的氬弧焊、使用二氧化碳作為焊接區(qū)域保護(hù)氣體的二氧化碳保護(hù)焊等,均歸于氣體保護(hù)電弧焊。這兩種焊接方法分別對(duì)應(yīng)無錫金紅鷹的二/氣保焊機(jī)器人和氬弧焊機(jī)器人。其基本原理是在以電弧為熱源進(jìn)行焊接時(shí),同時(shí)從噴槍的噴嘴中接連噴出維護(hù)氣體把空氣與焊接區(qū)域中的熔化金屬隔離開來,以維護(hù)電弧和焊接熔池中的液態(tài)金屬不受大氣中的氧、氮、氫等污染,以到達(dá)進(jìn)步焊接質(zhì)量的目的。簡單理解就是利用二氧化碳、氬氣等氣體來隔離焊接區(qū)域的融化金屬和空氣,穩(wěn)定焊接質(zhì)量減少焊接缺陷。

工藝分類
氣體保護(hù)電弧焊分鎢極惰性氣體保護(hù)焊和熔化極氣體保護(hù)焊兩大類。
1)鎢極惰性氣體保護(hù)焊
是在惰性氣體的保護(hù)下利用鎢電極與工件間產(chǎn)生的電弧熱熔化母材和填充焊絲(如果使用填充焊絲)的一種焊接方法。用氬氣作為保護(hù)氣體的稱鎢極氬弧焊, 用氦氣作為保護(hù)氣體的稱為鎢極氦弧焊。由于氦氣價(jià)格昂貴,在工業(yè)上廣泛使用的是鎢極氬弧焊。
鎢極氬弧焊按操作方式分為手工焊、半自動(dòng)焊和自動(dòng)焊。以手工鎢極氬弧焊應(yīng)用最廣泛,其次是自動(dòng)鎢極氬弧焊,半自動(dòng)鎢極氬弧焊則很少應(yīng)用。
鎢極惰性氣體保護(hù)焊的應(yīng)用
鎢極惰性氣體保護(hù)焊適宜于焊接各種有色金屬和合金。
用0.5~5 Hz的低頻脈沖電流進(jìn)行焊接,可降低焊件的熱輸入,便于控制焊縫冷卻結(jié)晶和控制熔深,適用于薄壁構(gòu)件的焊接、懸空全位置焊接和厚壁結(jié)構(gòu)的打底焊等。如用20 kHz高頻脈沖電流,可使電弧挺直而穩(wěn)定、焊縫金屬晶粒細(xì)化,并可提高焊接速度。
特點(diǎn)
其特點(diǎn)是電弧穩(wěn)定,輸入能量易于控制,焊接質(zhì)量高,對(duì)焊接位置和接頭幾何形狀的適應(yīng)性也較強(qiáng)。但因焊接電流受鎢極許用電流的限制和向焊縫中添加填充金屬不方便, 這種方法不利于焊接工件, 焊接生產(chǎn)率也低。
2)熔化極氣體保護(hù)焊
采用可熔化的焊絲 (熔化電極) 與焊件之間的電弧熱作為熱源來熔化焊絲與母材金屬,并向焊接區(qū)輸送保護(hù)氣體,使電弧、熔化的焊絲、熔池及附近的母材金屬免受空氣影響的氣體保護(hù)焊。它適宜于焊接各種金屬材料。
與鎢極惰性氣體保護(hù)焊相比,焊接生產(chǎn)率高許多倍。用細(xì)焊絲(一般直徑小于1.6 mm),小電流時(shí),可用于各種位置的焊接;用粗焊絲,大電流時(shí), 則主要用于平焊位置。
熔化極氣體保護(hù)焊主要有:
(1)熔化極惰性氣體保護(hù)焊通常用氬、氦、或氬與氦的混合氣體作保護(hù)氣體, 熔滴過渡形式是噴射過渡或脈沖噴射過渡,適宜于焊接各種有色金屬和奧氏體不銹鋼和高溫合金。
(2)氧化性混合氣體保護(hù)焊保護(hù)氣體由惰性氣體和少量氧化性氣體——O2、CO2或其混合氣體(一般O2為2%~5%,CO2為5%~20%)混合而成。熔滴過渡形式為短路過渡、噴射過渡或脈沖噴射過渡,適用于碳鋼、合金鋼和不銹鋼等黑色金屬材料的焊接。
(3)二氧化碳?xì)怏w保護(hù)焊保護(hù)氣體主要用二氧化碳,有時(shí)在其中加入一定量的氧(5%~20%)。熔滴過渡形式是短路過渡或滴狀兼短路過渡,只適宜于焊接碳鋼和合金結(jié)構(gòu)鋼,焊接成本低。
(4)藥芯焊絲氣體保護(hù)焊采用中心含有藥芯(焊劑)的管狀焊絲,用二氧化碳或二氧化碳加氬氣體作為保護(hù)氣體,兼有二氧化碳?xì)怏w保護(hù)焊和手弧焊的某些特點(diǎn),適宜于焊接碳鋼、低合金鋼、鎳及其合金等。
主要特點(diǎn):
①由于采用二氧化碳?xì)怏w和焊劑的聯(lián)合保護(hù),易于獲得優(yōu)質(zhì)焊縫;
②電弧穩(wěn)定,飛濺少,焊縫成形好;
③對(duì)焊件鋼材成分的適應(yīng)性強(qiáng);
④焊接生產(chǎn)率高,約為手弧焊的3~5倍。
(5)氣電立焊是由熔化極氣體保護(hù)焊和電渣焊發(fā)展而形成的一種熔化極氣體保護(hù)焊方法。保護(hù)氣體采用二氧化碳?xì)怏w或氬氣加氧氣。其主要優(yōu)點(diǎn)是可不開坡口焊接厚板,生產(chǎn)率高、成本低。
氣體保護(hù)電弧焊加入氣體的原因
在氣體保護(hù)電弧焊初期,使用的主要是單一氣體;如氬氣(Ar)、氦氣(He)和CO2氣,后來發(fā)現(xiàn)一種氣體中加入一定分量的另一種或兩種氣體后,可以分別在細(xì)化熔滴、減少飛濺、提高電弧的穩(wěn)定性、改善熔深以及提高電弧的溫度等方面獲得滿意的效果。
常用的混合氣體有:
(1)Ar+He。廣泛用于大厚度鋁板及高導(dǎo)熱材料的焊接,以及不銹鋼的高速機(jī)械化焊接。
(2)Ar+H2。利用混合氣體的還原性來焊接鎳及其合金,可以消除鎳焊縫中的氣孔。
(3)Ar+O2混合氣體(O2量為1%)。特別適用于不銹鋼MIG焊接,能克服單獨(dú)用氬氣時(shí)的陰極飄移現(xiàn)象。
(4) Ar+CO2或Ar+CO2+O2。適于焊接低碳鋼和低合金鋼,焊縫成形、接頭質(zhì)量以及電弧穩(wěn)定性和熔滴過渡都非常滿意。
2、鎢極氬弧焊:
鎢極氬弧焊時(shí)常被稱為TIG焊,是一種在非消耗性電極和工作物之間產(chǎn)生熱量的電弧焊接方式,以高熔點(diǎn)的金屬鎢棒作為焊接時(shí)發(fā)生電弧的一個(gè)電極,并處在氬氣維護(hù)下的電弧焊,此保護(hù)是由氣體或混合氣體流供應(yīng),必須是能提供全保護(hù),因?yàn)樯踔梁芪⒘康目諝饣烊胍矔?huì)污染焊道,常用于不銹鋼、高溫合金等要求嚴(yán)厲的焊接。
原理
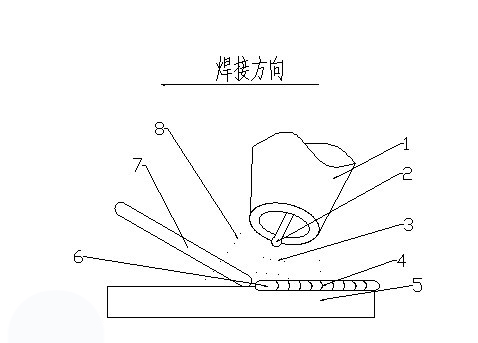
鎢極氬弧焊是用鎢棒作為電極加上氬氣進(jìn)行保護(hù)的焊接方法,其方法構(gòu)成如圖所示。焊接時(shí)氬氣從焊槍的噴嘴中連續(xù)噴出,在電弧周圍形成保護(hù)層隔絕空氣,以防止其對(duì)鎢極、熔池及鄰近熱影響區(qū)的氧化,從而獲得優(yōu)質(zhì)的焊縫。焊接過程中根據(jù)工件的具體要求可以加或者不加填充焊絲。
特點(diǎn)
這種焊接方法由于電弧是在氬氣中進(jìn)行燃燒,因此具有以下優(yōu)缺點(diǎn):
1) 氬氣具有極好的保護(hù)作用,能有效的隔絕周圍空氣;它本身既不與金屬起化學(xué)反應(yīng),也不溶于金屬,使得焊接過程中的冶金反應(yīng)簡單易控制,因此獲得較高質(zhì)量的焊縫提供良好條件。
2)鎢極電弧非常穩(wěn)定,即使在很小電流情況下(<10a)仍可穩(wěn)定燃燒,特別適用于薄板材料焊接。<>
3)熱源和填充焊絲可分別控制,因而熱輸入容易調(diào)整所以這種焊接方法可進(jìn)行全方位焊接,也是實(shí)現(xiàn)單面焊雙面成型的理想方法。
4)由于填充焊絲不通過電流,故不產(chǎn)生飛濺,焊縫成型美觀。
5)交流氬弧焊在焊接過程中能夠自動(dòng)清除焊件表面的氧化膜作用,因此,可成功地焊接一些化學(xué)活潑性強(qiáng)的有色金屬,如鋁、鎂及合金。
6)鎢極承載電流能力較差,過大的電流會(huì)引起鎢極的熔化和蒸發(fā),其微粒有可能進(jìn)入熔池而引起夾鎢。因此,熔敷速度小、熔深淺、生產(chǎn)率低。
7)采用氬氣較貴,熔敷率低,且氬弧焊機(jī)有較復(fù)雜,和其他焊接方法(如焊條電弧焊、埋弧焊、CO2-氣體保護(hù)焊)比較,生產(chǎn)成本較高。
8)氬弧周圍受氣流影響較大,不易室外工作。
3、等離子電弧焊:
由鎢極氬弧焊發(fā)展起來的一種焊接方法,是指利用等離子弧高能量密度束流作為焊接熱源的熔焊方法。等離子弧焊接具有能量集中、生產(chǎn)率高、焊接速度快、應(yīng)力變形小、電孤穩(wěn)定、具有弧柱細(xì)長,能量密度高的特色,且適宜焊接薄板和箱材等特點(diǎn),因而在焊接領(lǐng)域有著廣泛的應(yīng)用,特別適合于各種難熔、易氧化及熱敏感性強(qiáng)的金屬材料(如鎢、鉬、銅、鎳、鈦等) 的焊接。等離子弧是離子氣被電離發(fā)生高溫離子氣流,從噴嘴細(xì)孔中噴出,經(jīng)壓縮構(gòu)成細(xì)長的弧柱,高于慣例的自由電弧,如:氬弧焊僅達(dá)5000-8000K。
原理
等離子弧切割是一種常用的金屬和非金屬材料切割工藝方法。它利用高速、高溫和高能的等離子氣流來加熱和熔化被切割材料,并借助內(nèi)部的或者外部的高速氣流或水流將熔化材料排開直至等離子氣流束穿透背面而形成割口。無錫金紅鷹等離子弧切割對(duì)應(yīng)機(jī)器人是三維等離子切割機(jī)器人。
種類
等離子弧有兩種工作方式。一種是“非轉(zhuǎn)移弧”,電弧在鎢極與噴嘴之間燃燒,主要用於等離子噴鍍或加熱非導(dǎo)電材料。
另一種是“轉(zhuǎn)移弧”,電弧由輔助電極高頻引弧后,電弧燃燒在鎢極與工件之間,用於焊接。形成焊縫的方式有熔透式和穿孔式兩種。前一種形式的等離子弧只熔透母材,形成焊接熔池,多用于0.8~3mm厚的板材焊接;后一種形式的等離子弧只熔穿板材,形成鑰匙孔形的熔池,多用于3~12mm厚的板材焊接。此外,還有小電流的微束等離子弧焊,特別適合於0.02~1.5毫米的薄板焊接。
特點(diǎn)
(1)微束等離子弧焊可以焊接箔材和薄板。
(2)具有小孔效應(yīng),能較好實(shí)現(xiàn)單面焊雙面自由成形。
(3)等離子弧能量密度大,弧柱溫度高,穿透能力強(qiáng),實(shí)現(xiàn)10~12mm厚度鋼材不開坡口焊接,能一次焊透雙面成形,焊接速度快,生產(chǎn)率高,應(yīng)力變形小。
(4)設(shè)備比較復(fù)雜,氣體耗量大,組對(duì)間隙、對(duì)工件的潔凈要求嚴(yán)格,只宜于室內(nèi)焊接。
審核編輯黃宇
-
機(jī)器人
+關(guān)注
關(guān)注
213文章
29502瀏覽量
211585 -
焊接
+關(guān)注
關(guān)注
38文章
3395瀏覽量
60979
發(fā)布評(píng)論請先 登錄
2024年中國弧焊機(jī)器人市場銷量分析

焊接機(jī)器人焊接工藝了解嗎?管道焊接機(jī)器人可視焊縫追蹤系統(tǒng)介紹
焊接機(jī)器人與傳統(tǒng)焊接的區(qū)別
焊接機(jī)器人編程技巧與注意事項(xiàng)
弧焊機(jī)和電焊機(jī)有什么區(qū)別?舉例分析
焊機(jī)弧壓與空載電壓區(qū)別?
焊接機(jī)器人拖拽軌跡怎么設(shè)置

焊接機(jī)器人示教模式怎么設(shè)置

開源項(xiàng)目!用ESP32做一個(gè)可愛的無用機(jī)器人
深度剖析:MT6816 磁編碼 IC 在機(jī)器人焊接變位機(jī)中的應(yīng)用
MT6835磁編碼IC在弧焊機(jī)器人領(lǐng)域的應(yīng)用
焊接機(jī)器人怎么調(diào)焊接速度

焊接機(jī)器人調(diào)試技巧有哪些






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論